
一种热缩合金厚壁无缝管及无缝管制造工艺.pdf

盼易****君a


1/5

2/5
3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种热缩合金厚壁无缝管及无缝管制造工艺.pdf
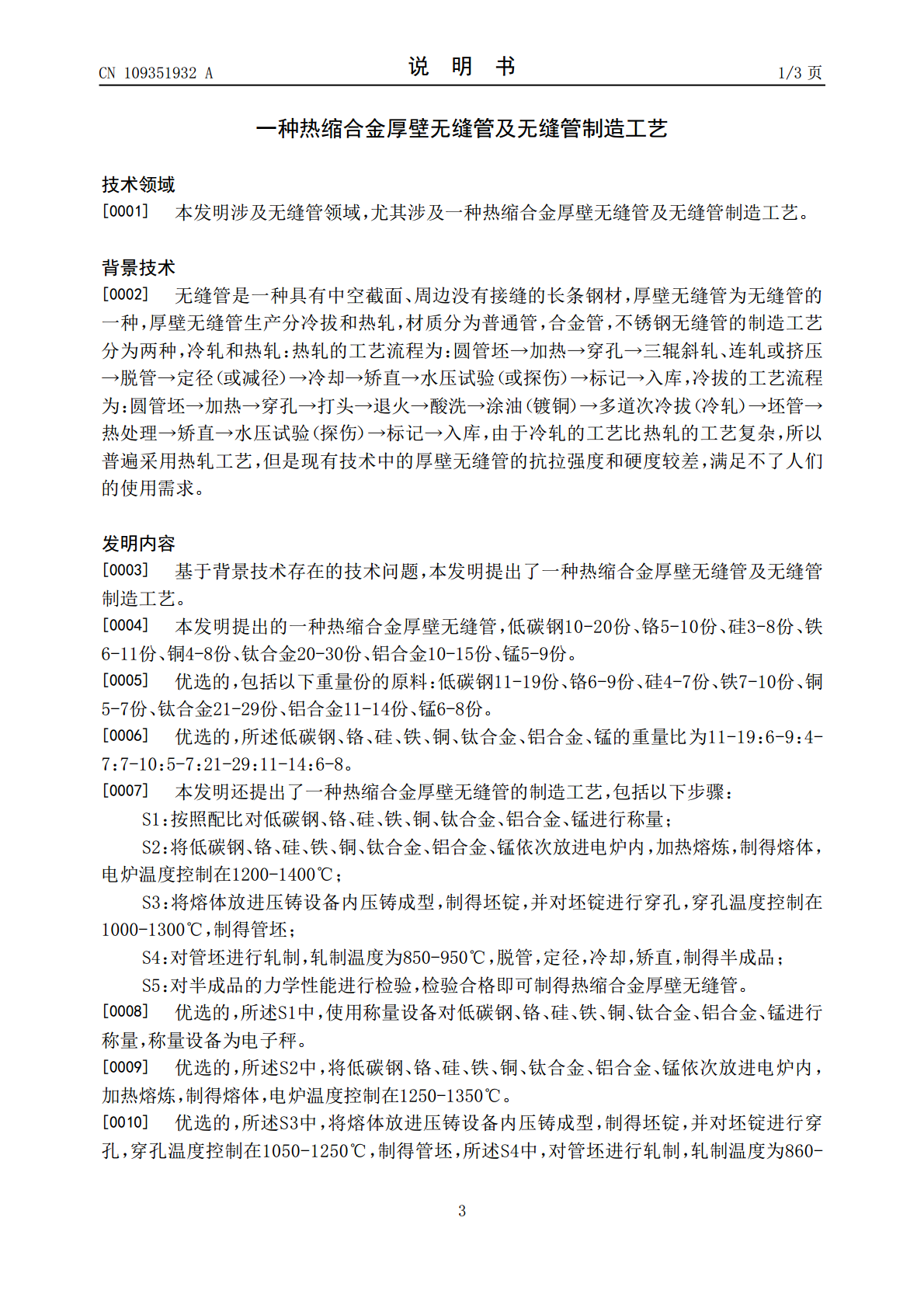
本发明公开了一种热缩合金厚壁无缝管及无缝管制造工艺,其中的热缩合金厚壁无缝管包括以下重量份的原料:低碳钢10‑20份、铬5‑10份、硅3‑8份、铁6‑11份、铜4‑8份、钛合金20‑30份、铝合金10‑15份、锰5‑9份,其制造工艺包括以下步骤:S1:按照配比对低碳钢、铬、硅、铁、铜、钛合金、铝合金、锰进行称量;S2:将低碳钢、铬、硅、铁、铜、钛合金、铝合金、锰依次放进电炉内,加热熔炼,制得熔体,电炉温度控制在1200‑1400℃。本发明制得无缝管具有较强的抗拉强度和硬度,同时具有很高的耐腐蚀性和耐热性,

小口径厚壁无缝管热轧工艺.docx
小口径无缝管厂家直销定义:不锈钢无缝管是一种具有中空截面、周边没有接缝的长条钢材。不锈钢无缝管的特点:其一、该产品的壁厚越厚,它就越具有经济性和实用性,壁厚越薄,它的加工成本就会大幅度的上升;其二、该产品的工艺决定它的局限性能,一般无缝钢管精度低:壁厚不均匀、管内外表光亮度低、定尺成本高,且内外表还有麻点、黑点不易去除;其三、它的检测及整形必须离线处理。因此它在高压、高强度、机械结构用材方面体现了它的优越性。不锈钢管的种类:接轧制方法分热轧、热挤压和冷拔(轧)不锈钢管。按不锈钢金相组织不同分半铁素体半马氏

深海用X70级大口径厚壁无缝管及其制造方法.pdf
本发明涉及一种深海用高强度、高韧性X70级大口径厚壁输送管线钢及其生产方法。生产步骤:X70级管线钢经炉外精炼的合金钢水浇注进入离心铸造机,铸造成空心管坯;对所述空心管坯进行内外表面机加工,加热、除磷;在空心管坯内插入芯棒并定位,然后通过喂料系统送入周期轧管机进行往复轧制,制得所需的无缝钢;对所述管件脱芯棒、切头、切尾。再经加热、定径、精整,制得合格的成品管材。本发明成分及工艺简单,制造了深海用大口径厚壁高强韧X70无缝管,其屈服强度≥539MPa,抗拉强度≥646MPa,屈强比≤0.89,延伸率≥45%
一种大口径厚壁钛及其合金无缝管材的低成本制造方法.pdf
本发明涉及一种大口径厚壁钛及其合金无缝管材的低成本制造方法,用真空自耗电弧炉二次熔炼成铸锭;将铸锭述经二火次锻造成棒材;再扒皮加工;然后用三辊或两辊斜轧穿孔制成无缝管坯;经喷砂、酸洗、抛磨、切头等加工后直接获得成品无缝管;还包括喷砂、酸洗、抛磨等加工后的管坯进行拉拔扩径和冷轧等深加工步骤。对拉拔扩径后的管材依次进行润滑剂的清洗和再结晶真空退火处理;经冷轧得到性能更为优越的成品管材;将成品管材除油后进行真空退火处理,对管材酸洗处理得到大口径无缝管。采用本发明方法制造的大口径厚壁钛及其合金无缝管力学性能优异,

一种特厚壁无缝管的热处理方法.pdf
本发明提供一种特厚壁无缝管的热处理方法,材质为37Mn5、调质后钢级ZT590的121×27mm特厚壁无缝管,淬火炉上限加热温度为910~920℃,淬火加热时间87~92min,装炉方式采取1支/2齿。水淬采用外淋+内喷的方式,内喷嘴直径43~46mm,喷嘴端面矩管端55~65mm,外淋水流量≥2500m3/h,内喷水流量≥720m3/h,水淬时间58~63s。回火加热温度控制在540±10℃,回火加热时间145~155min。本发明可在不添加淬透性元素的情况下实现良好的淬透效果,获得几何尺寸、组织及性能