
水冷炉辊绝热防护层结构及其制备方法.pdf

猫巷****熙柔

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
水冷炉辊绝热防护层结构及其制备方法.pdf
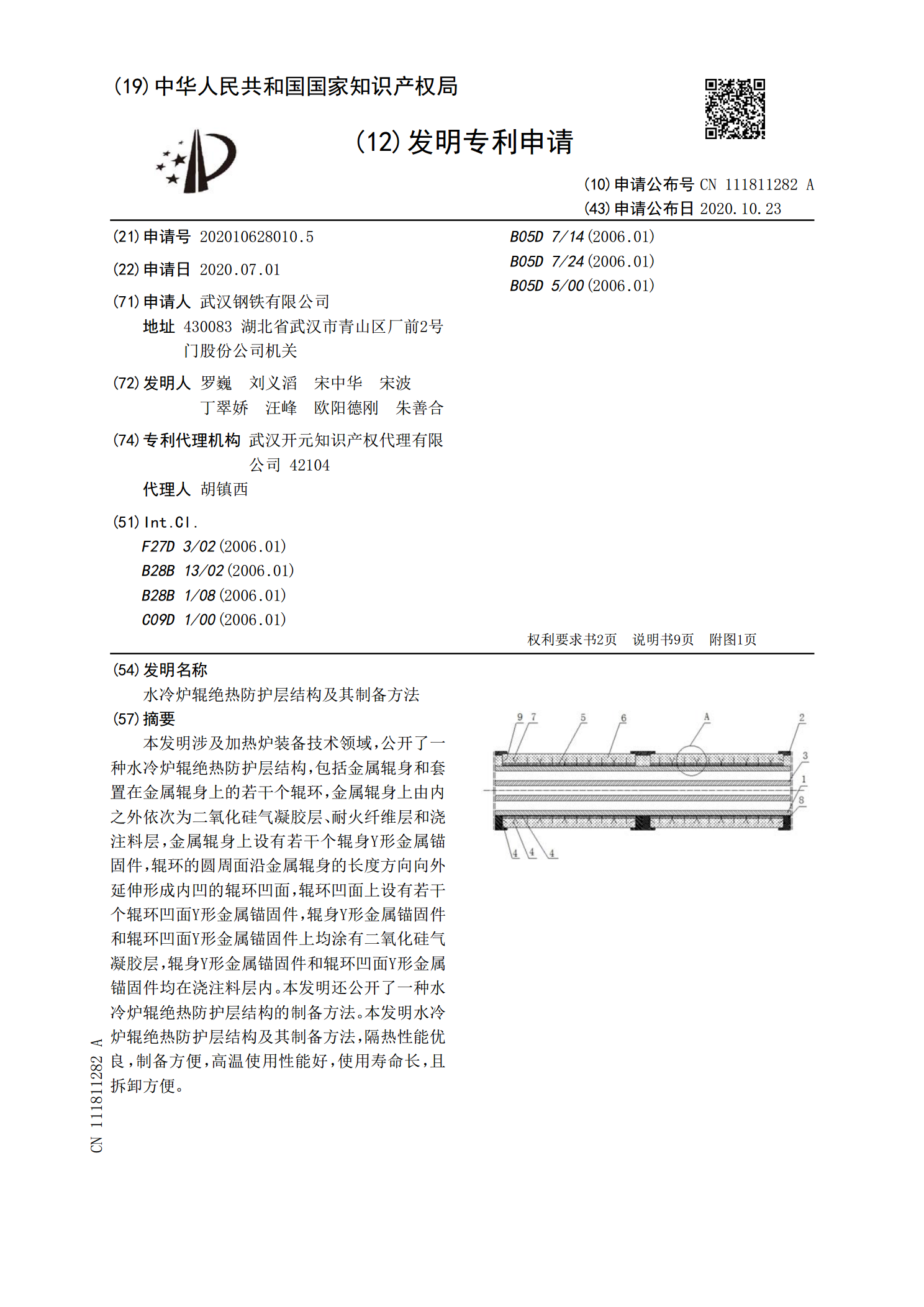
本发明涉及加热炉装备技术领域,公开了一种水冷炉辊绝热防护层结构,包括金属辊身和套置在金属辊身上的若干个辊环,金属辊身上由内之外依次为二氧化硅气凝胶层、耐火纤维层和浇注料层,金属辊身上设有若干个辊身Y形金属锚固件,辊环的圆周面沿金属辊身的长度方向向外延伸形成内凹的辊环凹面,辊环凹面上设有若干个辊环凹面Y形金属锚固件,辊身Y形金属锚固件和辊环凹面Y形金属锚固件上均涂有二氧化硅气凝胶层,辊身Y形金属锚固件和辊环凹面Y形金属锚固件均在浇注料层内。本发明还公开了一种水冷炉辊绝热防护层结构的制备方法。本发明水冷炉辊绝

均热炉水冷炉辊辊环及其制造方法.pdf
本发明公开了一种均热炉水冷炉辊辊环及其制造方法,所述均热炉水冷炉辊辊环采用ZG45Cr28Ni48W5Co3材质,且包括六个扇形件,扇形件包括外圈、凹槽和内圈,凹槽位于外圈的内侧,内圈位于凹槽的一端上。本发明解决辊环高温蠕变打、铸件缺陷引起水冷炉辊过早失效的技术问题,提高了抗蠕变强度,提高均热炉水冷辊的寿命。
水冷炉辊辊环材料的制造方法.pdf
本发明提供一种水冷炉辊辊环材料的制造方法,属于轧钢技术领域。所述的水冷炉辊辊环材料的制造方法,它是用CoCr合金材料铸造,其材料包括如下质量百分比的成份:C?0.220;Si?1.400;Mn0.900;Cr?28.030;Co?49.360;Nb?0.050;P≤0.019;S≤0.006,余含量为Fe,它采用真空冶炼结合真空石蜡铸模工艺制造。本发明中CoCr合金材料辊环及其铸造工艺,在1250度以上的辊底式均热炉中使用,能够有效阻抑、延缓碳化物的析出,防止网状碳化物的形成,增强辊环的强度与硬度,提高其
一种水冷辊防结露用防护结构及其使用方法.pdf
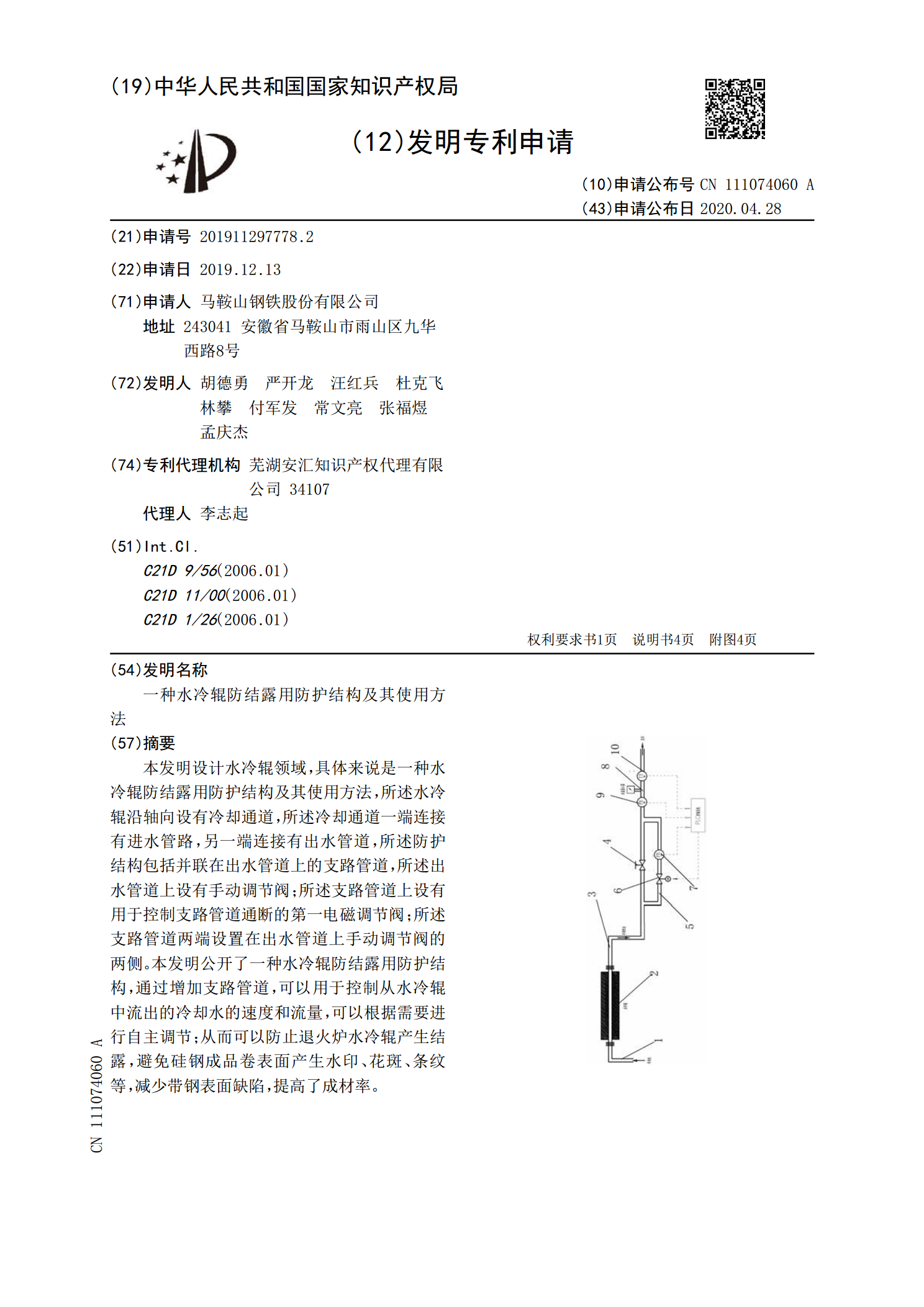
本发明设计水冷辊领域,具体来说是一种水冷辊防结露用防护结构及其使用方法,所述水冷辊沿轴向设有冷却通道,所述冷却通道一端连接有进水管路,另一端连接有出水管道,所述防护结构包括并联在出水管道上的支路管道,所述出水管道上设有手动调节阀;所述支路管道上设有用于控制支路管道通断的第一电磁调节阀;所述支路管道两端设置在出水管道上手动调节阀的两侧。本发明公开了一种水冷辊防结露用防护结构,通过增加支路管道,可以用于控制从水冷辊中流出的冷却水的速度和流量,可以根据需要进行自主调节;从而可以防止退火炉水冷辊产生结露,避免硅钢
CSP隧道式辊底炉底辊辊环及其制备方法.pdf
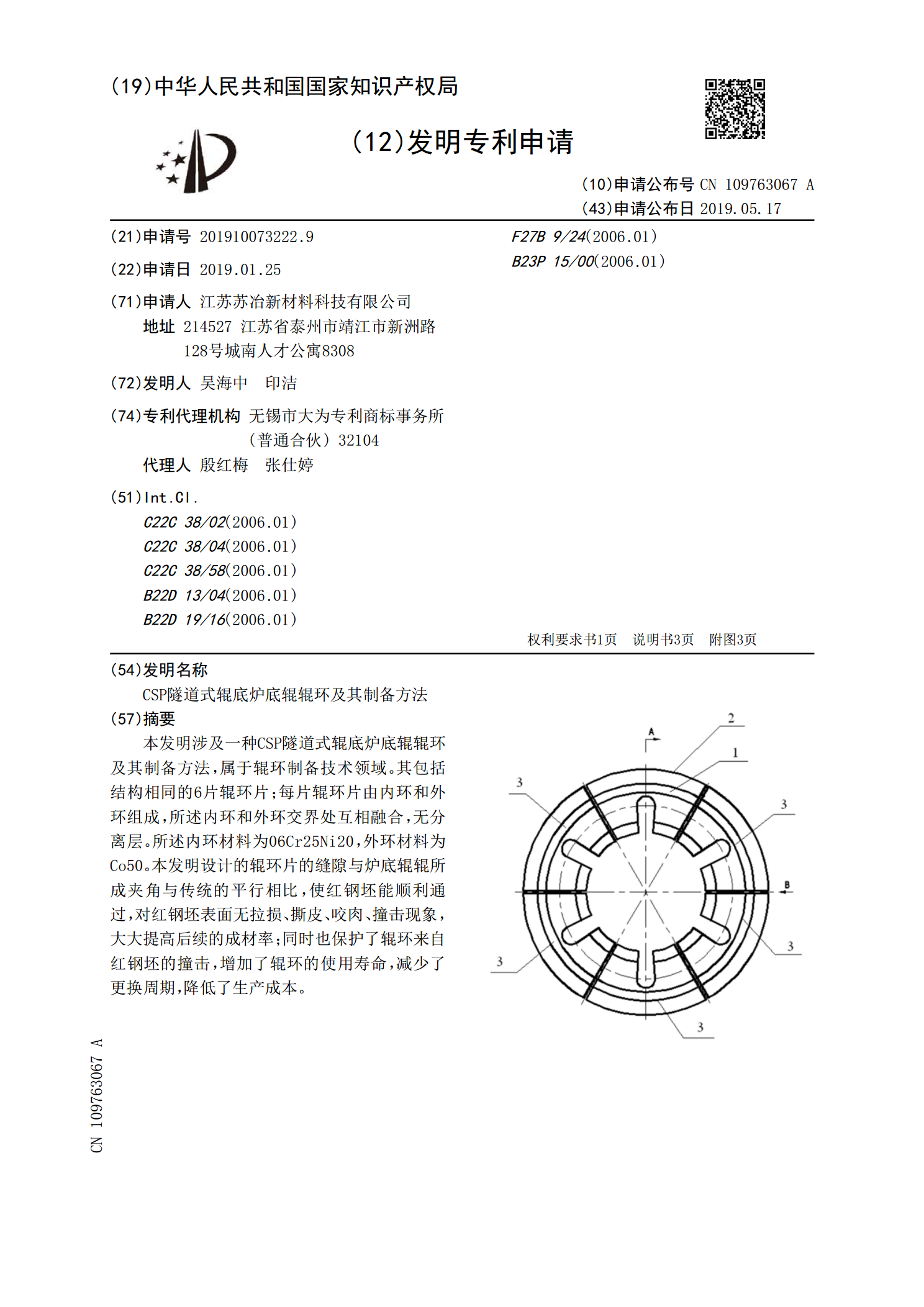
本发明涉及一种CSP隧道式辊底炉底辊辊环及其制备方法,属于辊环制备技术领域。其包括结构相同的6片辊环片;每片辊环片由内环和外环组成,所述内环和外环交界处互相融合,无分离层。所述内环材料为06Cr25Ni20,外环材料为Co50。本发明设计的辊环片的缝隙与炉底辊辊所成夹角与传统的平行相比,使红钢坯能顺利通过,对红钢坯表面无拉损、撕皮、咬肉、撞击现象,大大提高后续的成材率;同时也保护了辊环来自红钢坯的撞击,增加了辊环的使用寿命,减少了更换周期,降低了生产成本。