
炉底辊及其制造方法.pdf

是丹****ni


1/10
2/10

3/10
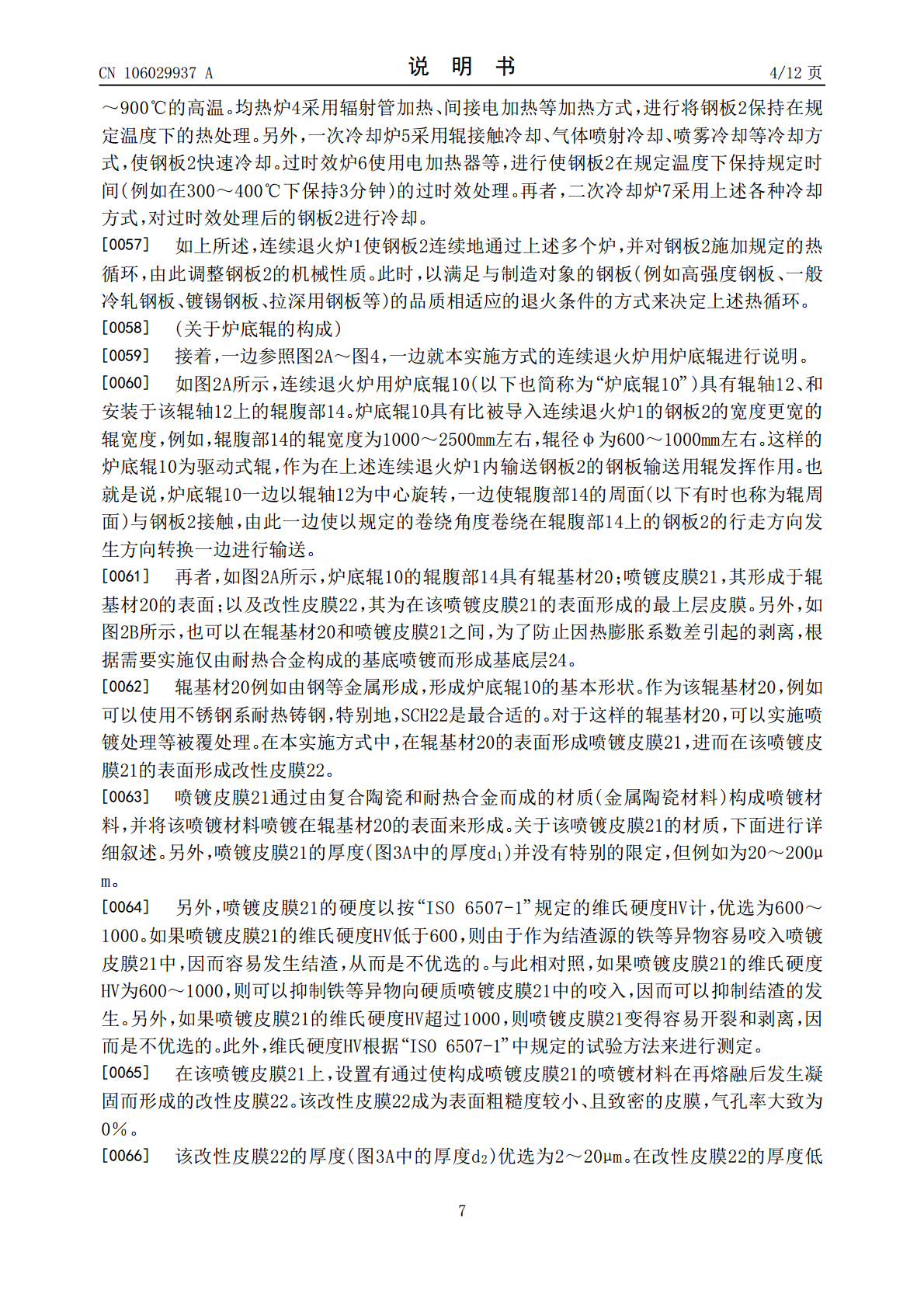
4/10
5/10
6/10
7/10

8/10

9/10
10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
炉底辊及其制造方法.pdf
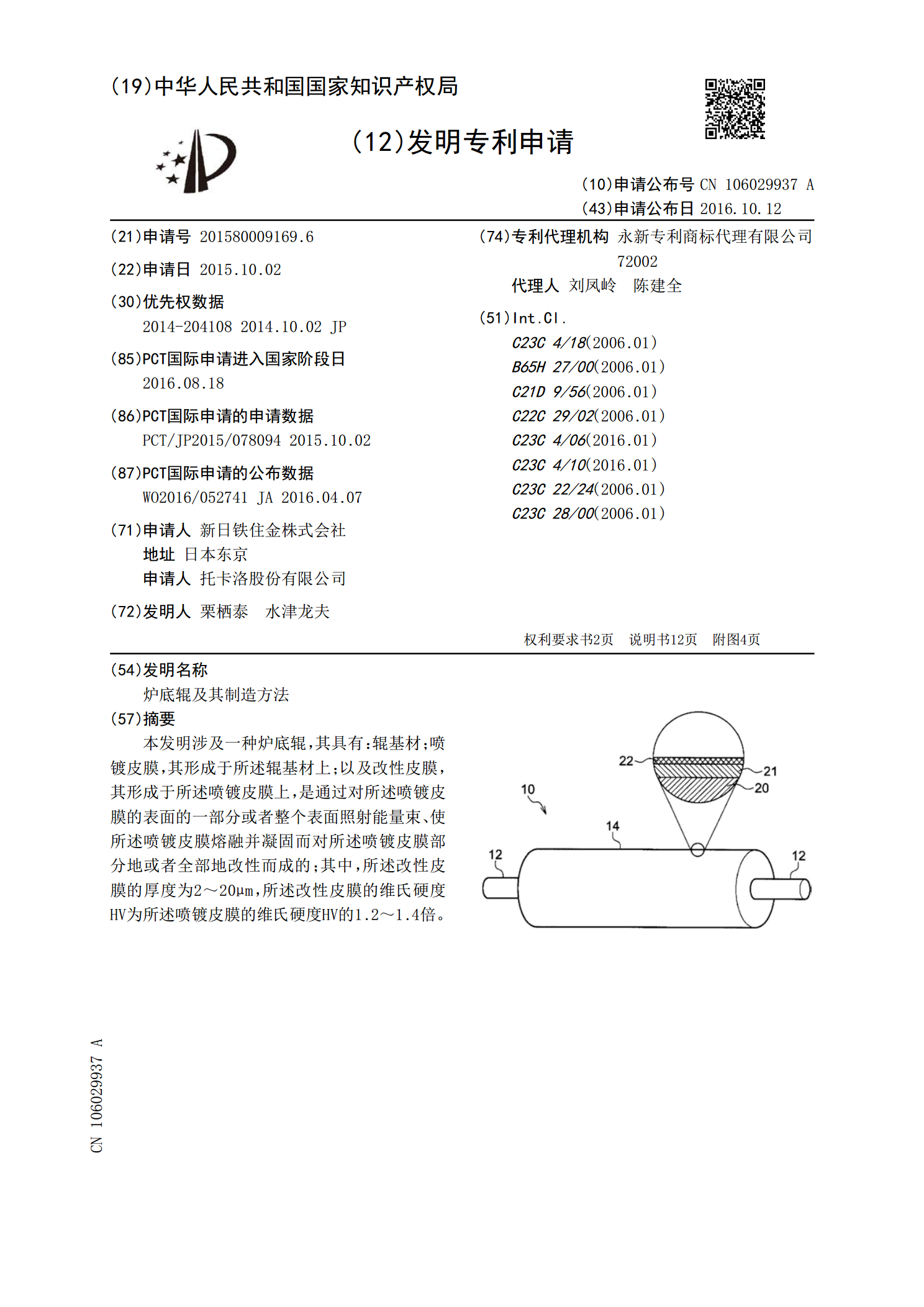
本发明涉及一种炉底辊,其具有:辊基材;喷镀皮膜,其形成于所述辊基材上;以及改性皮膜,其形成于所述喷镀皮膜上,是通过对所述喷镀皮膜的表面的一部分或者整个表面照射能量束、使所述喷镀皮膜熔融并凝固而对所述喷镀皮膜部分地或者全部地改性而成的;其中,所述改性皮膜的厚度为2~20μm,所述改性皮膜的维氏硬度HV为所述喷镀皮膜的维氏硬度HV的1.2~1.4倍。
CSP隧道式辊底炉底辊辊环及其制备方法.pdf
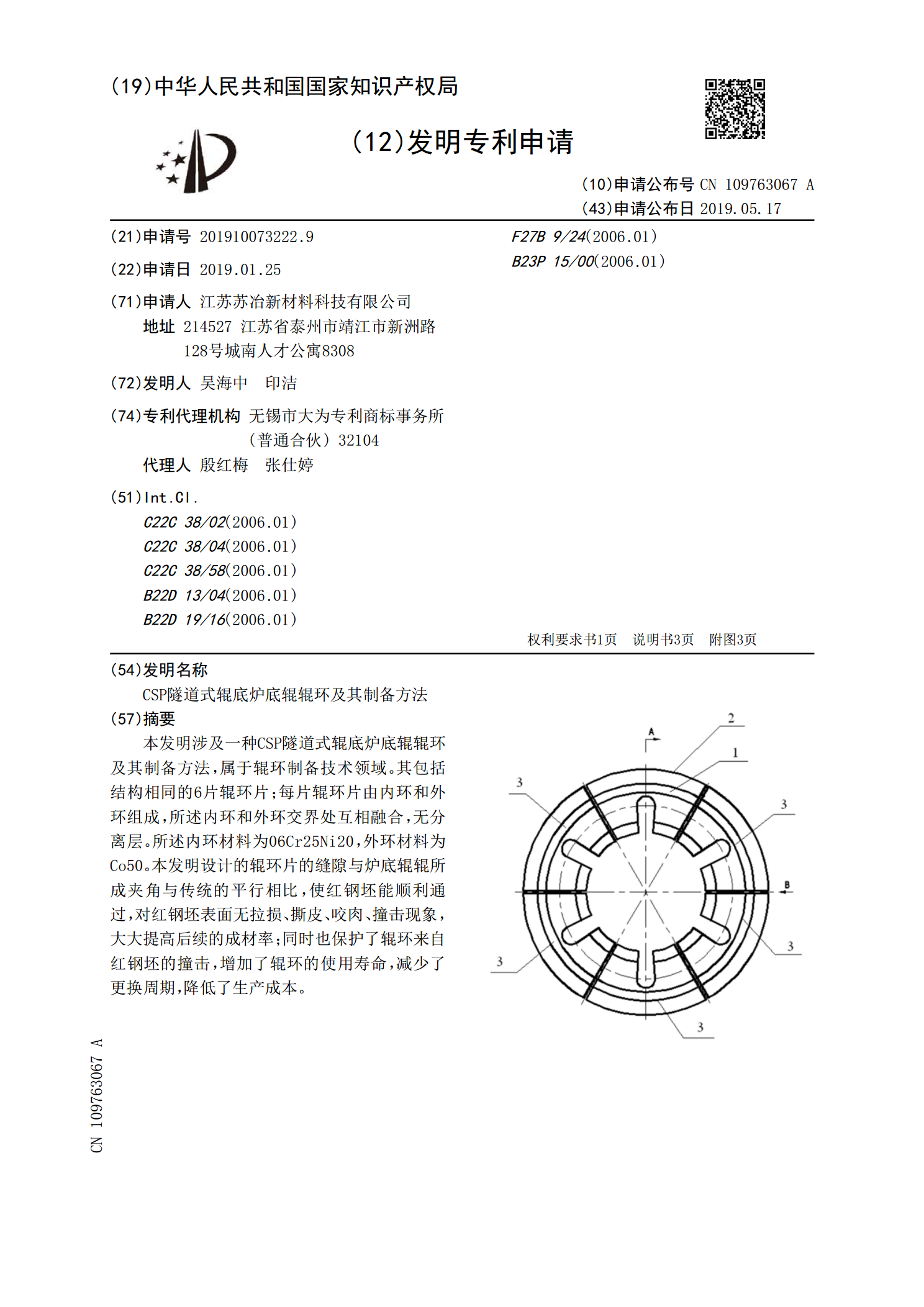
本发明涉及一种CSP隧道式辊底炉底辊辊环及其制备方法,属于辊环制备技术领域。其包括结构相同的6片辊环片;每片辊环片由内环和外环组成,所述内环和外环交界处互相融合,无分离层。所述内环材料为06Cr25Ni20,外环材料为Co50。本发明设计的辊环片的缝隙与炉底辊辊所成夹角与传统的平行相比,使红钢坯能顺利通过,对红钢坯表面无拉损、撕皮、咬肉、撞击现象,大大提高后续的成材率;同时也保护了辊环来自红钢坯的撞击,增加了辊环的使用寿命,减少了更换周期,降低了生产成本。
一种轧钢用防结瘤炉底辊及其制造方法.pdf
本发明涉及轧钢设备领域,尤其涉及一种轧钢用防结瘤炉底辊及其制造方法,所述轧钢用防结瘤炉底辊包括呈圆柱形的炉底辊本体,所述炉底辊本体的两端均设有支承轴,所述炉底辊本体的外表面套装有碳陶复合材料隔层,所述碳陶复合材料隔层采用过盈配合或螺栓连接的方式套装或固定在所述炉底辊本体的外表面上。在炉底辊本体的外表面,利用碳陶复合材料制成碳陶复合材料隔层,可能够彻底隔绝氧化物与辊身的接触,从根本上解决辊身结瘤问题,同时操作简单,碳陶复合材料隔层还可以更换,增长了炉底辊的使用寿命。

均热炉水冷炉辊辊环及其制造方法.pdf
本发明公开了一种均热炉水冷炉辊辊环及其制造方法,所述均热炉水冷炉辊辊环采用ZG45Cr28Ni48W5Co3材质,且包括六个扇形件,扇形件包括外圈、凹槽和内圈,凹槽位于外圈的内侧,内圈位于凹槽的一端上。本发明解决辊环高温蠕变打、铸件缺陷引起水冷炉辊过早失效的技术问题,提高了抗蠕变强度,提高均热炉水冷辊的寿命。
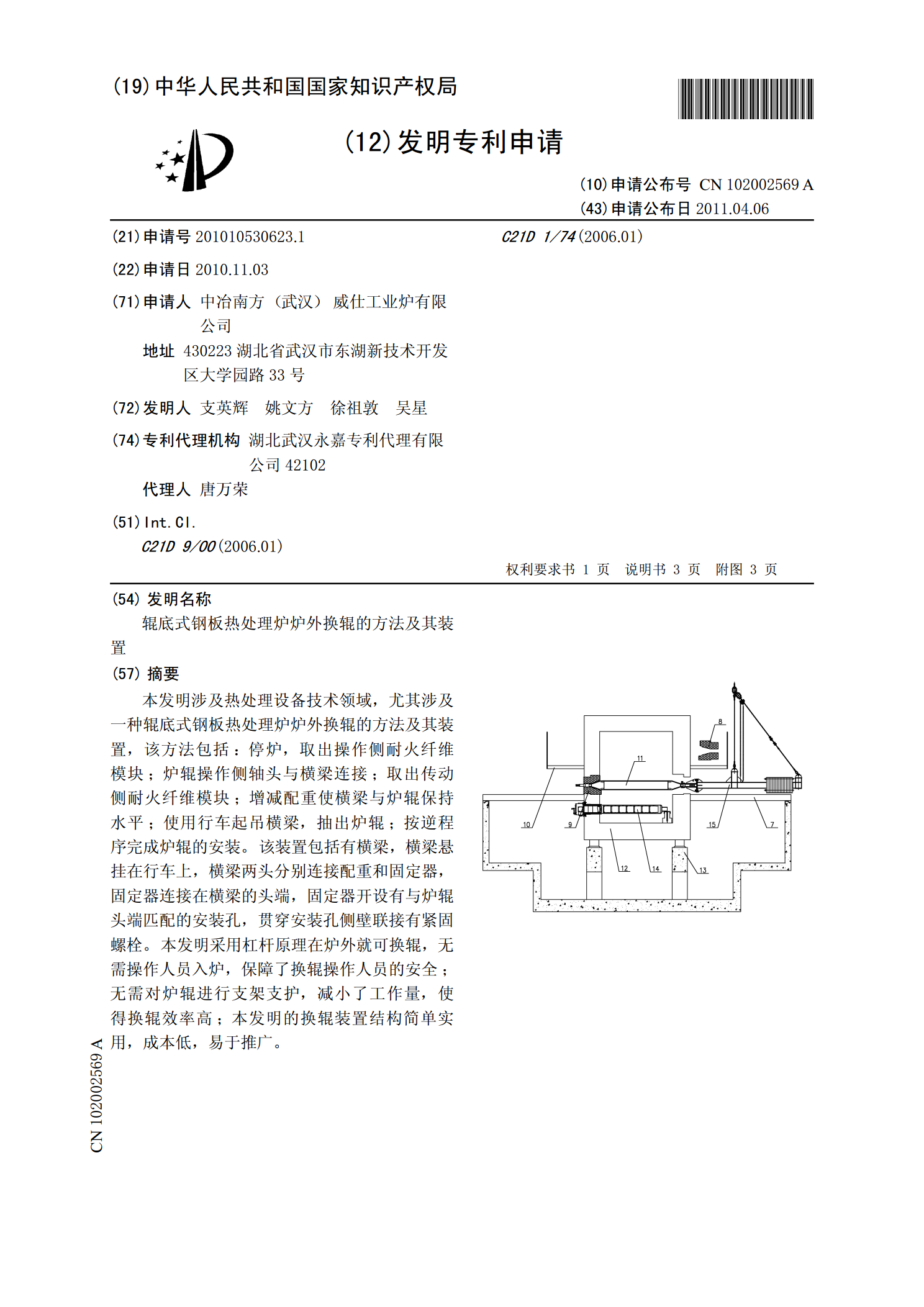
辊底式钢板热处理炉炉外换辊的方法及其装置.pdf
本发明涉及热处理设备技术领域,尤其涉及一种辊底式钢板热处理炉炉外换辊的方法及其装置,该方法包括:停炉,取出操作侧耐火纤维模块;炉辊操作侧轴头与横梁连接;取出传动侧耐火纤维模块;增减配重使横梁与炉辊保持水平;使用行车起吊横梁,抽出炉辊;按逆程序完成炉辊的安装。该装置包括有横梁,横梁悬挂在行车上,横梁两头分别连接配重和固定器,固定器连接在横梁的头端,固定器开设有与炉辊头端匹配的安装孔,贯穿安装孔侧壁联接有紧固螺栓。本发明采用杠杆原理在炉外就可换辊,无需操作人员入炉,保障了换辊操作人员的安全;无需对炉辊进行支架