
一种铝锂合金板表面包铝的制备方法.pdf

哲妍****彩妍

1/5

2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝锂合金板表面包铝的制备方法.pdf
本发明是一种铝锂合金板表面包铝的制备方法,该方法适用于现有的Al-Mg-Li-X系以及Al-Cu-Li-X系铝锂合金。将均匀化处理后的铝锂合金扁锭铣面处理后与同样经过铣面处理的纯铝板叠放在一起,然后采取焊接方法沿铝锂合金扁锭与纯铝板叠放边部进行穿透环焊,并在环焊缝相交处保留5~10mm左右的开口。在开口处安置抽真空设施进行抽真空处理,待真空稳定后,将开口焊合,实现纯铝板与扁锭的密闭,然后放入空气炉内加热到300~500℃,待坯料热透后进行开坯热轧焊合,随后切除热轧后未焊合的飞边。将切边处理后的复合坯料重新
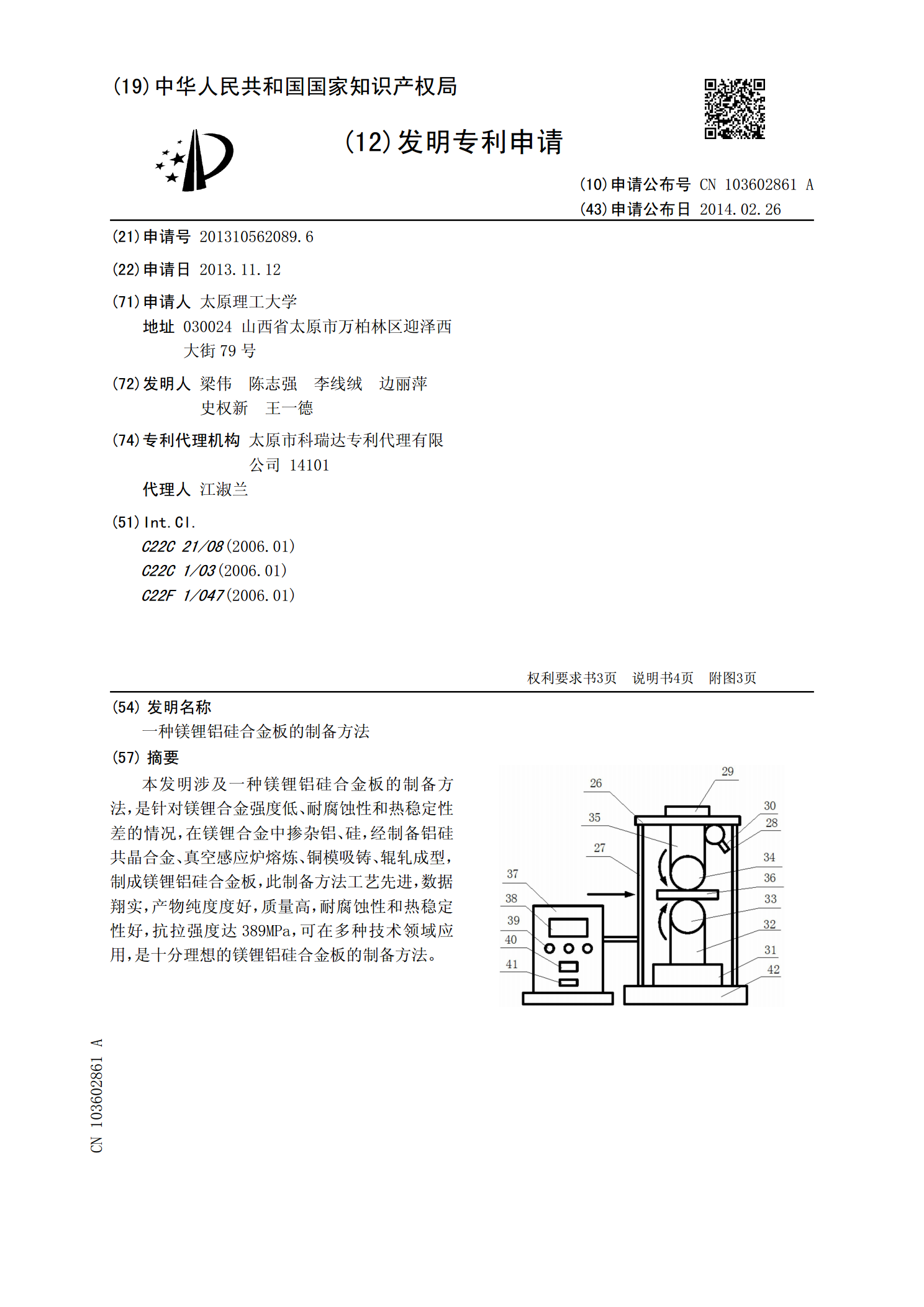
一种镁锂铝硅合金板的制备方法.pdf
本发明涉及一种镁锂铝硅合金板的制备方法,是针对镁锂合金强度低、耐腐蚀性和热稳定性差的情况,在镁锂合金中掺杂铝、硅,经制备铝硅共晶合金、真空感应炉熔炼、铜模吸铸、辊轧成型,制成镁锂铝硅合金板,此制备方法工艺先进,数据翔实,产物纯度度好,质量高,耐腐蚀性和热稳定性好,抗拉强度达389MPa,可在多种技术领域应用,是十分理想的镁锂铝硅合金板的制备方法。
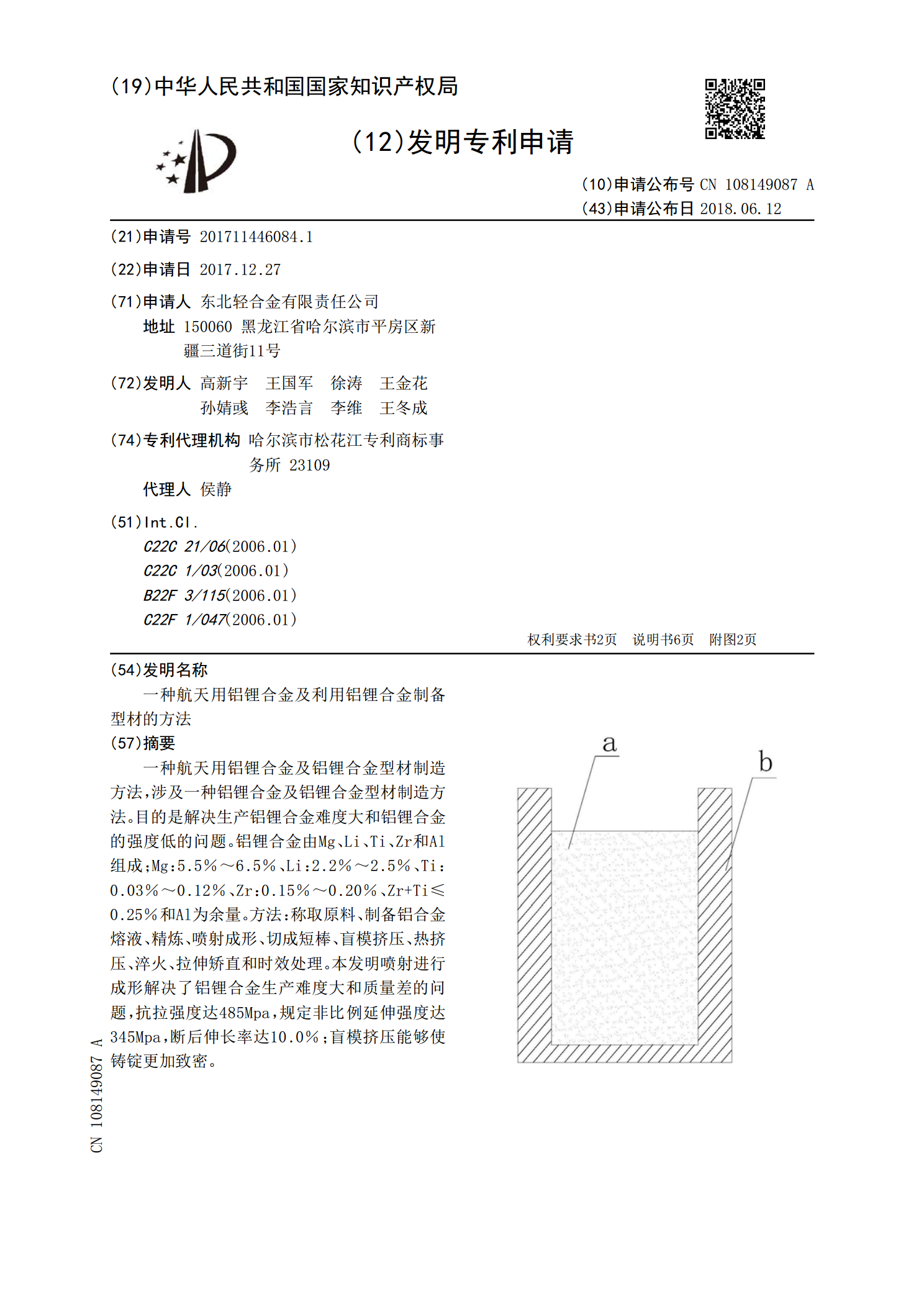
一种航天用铝锂合金及利用铝锂合金制备型材的方法.pdf
一种航天用铝锂合金及铝锂合金型材制造方法,涉及一种铝锂合金及铝锂合金型材制造方法。目的是解决生产铝锂合金难度大和铝锂合金的强度低的问题。铝锂合金由Mg、Li、Ti、Zr和Al组成;Mg:5.5%~6.5%、Li:2.2%~2.5%、Ti:0.03%~0.12%、Zr:0.15%~0.20%、Zr+Ti≤0.25%和Al为余量。方法:称取原料、制备铝合金熔液、精炼、喷射成形、切成短棒、盲模挤压、热挤压、淬火、拉伸矫直和时效处理。本发明喷射进行成形解决了铝锂合金生产难度大和质量差的问题,抗拉强度达485Mpa
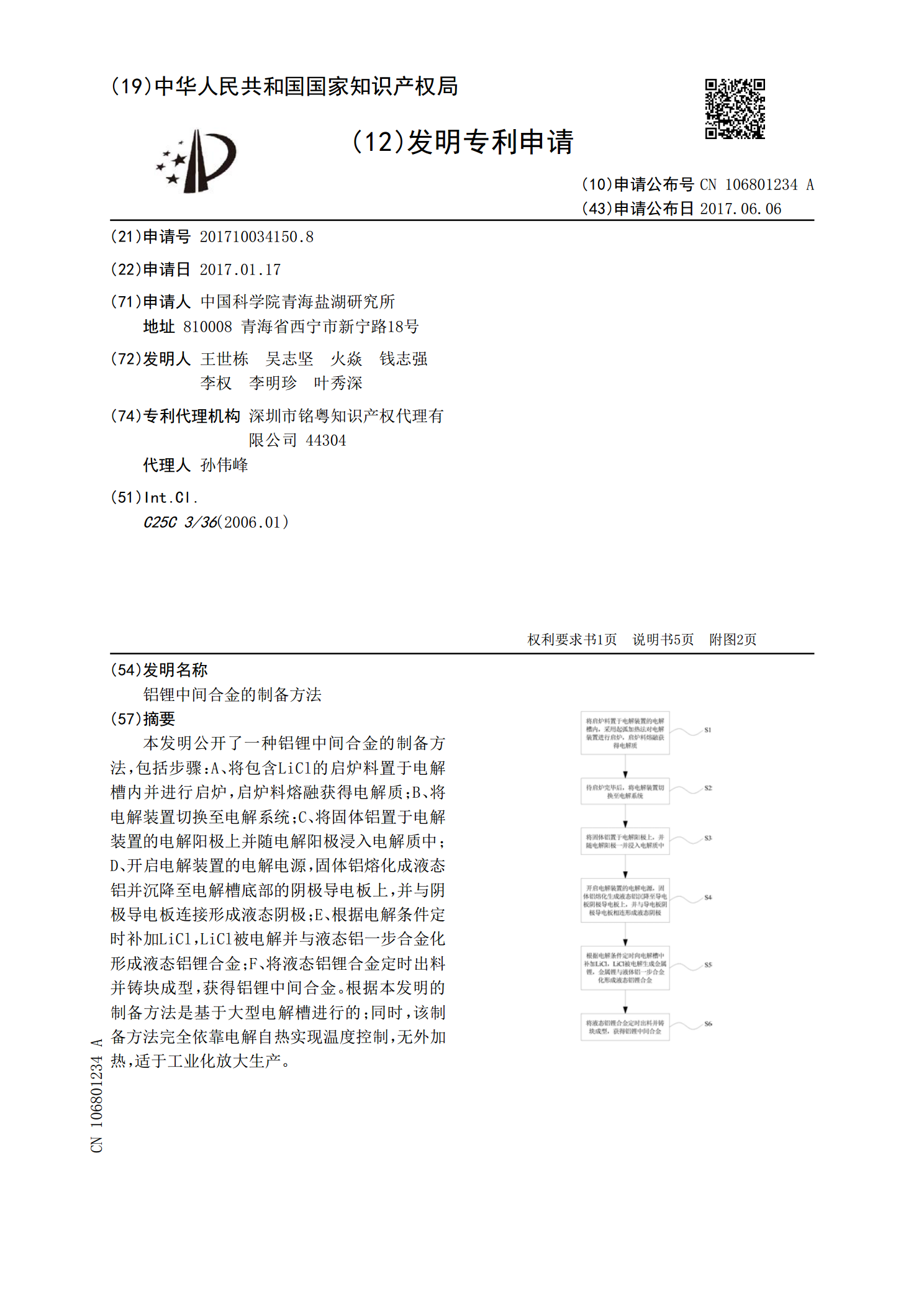
铝锂中间合金的制备方法.pdf
本发明公开了一种铝锂中间合金的制备方法,包括步骤:A、将包含LiCl的启炉料置于电解槽内并进行启炉,启炉料熔融获得电解质;B、将电解装置切换至电解系统;C、将固体铝置于电解装置的电解阳极上并随电解阳极浸入电解质中;D、开启电解装置的电解电源,固体铝熔化成液态铝并沉降至电解槽底部的阴极导电板上,并与阴极导电板连接形成液态阴极;E、根据电解条件定时补加LiCl,LiCl被电解并与液态铝一步合金化形成液态铝锂合金;F、将液态铝锂合金定时出料并铸块成型,获得铝锂中间合金。根据本发明的制备方法是基于大型电解槽进行的
一种铝锂合金及其制备方法.pdf
本发明公开了一种铝锂合金,所述铝锂合金的化学成分及重量百分比为:Li为2.5~3.5%、Cu为1.0~2.5%、Ag为1.3~1.5%、纳米碳纤维5%、Ce为0.4~0.6%、Se为0.1~0.5%,余量为Al。本对所述铝锂合金采用真空熔炼,多道次轧制的制备方法。本发明通过优化所述铝锂合金的成分配比,并添加元素Ce、Se及纳米碳纤维,优化所述铝锂合金的相结构及微观组织,使得所述铝锂合金具有高强度及优异的塑韧性;所述铝锂合金在制备过程中,采用真空熔炼,这就避免了所述铝锂合金在熔炼过程中氧化燃烧,有效地防止了