
一种铝-镁-硅合金型材及其制备方法.pdf

An****99

1/4
2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝-镁-硅合金型材及其制备方法.pdf
本发明涉及一种铝-镁-硅合金型材。所述合金组成为:0.4-0.5份的Mg、0.5-0.6份的Si、0.05-0.1份的Ti、0.1-0.14份的Cu、0.01-0.02份的Cr和0.05-0.08份的Mn,其余是铝。本发明还涉及一种制备上述铝-镁-硅合金型材的方法。步骤如下:分别取上述原料进行熔炼,熔炼温度为740-760℃;在炉前取样分析、调整后,依次进行倒炉、净化及静置,得到中间产物;再将上述合金中间产物进行铸造得到铸锭;将铸锭进行均匀化处理;最后将铸锭经挤压成型、淬火、拉伸校直及人工时效,即得到型材
一种铝-锌-镁-铜合金型材及其制备方法.pdf
本发明涉及一种铝-锌-镁-铜合金型材。所述合金组成为:1.2-1.25份的Cu、2.8-2.9份的Mg、5.9-6.1份的Zn、0.2-0.25份的Mn、0.2-0.25份的Cr、0.08-0.1份的Ti、以及适量的Fe和S?i,其余是铝。其制备方法包括如下步骤:按照上述原料份数进行熔炼,其中每隔半小时用永磁搅拌机进行搅拌10min;在炉前取样分析、调整后,依次进行倒炉、净化及静置,得到合金中间产物;再将上述合金中间产物进行铸造;将铸锭进行均匀化处理;最后进行挤压成型、淬火、拉伸校直及人工时效,即得到铝-
一种镁锂铝硅合金板的制备方法.pdf
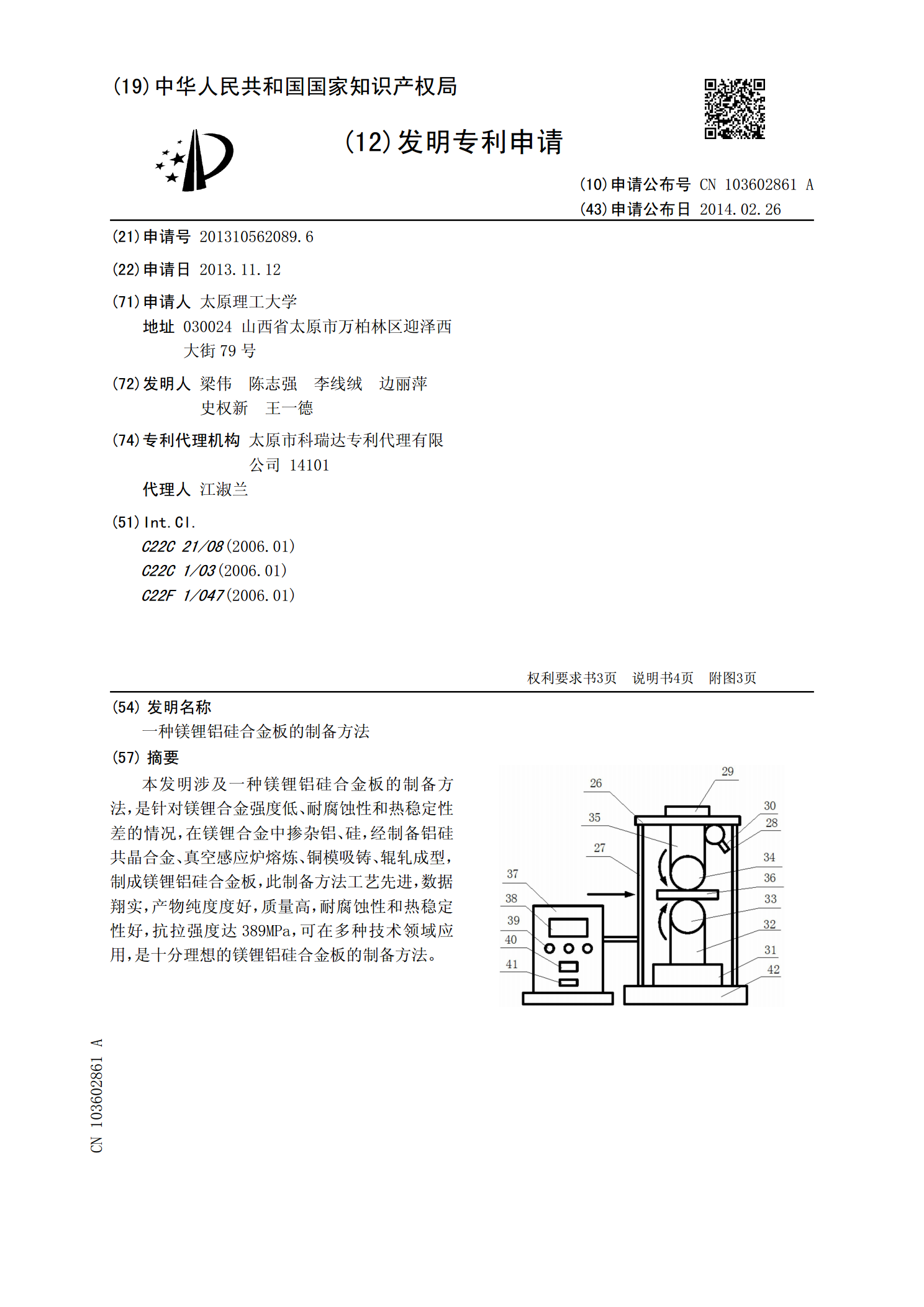
本发明涉及一种镁锂铝硅合金板的制备方法,是针对镁锂合金强度低、耐腐蚀性和热稳定性差的情况,在镁锂合金中掺杂铝、硅,经制备铝硅共晶合金、真空感应炉熔炼、铜模吸铸、辊轧成型,制成镁锂铝硅合金板,此制备方法工艺先进,数据翔实,产物纯度度好,质量高,耐腐蚀性和热稳定性好,抗拉强度达389MPa,可在多种技术领域应用,是十分理想的镁锂铝硅合金板的制备方法。
一种铝硅合金焊丝及其制备方法.pdf
本发明公开了一种铝硅合金焊丝及其制备方法。按重量百分比计,该焊丝的组成为:硅4.5~6.0,钛0.05~0.20,铍0.0001~0.0003,锶0.01~0.06,铝余量。其制备方法为:铝以纯金属加入,其它元素以铝基中间合金加入;将铝锭及AeSi30加入燃气反射炉中,熔化后加打渣剂搅拌、去渣,然后加入AlTi10和AlSr10,35~35分钟后,在氩气保护状态下加精炼剂进行精炼,精炼后水平连铸成铝合金盘条;铝合金盘条经多次拉拔,加工成不同规格的连续盘状焊丝。与现有技术相比,本发明制备方法简单,操作易控,
一种铝‑硅‑钇中间合金及其制备方法.pdf
本发明属金属材料领域,涉及一种铝‑硅‑钇中间合金及其制备方法。本发明铝‑硅‑钇中间合金,包含铝、硅、钇三种主要元素,各组分的质量百分比分别是:铝60.00%‑95.00%,硅1.00%‑30.00%,钇0.50%‑10.00%。铝‑硅‑钇合金的制备方法是:首先将纯铝置于电阻炉中熔化并升温至800‑1200℃,在熔化后的铝熔体中依次加入一定质量的金属钇或铝‑钇中间合金、工业纯硅,充分搅拌并置于电阻炉中保温,保温达到一定时间后浇注成锭或制成线材。该中间合金的制备工艺简单,成本低,适宜工业化生产;所制备的铝‑硅