
一种特厚壁无缝管的热处理方法.pdf

An****99

1/4

2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种特厚壁无缝管的热处理方法.pdf
本发明提供一种特厚壁无缝管的热处理方法,材质为37Mn5、调质后钢级ZT590的121×27mm特厚壁无缝管,淬火炉上限加热温度为910~920℃,淬火加热时间87~92min,装炉方式采取1支/2齿。水淬采用外淋+内喷的方式,内喷嘴直径43~46mm,喷嘴端面矩管端55~65mm,外淋水流量≥2500m3/h,内喷水流量≥720m3/h,水淬时间58~63s。回火加热温度控制在540±10℃,回火加热时间145~155min。本发明可在不添加淬透性元素的情况下实现良好的淬透效果,获得几何尺寸、组织及性能
一种特厚钢板的热处理方法.pdf
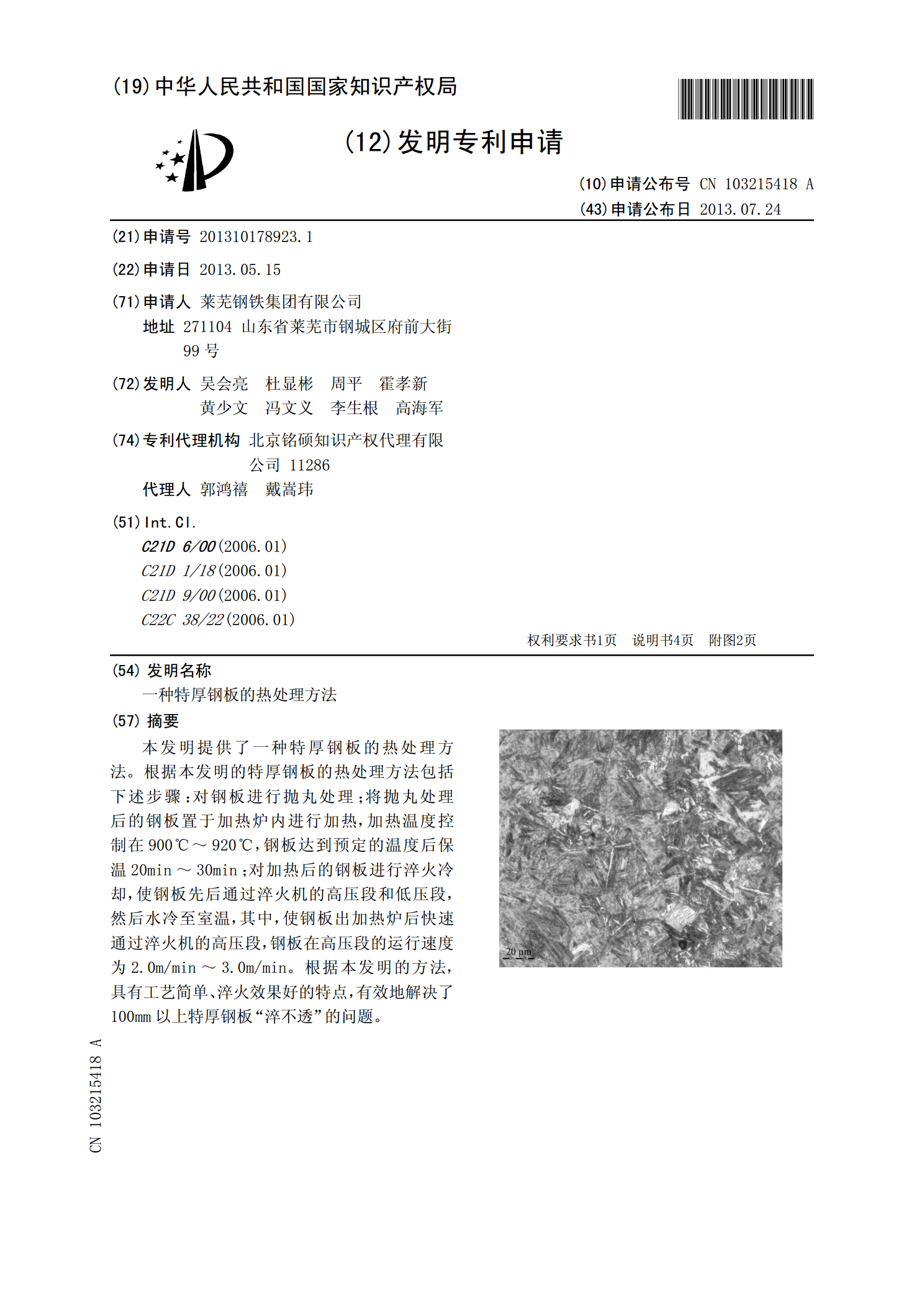
本发明提供了一种特厚钢板的热处理方法。根据本发明的特厚钢板的热处理方法包括下述步骤:对钢板进行抛丸处理;将抛丸处理后的钢板置于加热炉内进行加热,加热温度控制在900℃~920℃,钢板达到预定的温度后保温20min~30min;对加热后的钢板进行淬火冷却,使钢板先后通过淬火机的高压段和低压段,然后水冷至室温,其中,使钢板出加热炉后快速通过淬火机的高压段,钢板在高压段的运行速度为2.0m/min~3.0m/min。根据本发明的方法,具有工艺简单、淬火效果好的特点,有效地解决了100mm以上特厚钢板“淬不透”的

一种厚壁容器局部热处理方法.pdf
一种厚壁容器局部热处理方法,属于容器局部热处理方法技术领域。一、在需要局部热处理的焊缝上布置加热器,该加热器的引出导线由镍基材料Cr20Ni80制成,导线的长度根据局部热处理位置到炉门的距离确定,加热器电阻丝由0Cr27Al7Mo2材质制成;加热宽度300‑400mm,在局部热处理的焊缝上布置热电偶用以控制加热器,在容器的其他位置布置热电偶,控制整体热处理的加热;二、使用热处理炉对产品进行整体热处理的加热;在产品温度加热到距整体热处理保温温度50‑90℃时,使用电加热器对局部热处理焊缝进行辅助加热,使局部
一种特厚特宽特长铬钼钢板的热处理方法.pdf
本发明属于冶金技术领域,公开了一种特厚特宽特长铬钼钢板的热处理方法,其包括加热和水冷工序,所述钢板采用钢锭成材;所述加热工序,钢板单块装炉、单块加热至保温温度并保温后,出钢前30~40min将炉温上调5~10℃;所述水冷工序,辊速0.02~0.06m/s,淬火水量8400~8550m

一种热缩合金厚壁无缝管及无缝管制造工艺.pdf
本发明公开了一种热缩合金厚壁无缝管及无缝管制造工艺,其中的热缩合金厚壁无缝管包括以下重量份的原料:低碳钢10‑20份、铬5‑10份、硅3‑8份、铁6‑11份、铜4‑8份、钛合金20‑30份、铝合金10‑15份、锰5‑9份,其制造工艺包括以下步骤:S1:按照配比对低碳钢、铬、硅、铁、铜、钛合金、铝合金、锰进行称量;S2:将低碳钢、铬、硅、铁、铜、钛合金、铝合金、锰依次放进电炉内,加热熔炼,制得熔体,电炉温度控制在1200‑1400℃。本发明制得无缝管具有较强的抗拉强度和硬度,同时具有很高的耐腐蚀性和耐热性,