
一种宽厚板机架辊表面堆焊方法.pdf

Th****s3


1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种宽厚板机架辊表面堆焊方法.pdf
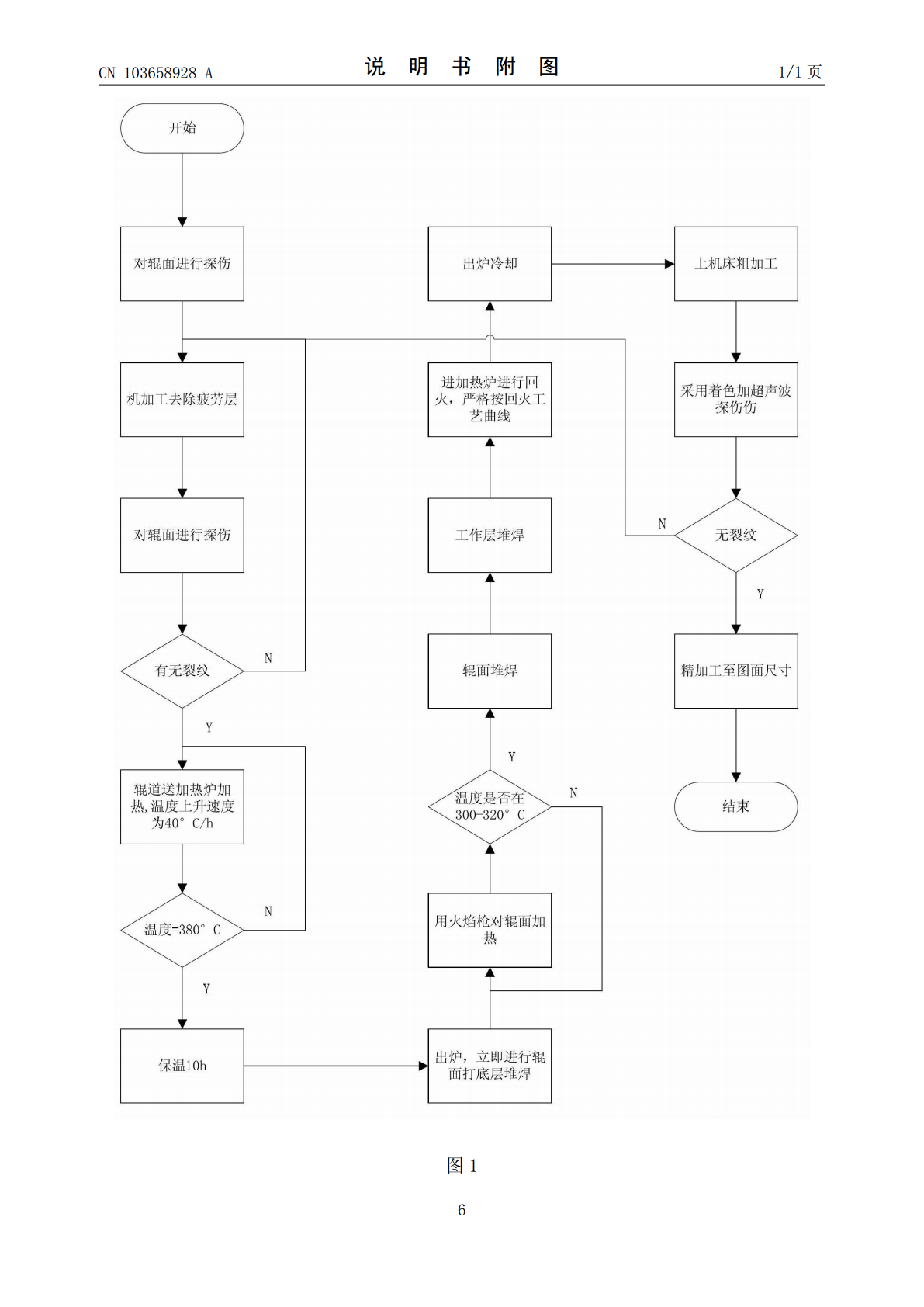
本发明公开了一种宽厚板机架辊表面堆焊方法,先对辊面进行探伤并机加工去除疲劳层,并对机架辊进行焊前预热并保温;然后采用自动埋弧焊机对辊面依次进行埋弧堆焊打底层和工作层;再进加热炉进行回火以消除应力,并出炉冷却;最后上机床粗加工并探伤,再精加工至图面尺寸。该堆焊方法针对宽厚板机架辊的特点,对堆焊工艺实施优化改进,使辊面整体强度、冲击韧性大大提高。
连铸机足辊表面堆焊方法.pdf
本发明公开了一种连铸机足辊表面堆焊方法,属于堆焊技术领域。该方法按以下步骤具体进行:1)连铸机足辊预处理;2)泥土配制;3)泥土填充;4)表面堆焊;5)除去填充泥土;6)送入加热炉在550℃~560℃温度下进行热处理,并保温2h~3h,并出炉冷却;7)上机床粗加工并探伤,再精加工至要求尺寸。优点是该方法步骤衔接有序、合理,操作过程简便;连铸机足辊表面平整光滑,具有良好的韧性和耐磨性,达到洛氏硬度HRC45以上;堆焊层及焊缝热裂纹减少,延长连铸机足辊使用寿命,降低维修成本,最大限度的提高连铸机在钢坯生产中的
夹送辊制造及修复中的表面堆焊及处理方法.pdf
一种夹送辊制造及修复中的表面堆焊及热处理方法,先将夹送辊加热到300~350℃后保温1.5~3小时,再继续升温至380~450℃,保温8~12小时;再在半哈弗炉或哈弗炉中,采用药芯焊丝进行堆焊,药芯焊丝中药芯原料组份的质量%为:微碳铬铁26~30%,硅铁6.0~7%,金属锰6.0~8%,镍粉10~12%,钨铁4.0~6%,钼铁6.0~8%,余量为铁粉;将夹送辊置于退火炉中,将夹送辊升温至300~350℃,保温1.5~3小时,再升温到450~500℃,保温15~30小时,随炉冷却至室温。夹送辊表面硬面层硬度
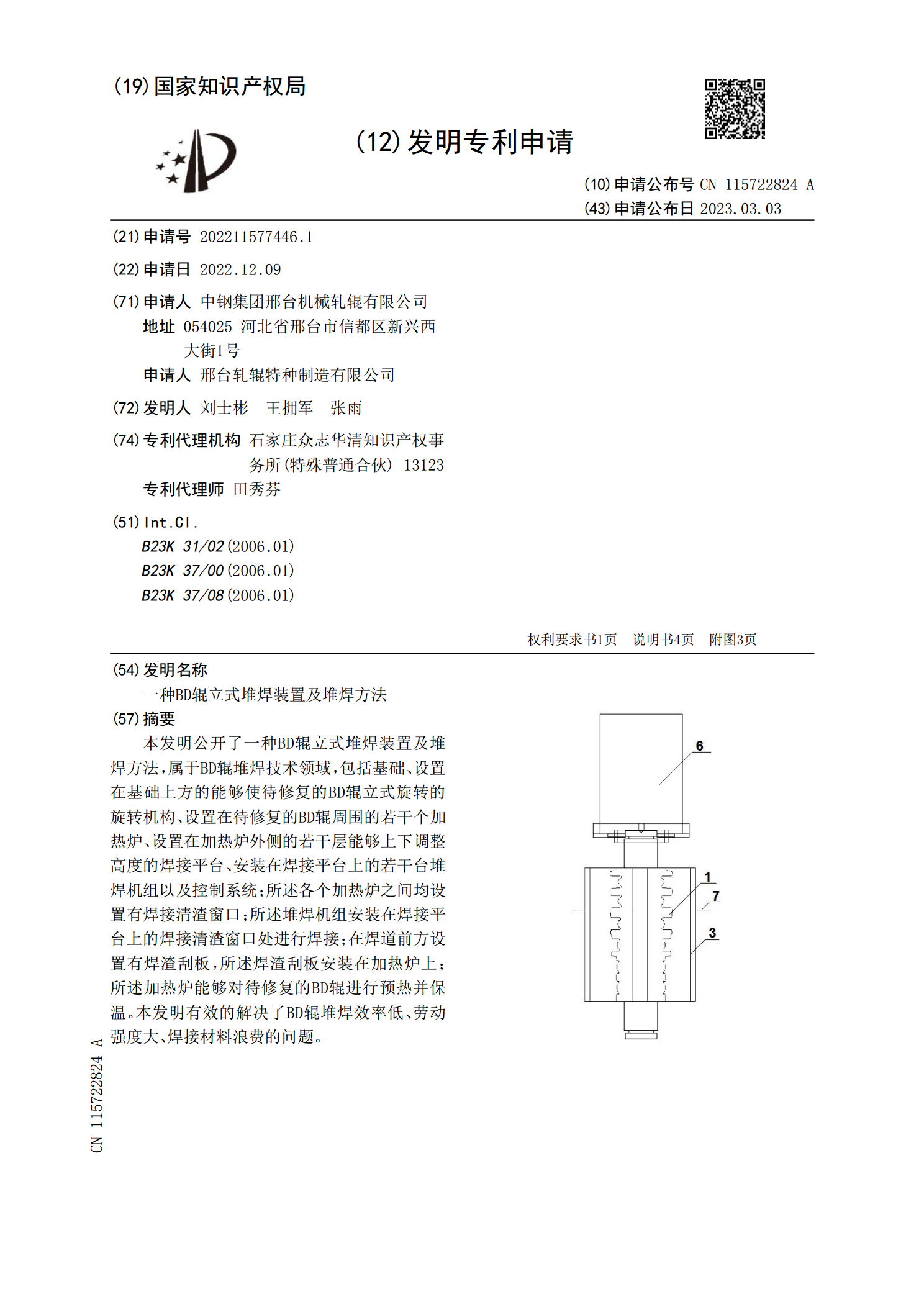
一种BD辊立式堆焊装置及堆焊方法.pdf
本发明公开了一种BD辊立式堆焊装置及堆焊方法,属于BD辊堆焊技术领域,包括基础、设置在基础上方的能够使待修复的BD辊立式旋转的旋转机构、设置在待修复的BD辊周围的若干个加热炉、设置在加热炉外侧的若干层能够上下调整高度的焊接平台、安装在焊接平台上的若干台堆焊机组以及控制系统;所述各个加热炉之间均设置有焊接清渣窗口;所述堆焊机组安装在焊接平台上的焊接清渣窗口处进行焊接;在焊道前方设置有焊渣刮板,所述焊渣刮板安装在加热炉上;所述加热炉能够对待修复的BD辊进行预热并保温。本发明有效的解决了BD辊堆焊效率低、劳动强
宽厚板轧机机架辊安装方式的探讨__TR.pdf
第5期总第183期冶金丛刊Sum.183NO.52009年10月METALLURGICALCOLLECTIONSOctober2009宽厚板轧机机架辊安装方式的探讨赵解来(湘钢宽厚板厂,湖南湘潭411100)摘要介绍了宽厚板轧机机架辊的安装以及机架辊轴承座的两种夹紧方式,同时提出机架辊维护检修的建议。关键词宽厚板;轧机;机架辊;安装中图分类号:TG333.52文献标识码:A文章编号:1671—3818(2009)05—0012—03DISCUSSIONONROLLERINSTALLATIoNMANNERo