
一种BD辊立式堆焊装置及堆焊方法.pdf

书生****专家


1/9

2/9
3/9

4/9

5/9

6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种BD辊立式堆焊装置及堆焊方法.pdf
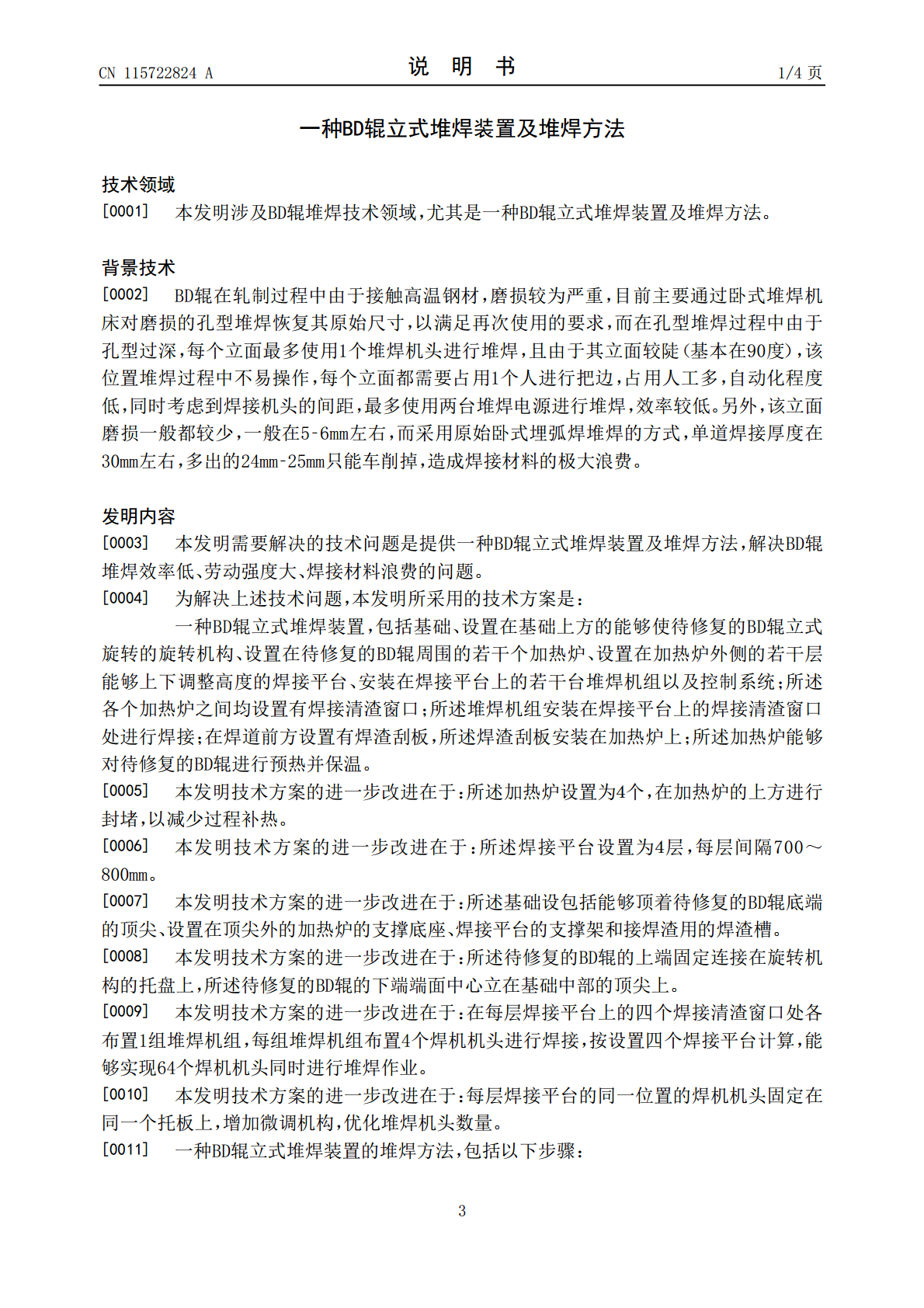
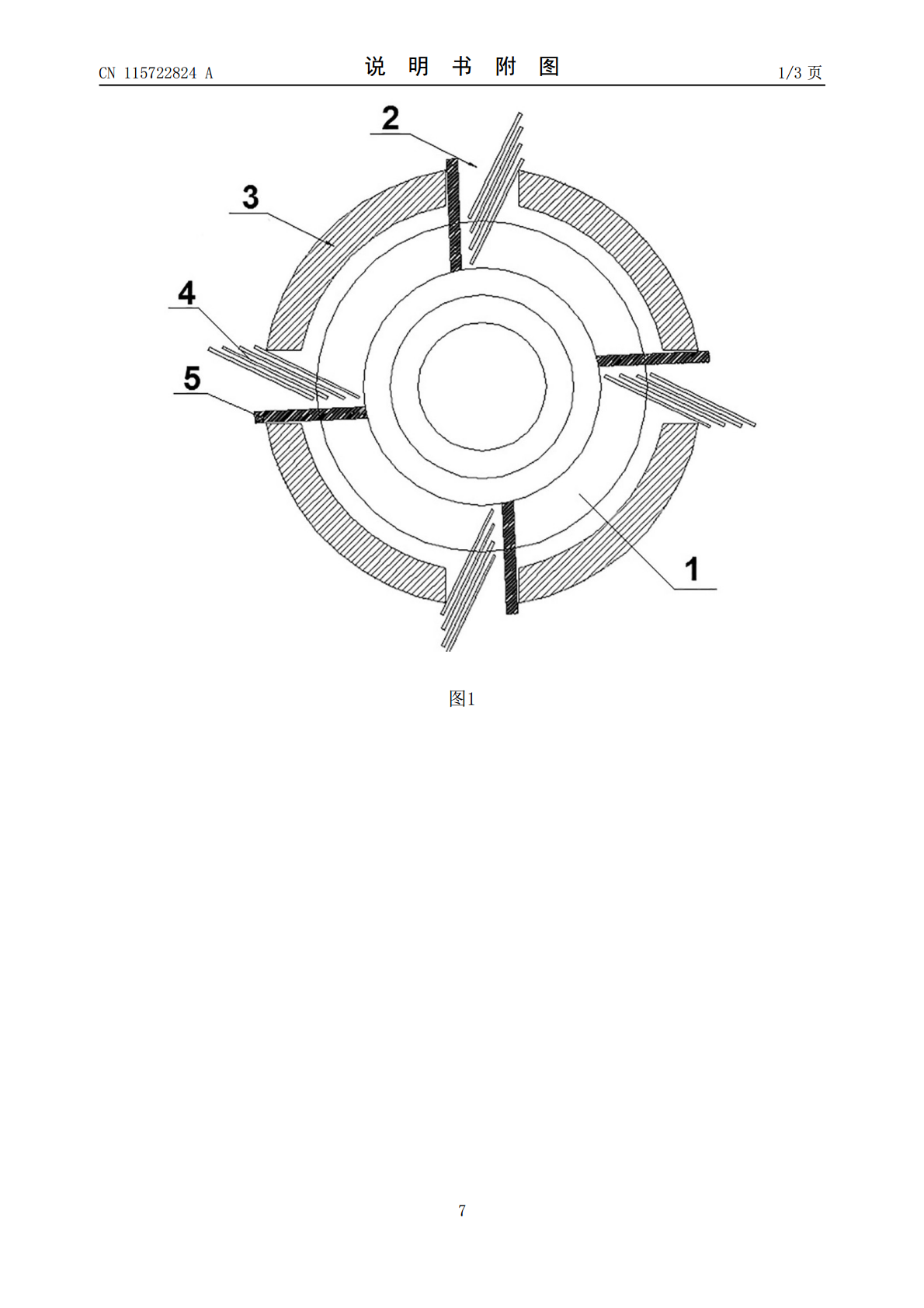
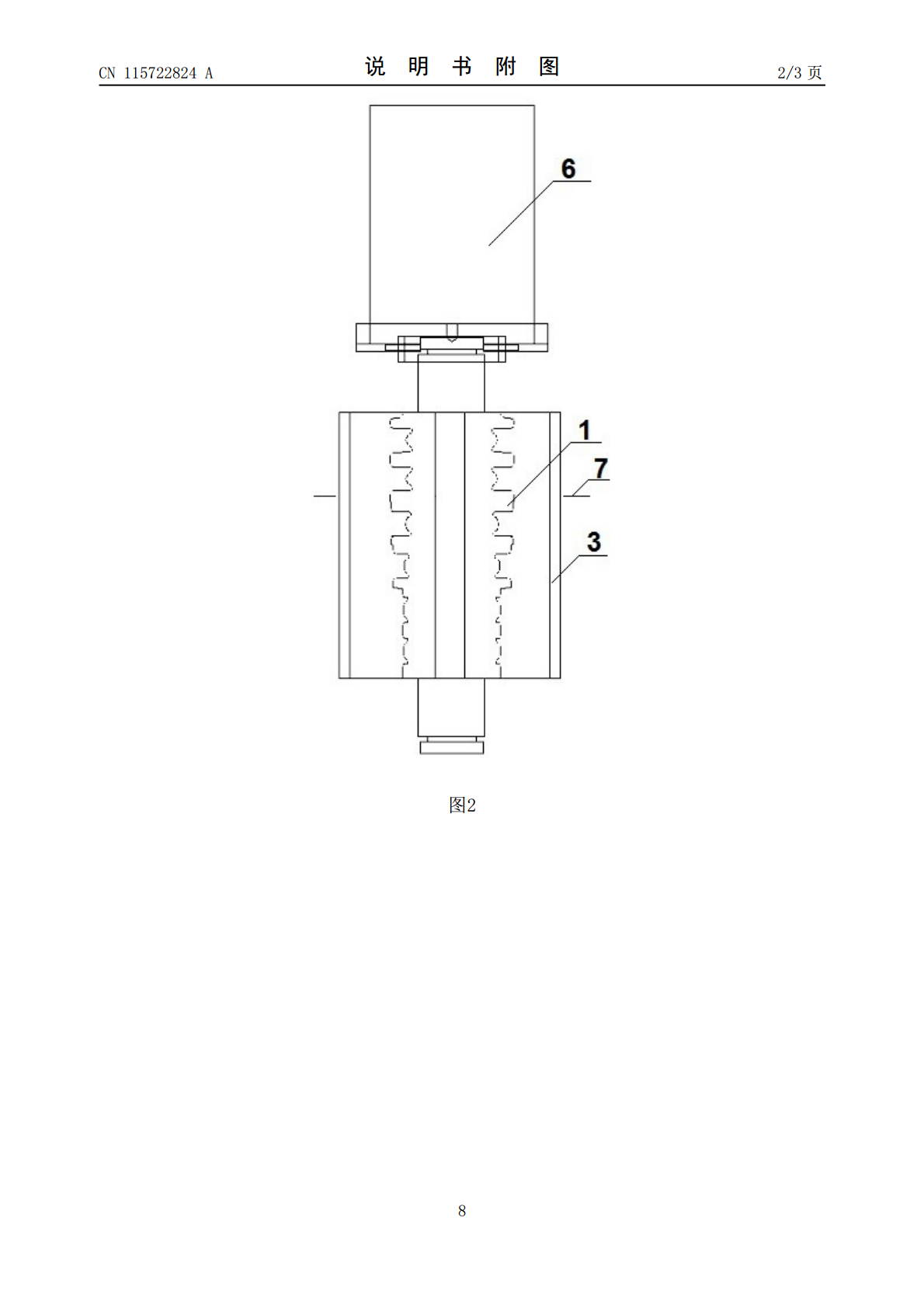
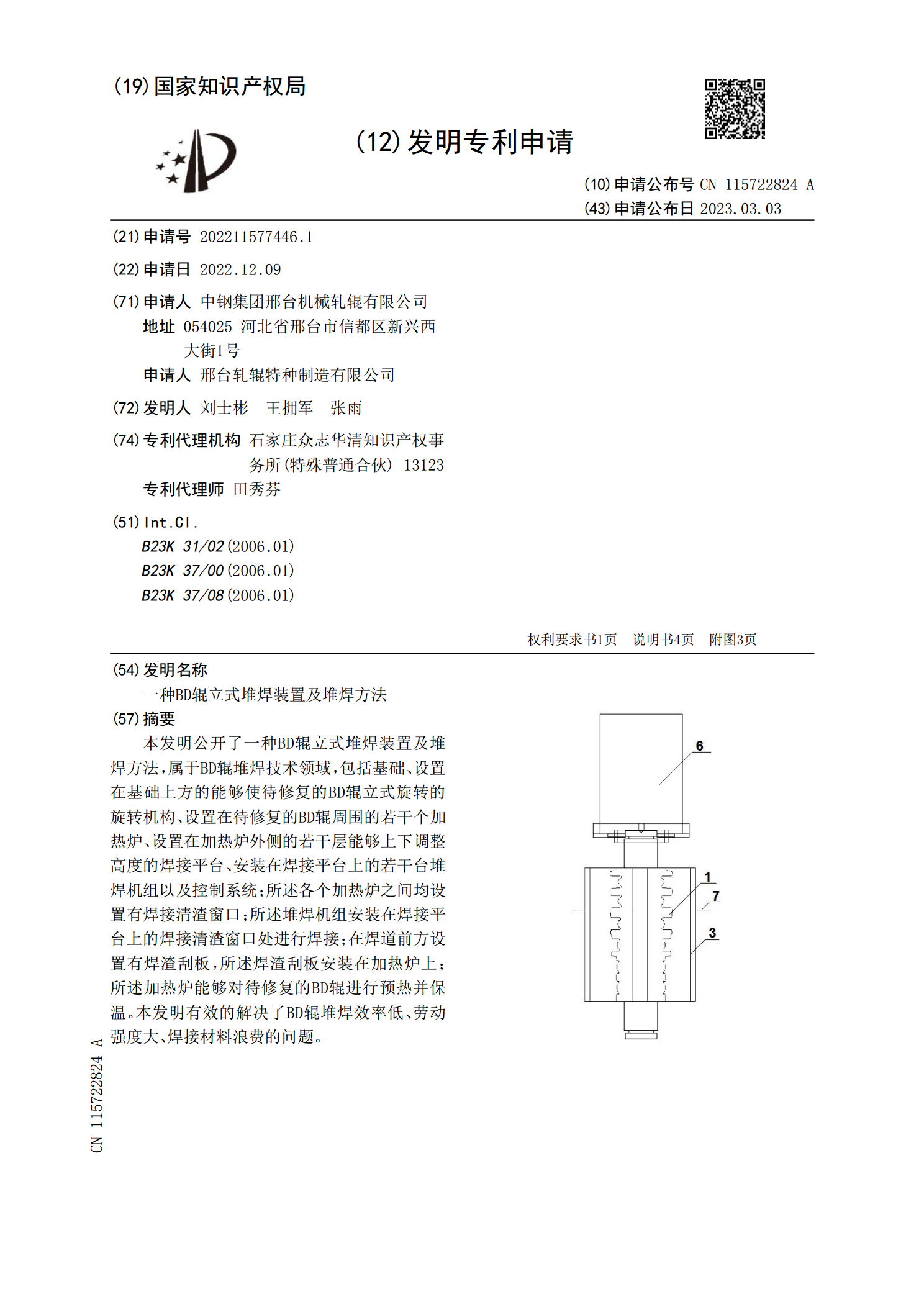
本发明公开了一种BD辊立式堆焊装置及堆焊方法,属于BD辊堆焊技术领域,包括基础、设置在基础上方的能够使待修复的BD辊立式旋转的旋转机构、设置在待修复的BD辊周围的若干个加热炉、设置在加热炉外侧的若干层能够上下调整高度的焊接平台、安装在焊接平台上的若干台堆焊机组以及控制系统;所述各个加热炉之间均设置有焊接清渣窗口;所述堆焊机组安装在焊接平台上的焊接清渣窗口处进行焊接;在焊道前方设置有焊渣刮板,所述焊渣刮板安装在加热炉上;所述加热炉能够对待修复的BD辊进行预热并保温。本发明有效的解决了BD辊堆焊效率低、劳动强
一种立磨磨辊堆焊修复装置.pdf
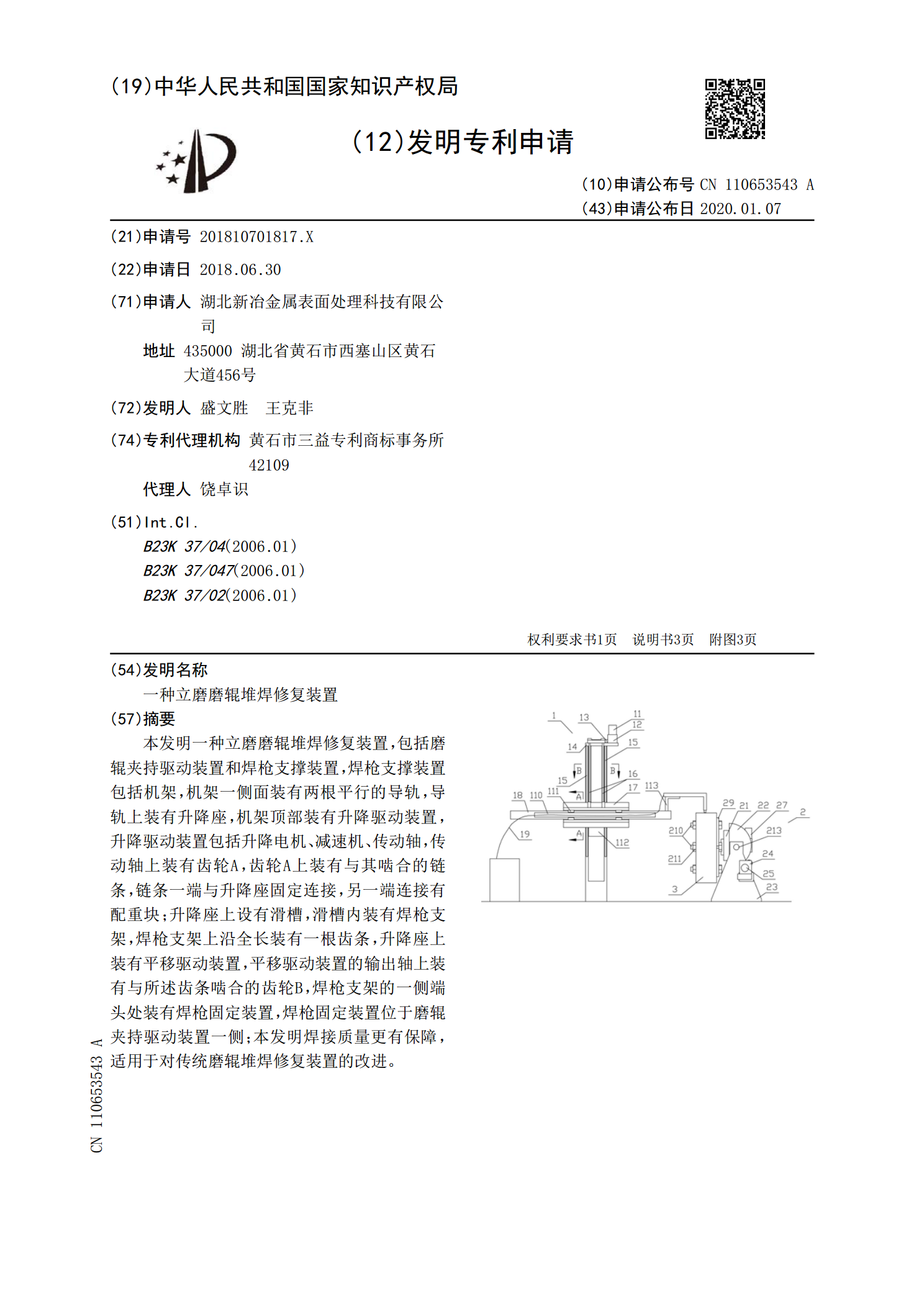
本发明一种立磨磨辊堆焊修复装置,包括磨辊夹持驱动装置和焊枪支撑装置,焊枪支撑装置包括机架,机架一侧面装有两根平行的导轨,导轨上装有升降座,机架顶部装有升降驱动装置,升降驱动装置包括升降电机、减速机、传动轴,传动轴上装有齿轮A,齿轮A上装有与其啮合的链条,链条一端与升降座固定连接,另一端连接有配重块;升降座上设有滑槽,滑槽内装有焊枪支架,焊枪支架上沿全长装有一根齿条,升降座上装有平移驱动装置,平移驱动装置的输出轴上装有与所述齿条啮合的齿轮B,焊枪支架的一侧端头处装有焊枪固定装置,焊枪固定装置位于磨辊夹持驱动
一种支撑辊加工用堆焊装置.pdf
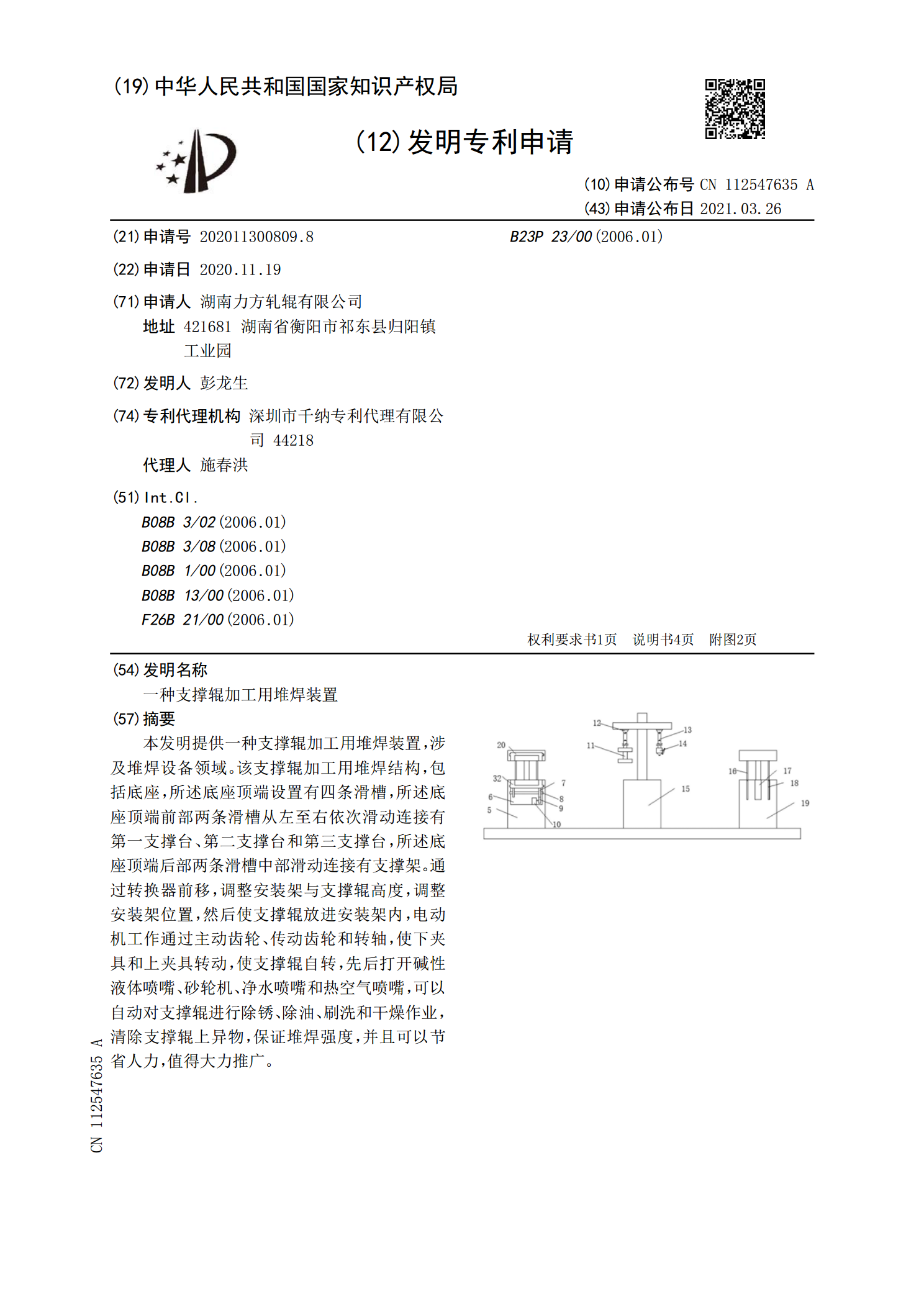
本发明提供一种支撑辊加工用堆焊装置,涉及堆焊设备领域。该支撑辊加工用堆焊结构,包括底座,所述底座顶端设置有四条滑槽,所述底座顶端前部两条滑槽从左至右依次滑动连接有第一支撑台、第二支撑台和第三支撑台,所述底座顶端后部两条滑槽中部滑动连接有支撑架。通过转换器前移,调整安装架与支撑辊高度,调整安装架位置,然后使支撑辊放进安装架内,电动机工作通过主动齿轮、传动齿轮和转轴,使下夹具和上夹具转动,使支撑辊自转,先后打开碱性液体喷嘴、砂轮机、净水喷嘴和热空气喷嘴,可以自动对支撑辊进行除锈、除油、刷洗和干燥作业,清除支撑

一种单辊自适应堆焊修复装置.pdf
本发明公开一种单辊自适应堆焊修复装置,包括与控制中心信号联接的夹持模块、工作模块和移动模块,夹持模块包括支架、L型支架和两个焊枪,支架与L型支架的横杆为间距可调式滑动连接,两个焊枪分别固定安装在L型支架竖杆的末端和支架的末端;工作模块包括活动连杆、小臂、大臂和底座,活动连杆的一端与L型支架横杆的顶部固定连接,另一端与小臂铰接,小臂的另一端与大臂驱动连接,大臂的另一端与底座也驱动连接;移动模块包括地轨和齿轮齿条结构,地轨上固定安装齿条,底座的底端通过电机驱动的齿轮与齿条配合连接。该单辊自适应堆焊修复装置,操
连铸机足辊表面堆焊方法.pdf
本发明公开了一种连铸机足辊表面堆焊方法,属于堆焊技术领域。该方法按以下步骤具体进行:1)连铸机足辊预处理;2)泥土配制;3)泥土填充;4)表面堆焊;5)除去填充泥土;6)送入加热炉在550℃~560℃温度下进行热处理,并保温2h~3h,并出炉冷却;7)上机床粗加工并探伤,再精加工至要求尺寸。优点是该方法步骤衔接有序、合理,操作过程简便;连铸机足辊表面平整光滑,具有良好的韧性和耐磨性,达到洛氏硬度HRC45以上;堆焊层及焊缝热裂纹减少,延长连铸机足辊使用寿命,降低维修成本,最大限度的提高连铸机在钢坯生产中的