
一种航空发动机高温合金组件钎焊方法.pdf

一吃****新冬

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种航空发动机高温合金组件钎焊方法.pdf
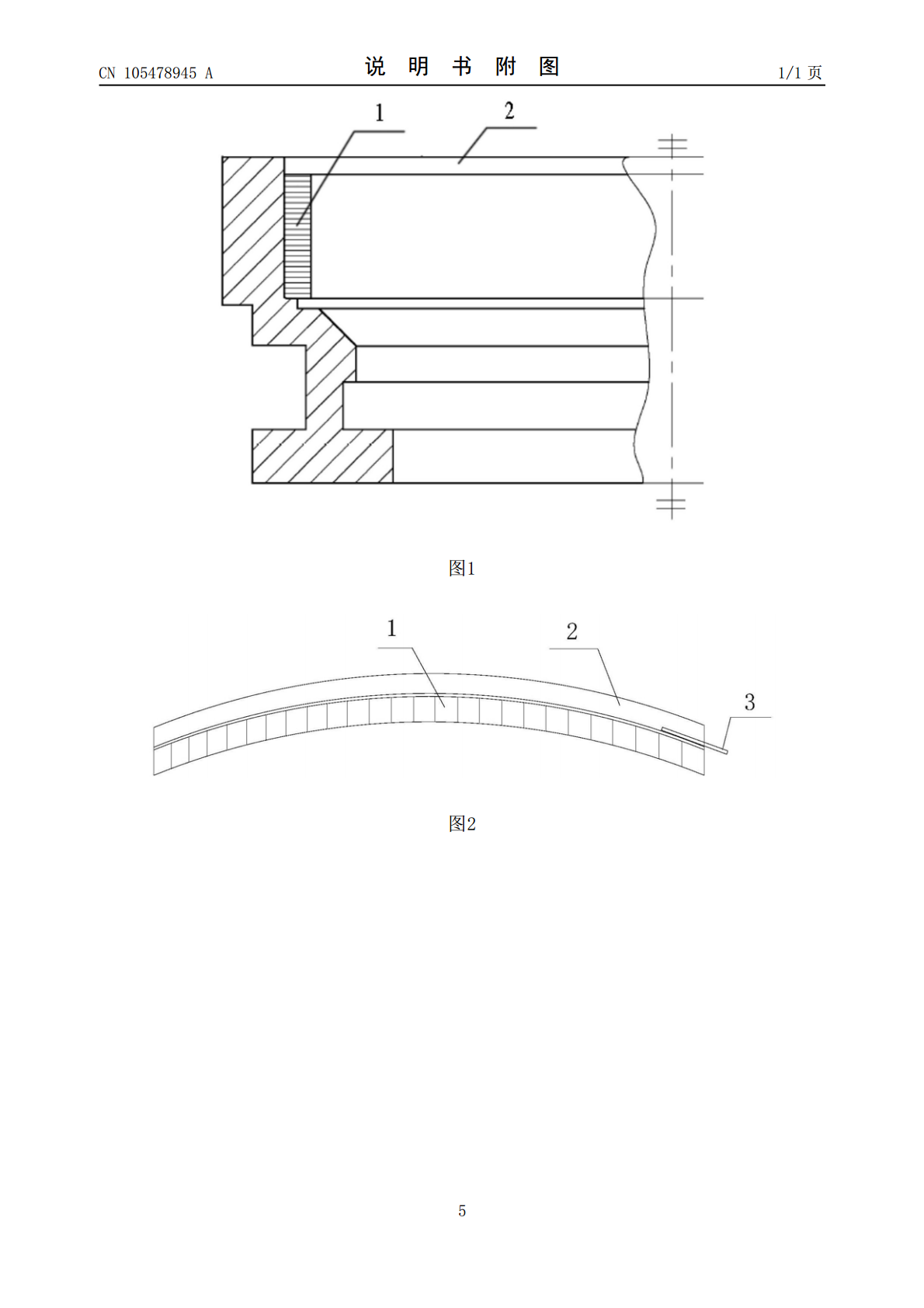
本发明提供了一种航空发动机高温合金组件钎焊方法,包括如下步骤:①清洗;②装填钎料;③一次钎焊;④机加工;⑤二次钎焊;⑥完成加工。本发明通过采用二次钎焊的工艺,保证了高、低压涡轮外环扇形段组件钎焊要求,使钎焊变形小且便于零件机加工、零件钎焊较好、零件装配定位方便,保障了发动机零件钎焊质量。
一种航空发动机高温合金机匣组件的气保钎焊方法.pdf
本发明公开了一种航空发动机高温合金机匣组件的气保钎焊方法,它包含以下步骤:(1)、清洗:将装配好的叶片与外环进行超声波清洗,然后烘干真空脱脂处理;(2)、定位焊钎料:将焊钎料采用储能点焊逐一定位在外环孔处的叶片上并检查钎料点焊情况;(3)、装箱:将机匣组件装在工装上,然后一起放置于密封的气保箱内,气保箱内放置钎剂,然后通入氩气(4)、钎焊:将气保箱装入钎焊炉,然后对钎焊炉通电进行加热,然后保温10~30min后断电,完成钎焊过程;(5)、出炉;(6)、检查。本发明的有益效果是:保证了航空发动机机匣组件的钎
一种多铝合金组件的真空钎焊方法.pdf
本发明提供了一种多铝合金组件的真空钎焊方法,包括如下步骤:步骤1,对机箱的结构进行设计,利用机箱内部结构件作为横向支撑工装和纵向支撑工装;步骤2,按照机箱的结构设计,采用铝合金板进行下料,实施零部件机械加工;步骤3,按照不同焊接位置形状将焊料裁切为覆盖待焊接区域的片材,对焊料和待焊零部件进行清洗,并用焊料裹敷零部件待焊接区域;步骤4,将清洗后裹敷有焊料的各零部件进行组装,在真空钎焊炉中以设定工艺参数实施钎焊。本发明采用“无工装焊接”,降低了加工成本,避免了使用工装带来的机箱尺寸误差,通过焊料设计、钎焊工艺
一种航空发动机钴基高温合金零部件故障钎焊修理方法.pdf
本发明涉及一种航空发动机钴基高温合金零部件故障钎焊修理方法,包括以下步骤:S1、打磨;S2、清洗;S3、定位片定位;S4、合金粉末填充:用‑100~+325目的混合有粘接剂的合金粉末填充打磨区之间的间隙,合金粉末的材料与钴基高温合金零部件的材料相同或相近,填充高度超过钴基高温合金零部件表面1~5mm;S5、钎料填充;S6、烘干;S7、真空钎焊:首先升温至600~800℃,保温10~30min,然后调整温度至1100~1180℃,保温1~2h钎焊,随炉冷至800~900℃,然后充800~1500mbar氩气
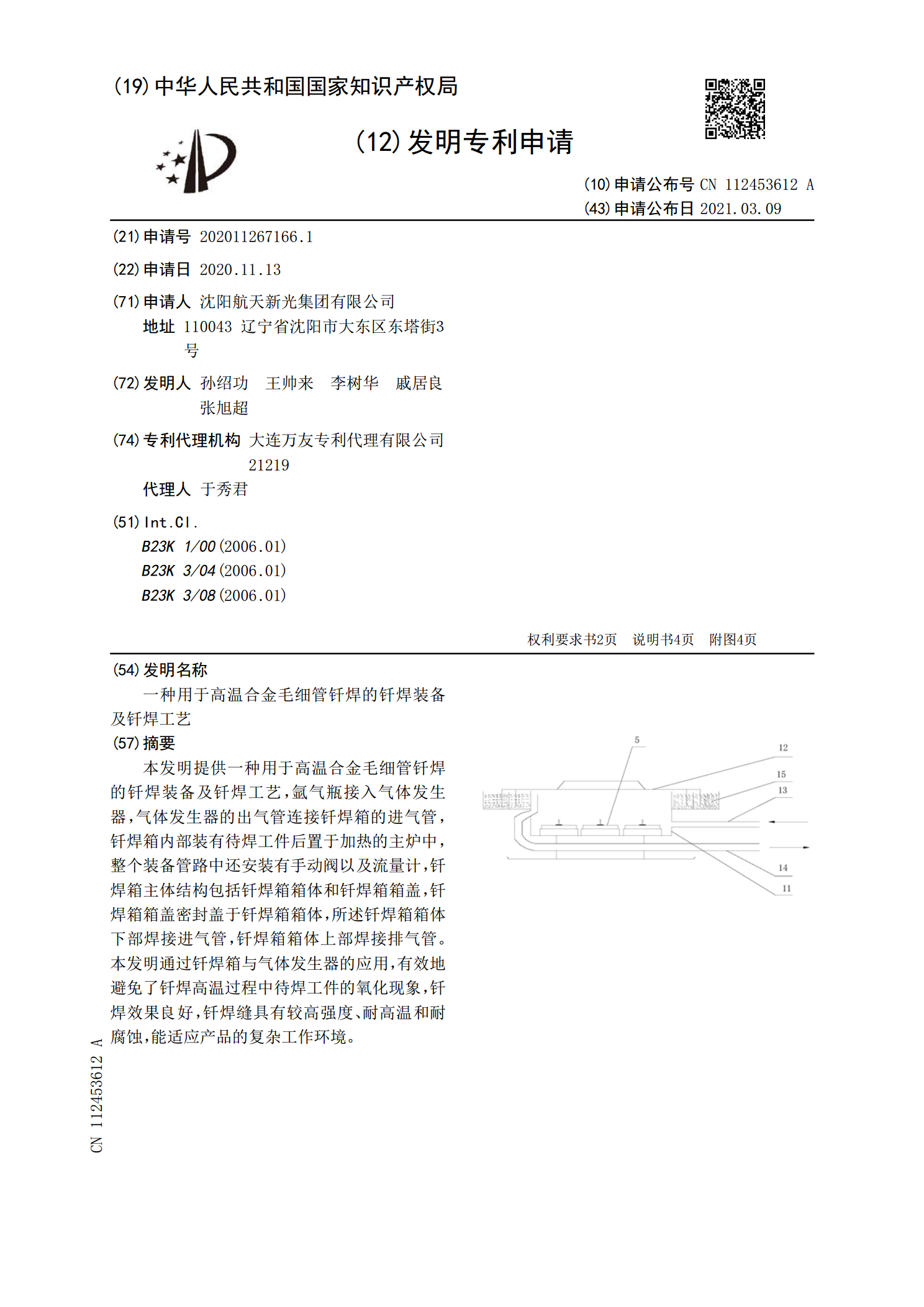
一种用于高温合金毛细管钎焊的钎焊装备及钎焊工艺.pdf
本发明提供一种用于高温合金毛细管钎焊的钎焊装备及钎焊工艺,氩气瓶接入气体发生器,气体发生器的出气管连接钎焊箱的进气管,钎焊箱内部装有待焊工件后置于加热的主炉中,整个装备管路中还安装有手动阀以及流量计,钎焊箱主体结构包括钎焊箱箱体和钎焊箱箱盖,钎焊箱箱盖密封盖于钎焊箱箱体,所述钎焊箱箱体下部焊接进气管,钎焊箱箱体上部焊接排气管。本发明通过钎焊箱与气体发生器的应用,有效地避免了钎焊高温过程中待焊工件的氧化现象,钎焊效果良好,钎焊缝具有较高强度、耐高温和耐腐蚀,能适应产品的复杂工作环境。