
均热炉水冷炉辊辊环及其制造方法.pdf

一吃****仪凡

1/5
2/5

3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

均热炉水冷炉辊辊环及其制造方法.pdf
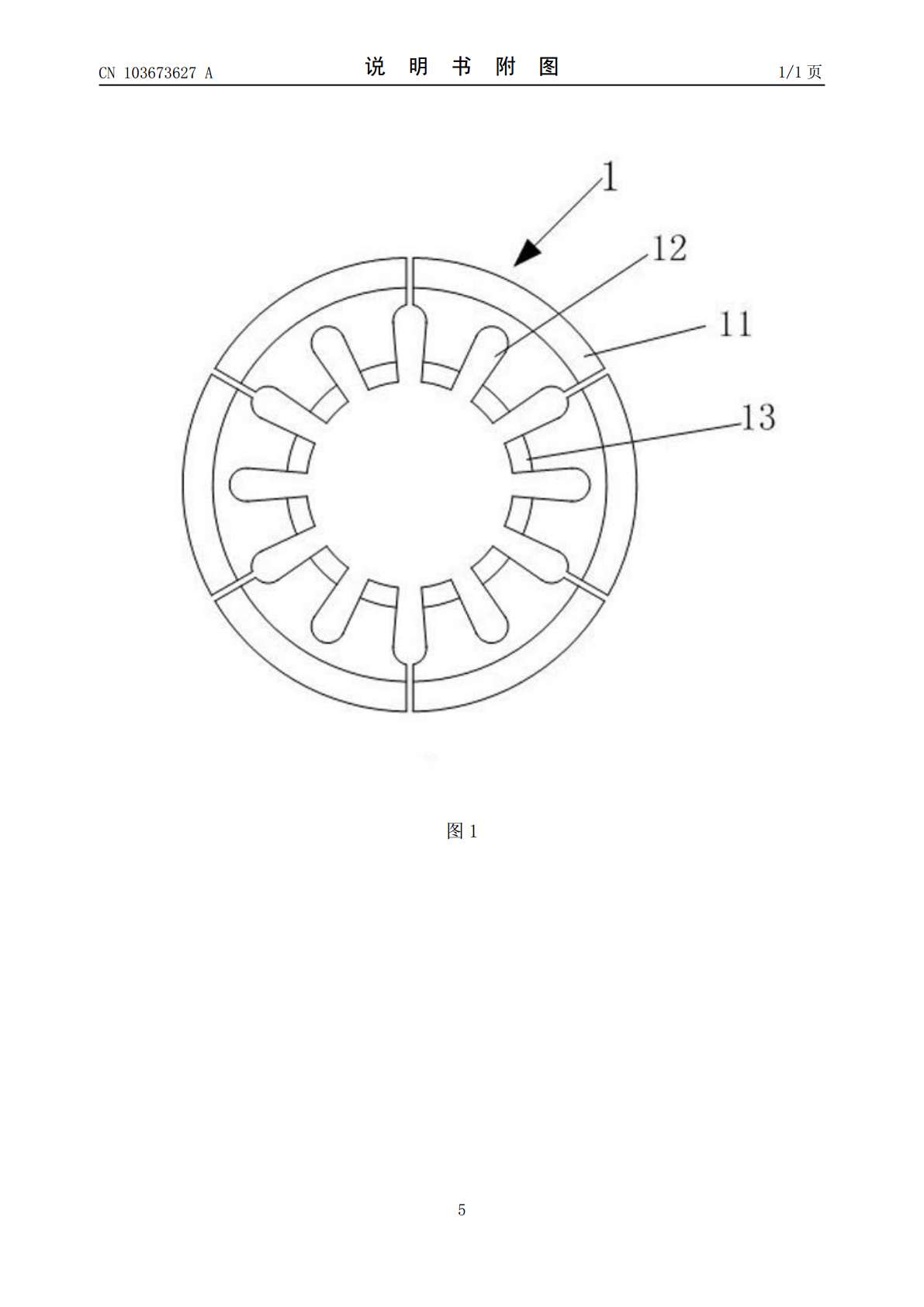
本发明公开了一种均热炉水冷炉辊辊环及其制造方法,所述均热炉水冷炉辊辊环采用ZG45Cr28Ni48W5Co3材质,且包括六个扇形件,扇形件包括外圈、凹槽和内圈,凹槽位于外圈的内侧,内圈位于凹槽的一端上。本发明解决辊环高温蠕变打、铸件缺陷引起水冷炉辊过早失效的技术问题,提高了抗蠕变强度,提高均热炉水冷辊的寿命。
水冷炉辊辊环材料的制造方法.pdf
本发明提供一种水冷炉辊辊环材料的制造方法,属于轧钢技术领域。所述的水冷炉辊辊环材料的制造方法,它是用CoCr合金材料铸造,其材料包括如下质量百分比的成份:C?0.220;Si?1.400;Mn0.900;Cr?28.030;Co?49.360;Nb?0.050;P≤0.019;S≤0.006,余含量为Fe,它采用真空冶炼结合真空石蜡铸模工艺制造。本发明中CoCr合金材料辊环及其铸造工艺,在1250度以上的辊底式均热炉中使用,能够有效阻抑、延缓碳化物的析出,防止网状碳化物的形成,增强辊环的强度与硬度,提高其
炉底辊及其制造方法.pdf
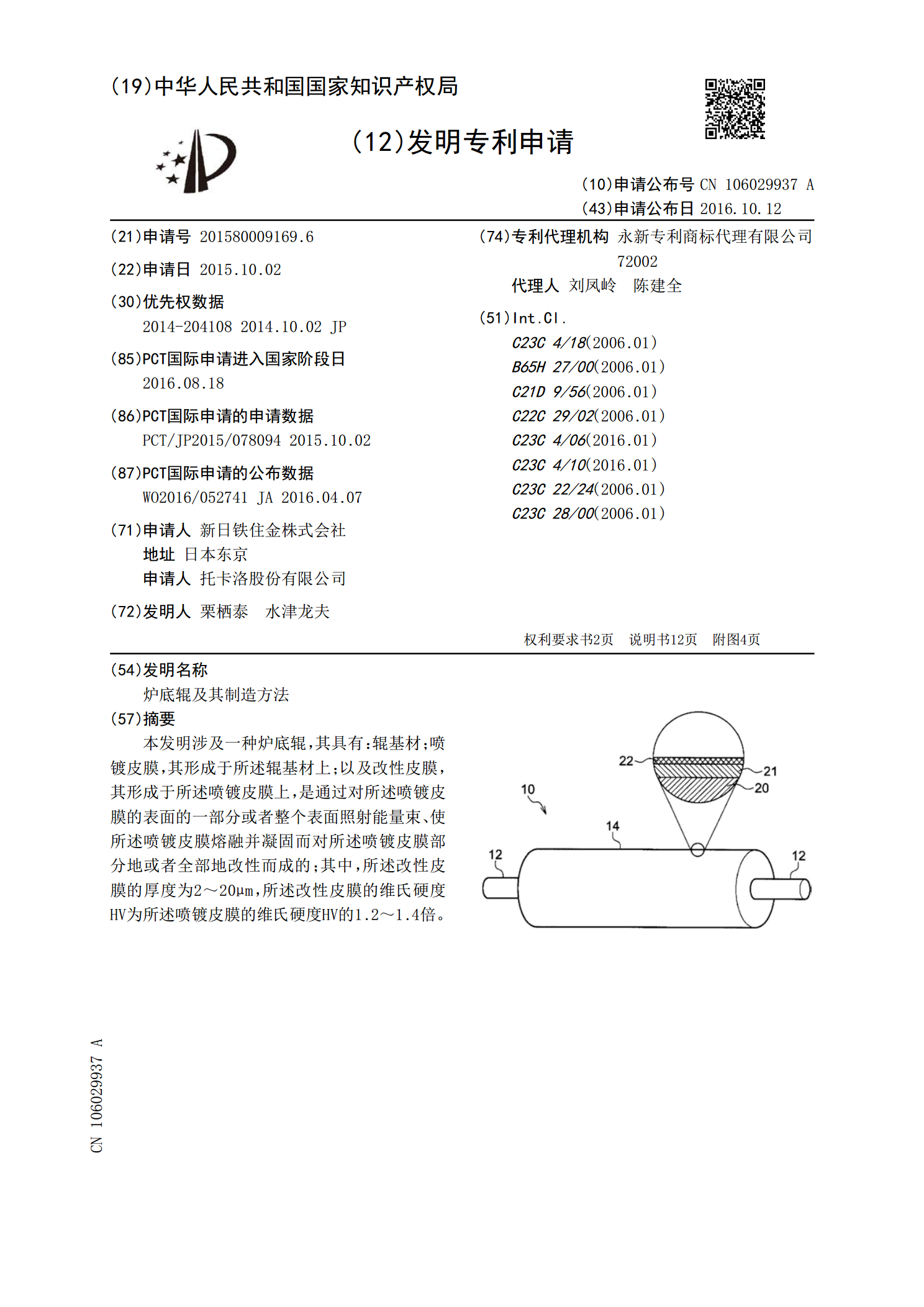
本发明涉及一种炉底辊,其具有:辊基材;喷镀皮膜,其形成于所述辊基材上;以及改性皮膜,其形成于所述喷镀皮膜上,是通过对所述喷镀皮膜的表面的一部分或者整个表面照射能量束、使所述喷镀皮膜熔融并凝固而对所述喷镀皮膜部分地或者全部地改性而成的;其中,所述改性皮膜的厚度为2~20μm,所述改性皮膜的维氏硬度HV为所述喷镀皮膜的维氏硬度HV的1.2~1.4倍。
水冷炉辊绝热防护层结构及其制备方法.pdf
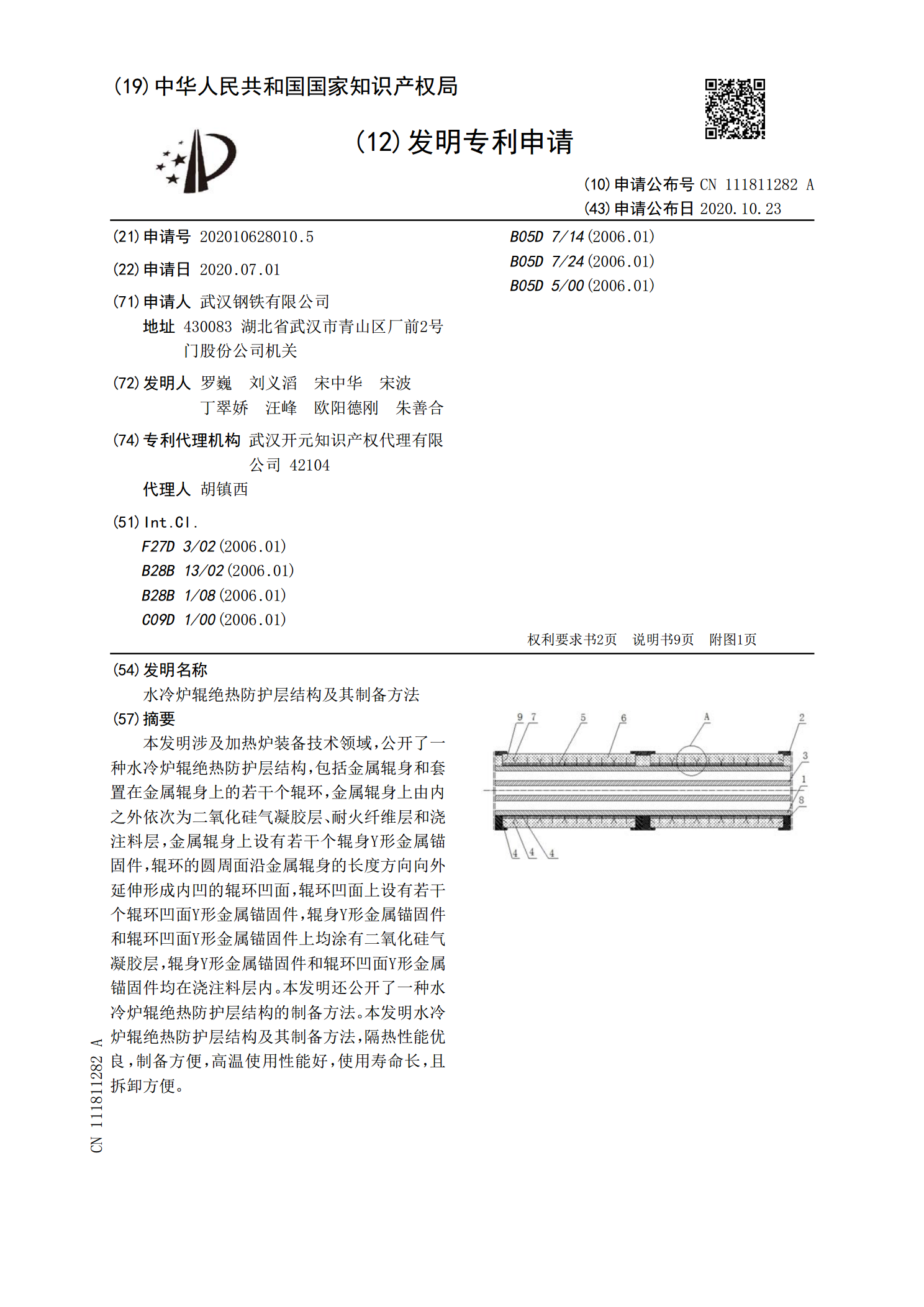
本发明涉及加热炉装备技术领域,公开了一种水冷炉辊绝热防护层结构,包括金属辊身和套置在金属辊身上的若干个辊环,金属辊身上由内之外依次为二氧化硅气凝胶层、耐火纤维层和浇注料层,金属辊身上设有若干个辊身Y形金属锚固件,辊环的圆周面沿金属辊身的长度方向向外延伸形成内凹的辊环凹面,辊环凹面上设有若干个辊环凹面Y形金属锚固件,辊身Y形金属锚固件和辊环凹面Y形金属锚固件上均涂有二氧化硅气凝胶层,辊身Y形金属锚固件和辊环凹面Y形金属锚固件均在浇注料层内。本发明还公开了一种水冷炉辊绝热防护层结构的制备方法。本发明水冷炉辊绝
辊涂层辊及其制造方法.pdf
本发明涉及辊涂层及其制造方法,所述辊涂层包括纤维和由芳香族异氰酸酯制成的聚氨酯。该辊涂层在其制造过程中刚制备出来时具有改善的强度,因此涂层能够以简易、高效和廉价的方式制造。本发明还涉及纤维幅材机的辊,其中该辊的辊体上包含聚合物材料的涂层。