
竖式套筒窑窑壳安装方法.pdf

和裕****az

1/7

2/7

3/7

4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
竖式套筒窑窑壳安装方法.pdf
一种竖式套筒窑窑壳安装方法,把窑壳分成钢结构下部、中部、上部和顶部4部分安装,其特征在于包括以下步骤:a.窑壳制作与拼装,b.现场搭设组装平台,c.现场组装炉壳和d.结构吊装。本发明的竖式套筒窑窑壳安装方法具有提高竖式套筒窑窑壳组对焊接质量以及安装精度和确保安装进度的优点。
套筒式气烧竖窑.pdf
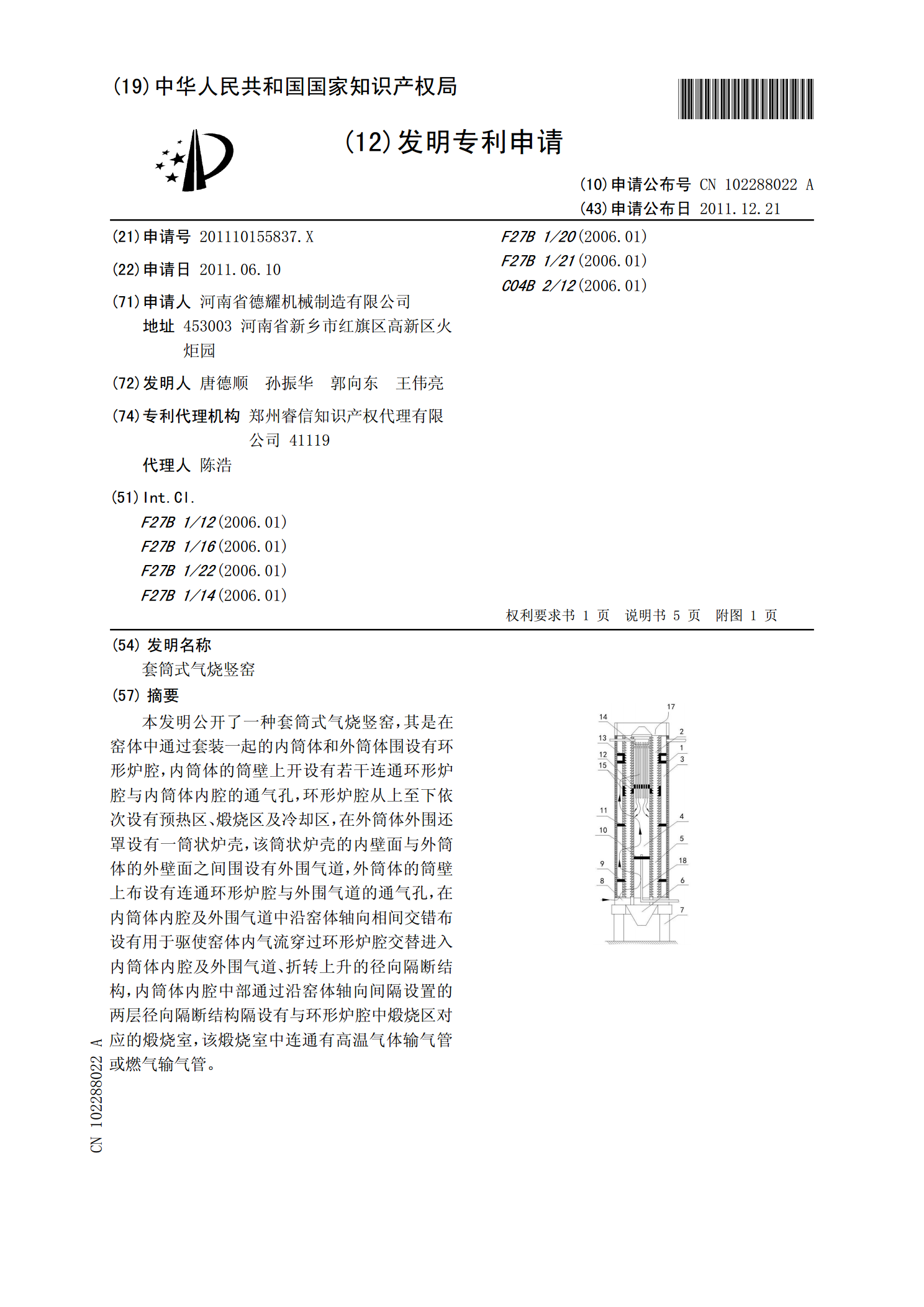
本发明公开了一种套筒式气烧竖窑,其是在窑体中通过套装一起的内筒体和外筒体围设有环形炉腔,内筒体的筒壁上开设有若干连通环形炉腔与内筒体内腔的通气孔,环形炉腔从上至下依次设有预热区、煅烧区及冷却区,在外筒体外围还罩设有一筒状炉壳,该筒状炉壳的内壁面与外筒体的外壁面之间围设有外围气道,外筒体的筒壁上布设有连通环形炉腔与外围气道的通气孔,在内筒体内腔及外围气道中沿窑体轴向相间交错布设有用于驱使窑体内气流穿过环形炉腔交替进入内筒体内腔及外围气道、折转上升的径向隔断结构,内筒体内腔中部通过沿窑体轴向间隔设置的两层径向
套筒式连续煅烧竖窑.pdf
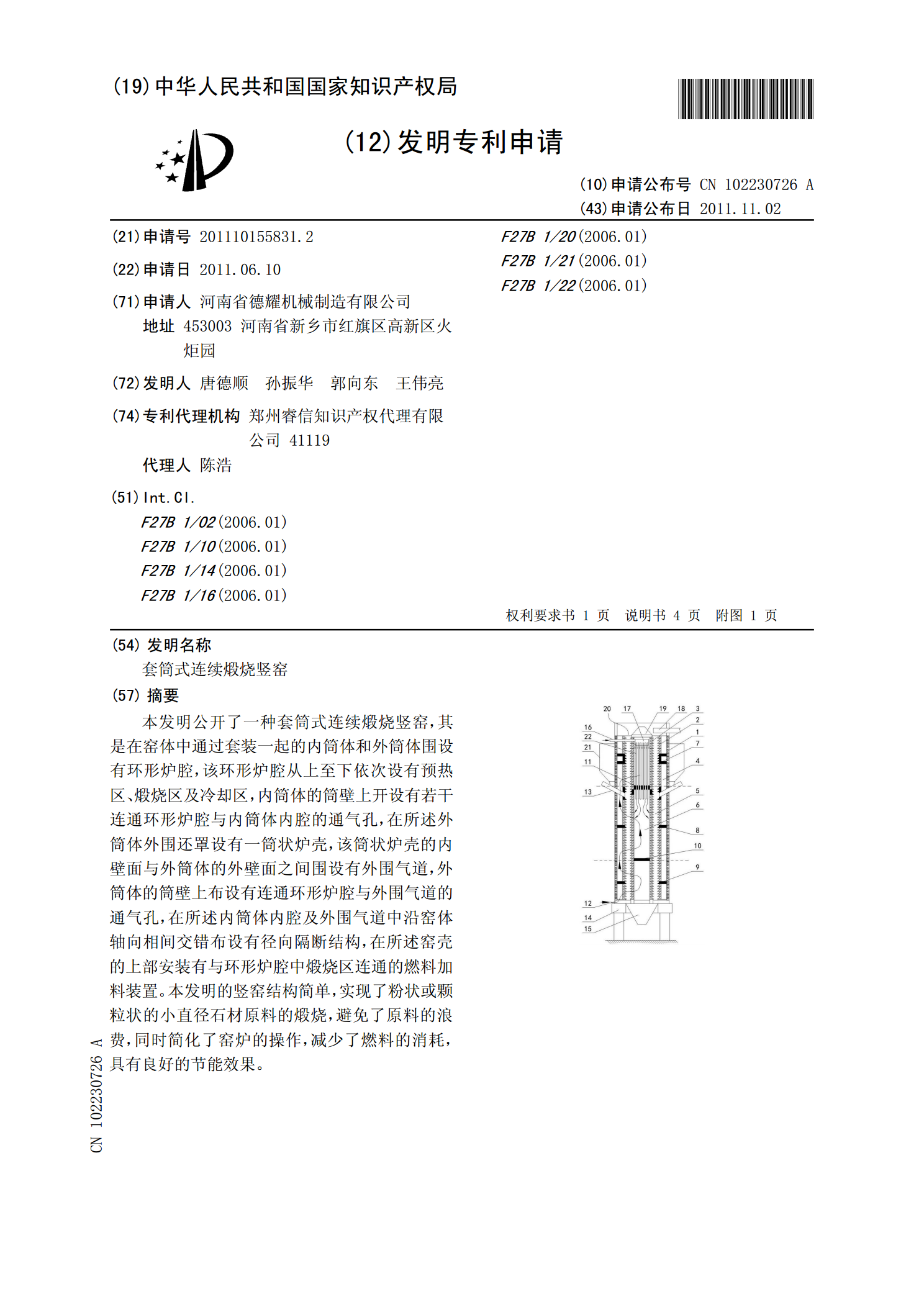
本发明公开了一种套筒式连续煅烧竖窑,其是在窑体中通过套装一起的内筒体和外筒体围设有环形炉腔,该环形炉腔从上至下依次设有预热区、煅烧区及冷却区,内筒体的筒壁上开设有若干连通环形炉腔与内筒体内腔的通气孔,在所述外筒体外围还罩设有一筒状炉壳,该筒状炉壳的内壁面与外筒体的外壁面之间围设有外围气道,外筒体的筒壁上布设有连通环形炉腔与外围气道的通气孔,在所述内筒体内腔及外围气道中沿窑体轴向相间交错布设有径向隔断结构,在所述窑壳的上部安装有与环形炉腔中煅烧区连通的燃料加料装置。本发明的竖窑结构简单,实现了粉状或颗粒状的
套筒式双膛竖窑.pdf
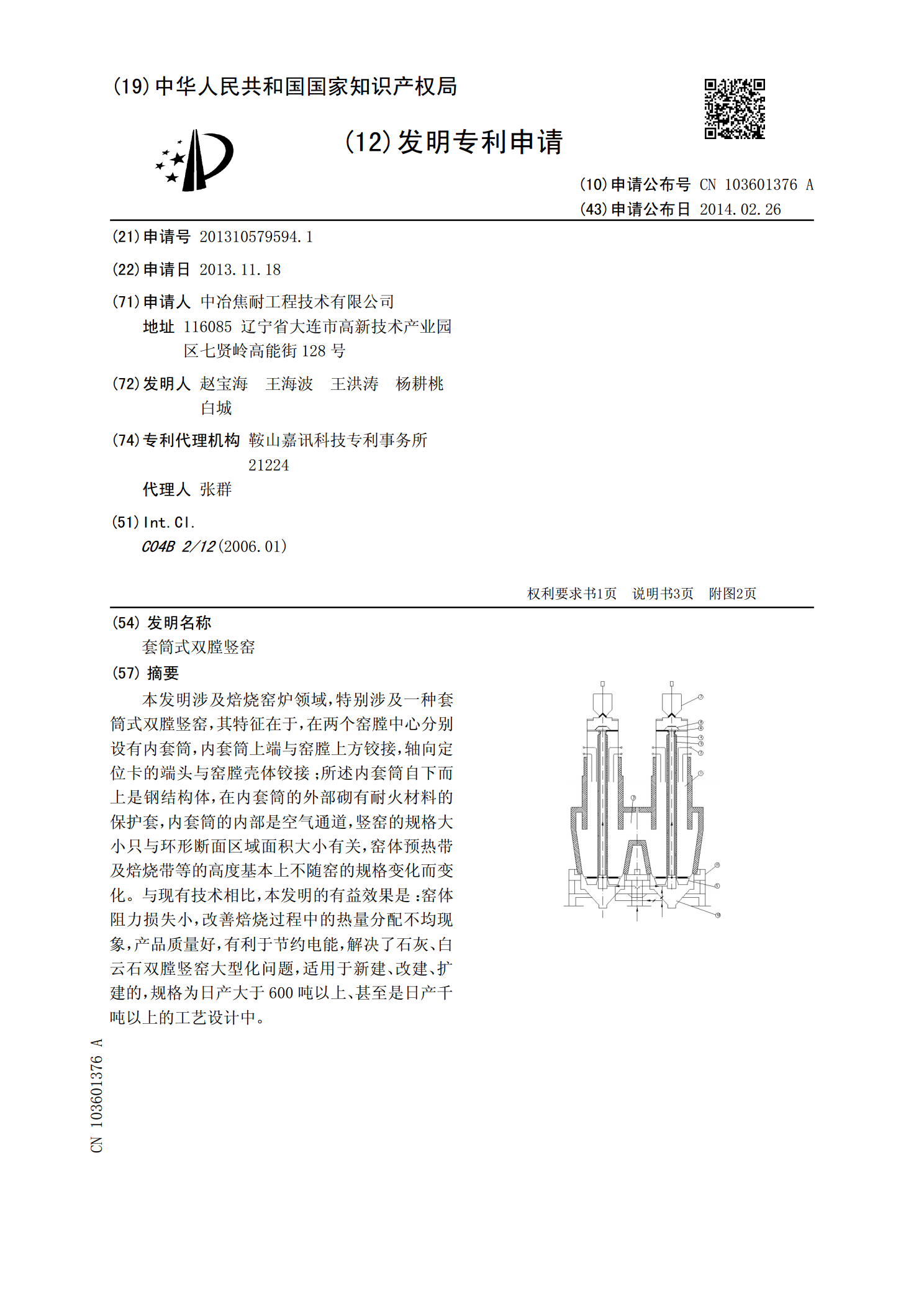
本发明涉及焙烧窑炉领域,特别涉及一种套筒式双膛竖窑,其特征在于,在两个窑膛中心分别设有内套筒,内套筒上端与窑膛上方铰接,轴向定位卡的端头与窑膛壳体铰接;所述内套筒自下而上是钢结构体,在内套筒的外部砌有耐火材料的保护套,内套筒的内部是空气通道,竖窑的规格大小只与环形断面区域面积大小有关,窑体预热带及焙烧带等的高度基本上不随窑的规格变化而变化。与现有技术相比,本发明的有益效果是:窑体阻力损失小,改善焙烧过程中的热量分配不均现象,产品质量好,有利于节约电能,解决了石灰、白云石双膛竖窑大型化问题,适用于新建、改建

套筒式竖窑拱桥烧损问题的模拟分析.docx
套筒式竖窑拱桥烧损问题的模拟分析概述套筒式竖窑拱桥烧损问题是困扰陶瓷生产行业的一个重要问题。在套筒式竖窑的生产过程中,拱桥是起到支撑烤盘的作用,如果拱桥发生烧损,会严重影响窑膛结构的稳定,甚至会导致窑膛的坍塌,从而影响陶瓷制品的质量和产量。本文将从套筒式竖窑的结构和工作原理、拱桥的烤损原因和特征分析、以及拱桥的模拟分析方法等方面进行分析,探讨如何减少拱桥的烧损问题。套筒式竖窑的结构和工作原理套筒式竖窑是陶瓷行业常用的窑炉类型之一,其结构主要由竖直的窑膛、烟道、热交换器和喷枪等组成。在生产过程中,原料烧制在