
一种半挂车车轴不完全淬火工艺.pdf

Ke****67

1/4

2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种半挂车车轴不完全淬火工艺.pdf
本发明公开了一种半挂车车轴不完全淬火工艺,包括下列步骤:(1)淬火:将半挂车车轴放入热处理炉中加热至770~790℃,保温90分钟;将半挂车车轴从热处理炉内取出,放入淬火冷却槽内,对其进行淬火处理。淬火温度770~790℃,冷却时间≥3分钟,冷却介质为10%NaCl水溶液,介质温度≤35℃;(2)回火:将半挂车车轴放入热处理炉中,加热至250~260℃,保温3小时;将半挂车车轴从热处理炉中取出,放入回火冷却槽冷却。本发明保证了半挂车车轴轴体硬度的一致性,提高了车轴的利用率;降低能耗,采用不完全淬火工艺,其

一种半挂车车轴的加工工艺.pdf
本发明涉及一种轴类零件的加工工艺,特别涉及一种半挂车车轴的加工工艺,包括以下步骤:S1:选择毛坯件;S2:车削;S3:表面热处理:S31、淬火:先将车轴放入热处理炉中加热至780~790摄氏度,保温100分钟,之后将半挂车车轴从热处理炉内取出,水平整体放入淬火冷却槽内进行淬火处理;S32、回火:将半挂车车轴放入热处理炉中,加热至250~260摄氏度,保持2.5小时,之后取出进行冷却。本发明在淬火的过程,同时将车轴工件整体水平放入冷却槽内,解决了竖直悬挂式进行淬火之后车轴不同部位的表面硬度呈差异化的问题,达
一种半挂车车轴.pdf
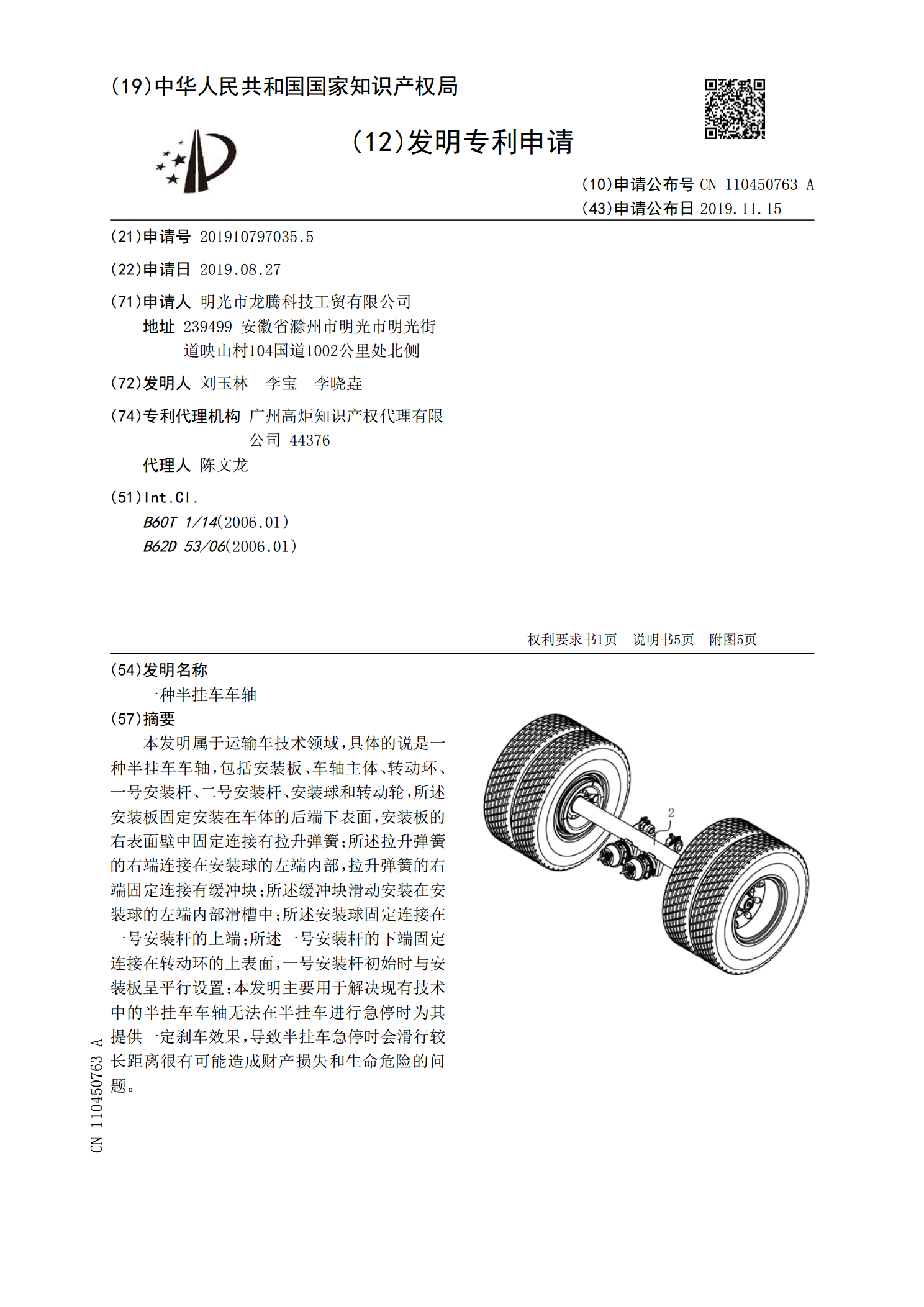
本发明属于运输车技术领域,具体的说是一种半挂车车轴,包括安装板、车轴主体、转动环、一号安装杆、二号安装杆、安装球和转动轮,所述安装板固定安装在车体的后端下表面,安装板的右表面壁中固定连接有拉升弹簧;所述拉升弹簧的右端连接在安装球的左端内部,拉升弹簧的右端固定连接有缓冲块;所述缓冲块滑动安装在安装球的左端内部滑槽中;所述安装球固定连接在一号安装杆的上端;所述一号安装杆的下端固定连接在转动环的上表面,一号安装杆初始时与安装板呈平行设置;本发明主要用于解决现有技术中的半挂车车轴无法在半挂车进行急停时为其提供一定
一种滑动车轴半挂车.pdf
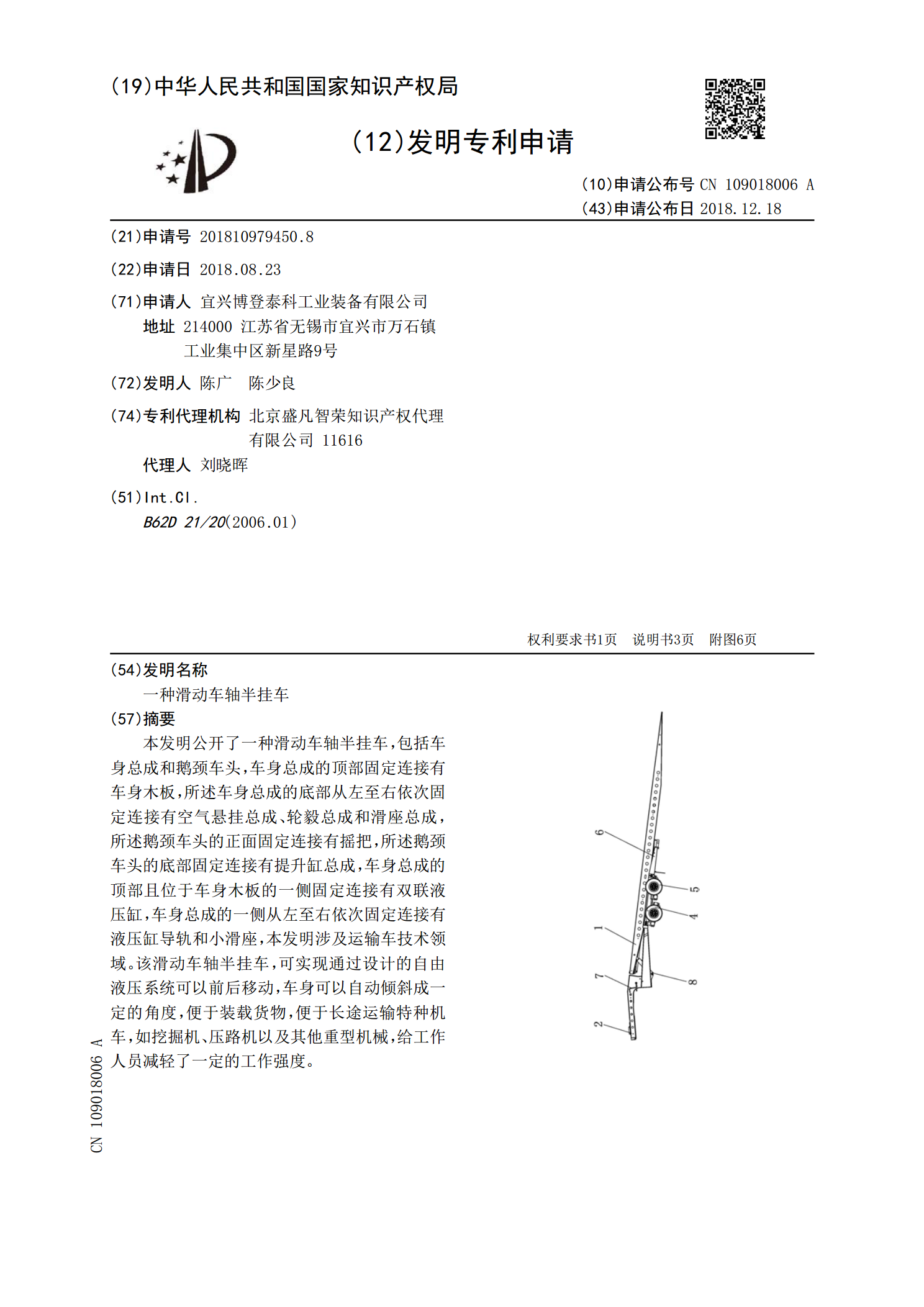
本发明公开了一种滑动车轴半挂车,包括车身总成和鹅颈车头,车身总成的顶部固定连接有车身木板,所述车身总成的底部从左至右依次固定连接有空气悬挂总成、轮毅总成和滑座总成,所述鹅颈车头的正面固定连接有摇把,所述鹅颈车头的底部固定连接有提升缸总成,车身总成的顶部且位于车身木板的一侧固定连接有双联液压缸,车身总成的一侧从左至右依次固定连接有液压缸导轨和小滑座,本发明涉及运输车技术领域。该滑动车轴半挂车,可实现通过设计的自由液压系统可以前后移动,车身可以自动倾斜成一定的角度,便于装载货物,便于长途运输特种机车,如挖掘机
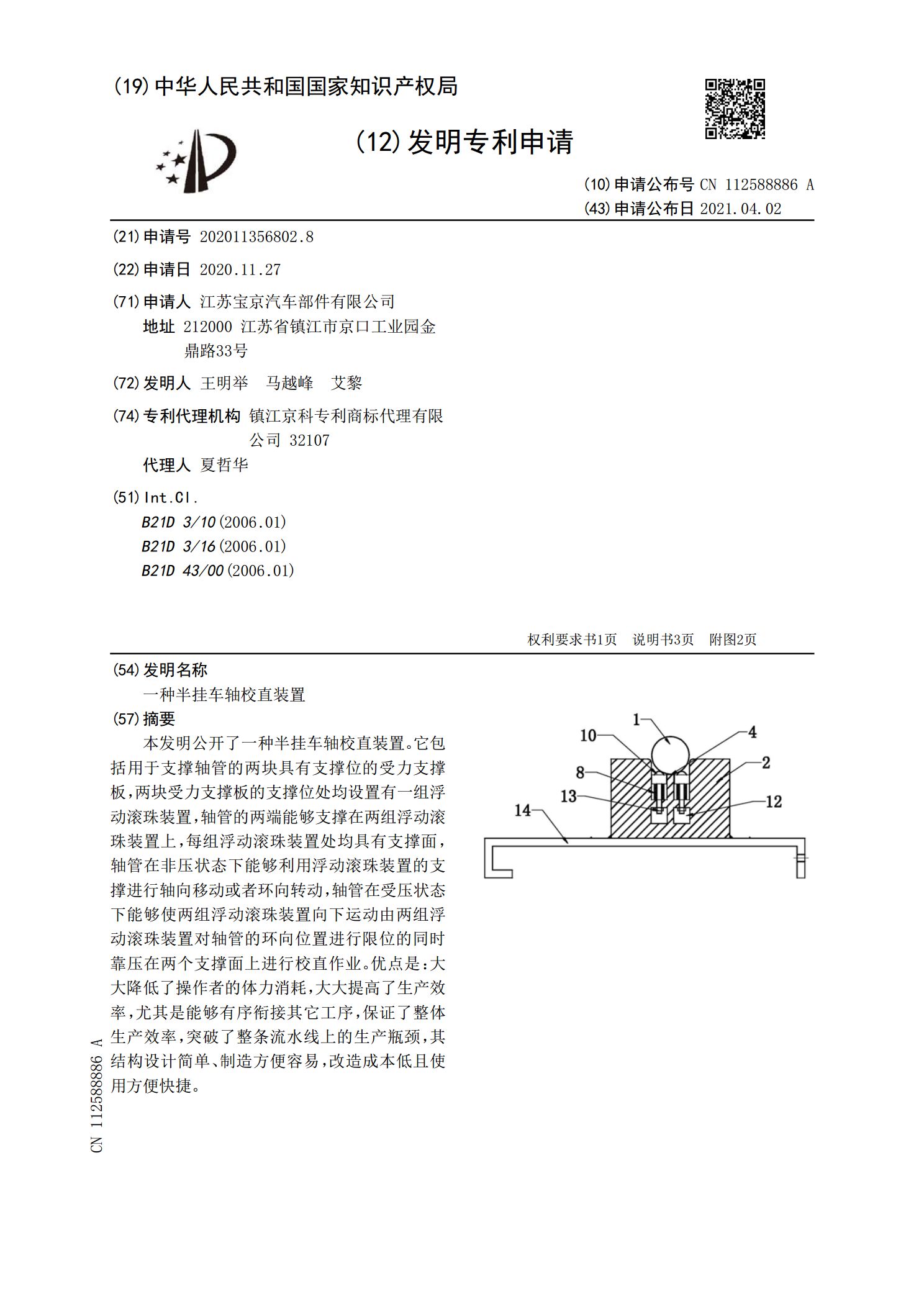
一种半挂车轴校直装置.pdf
本发明公开了一种半挂车轴校直装置。它包括用于支撑轴管的两块具有支撑位的受力支撑板,两块受力支撑板的支撑位处均设置有一组浮动滚珠装置,轴管的两端能够支撑在两组浮动滚珠装置上,每组浮动滚珠装置处均具有支撑面,轴管在非压状态下能够利用浮动滚珠装置的支撑进行轴向移动或者环向转动,轴管在受压状态下能够使两组浮动滚珠装置向下运动由两组浮动滚珠装置对轴管的环向位置进行限位的同时靠压在两个支撑面上进行校直作业。优点是:大大降低了操作者的体力消耗,大大提高了生产效率,尤其是能够有序衔接其它工序,保证了整体生产效率,突破了整