
一种热镀铝锌带钢的生产方法.pdf

书生****瑞梦

1/8

2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种热镀铝锌带钢的生产方法.pdf
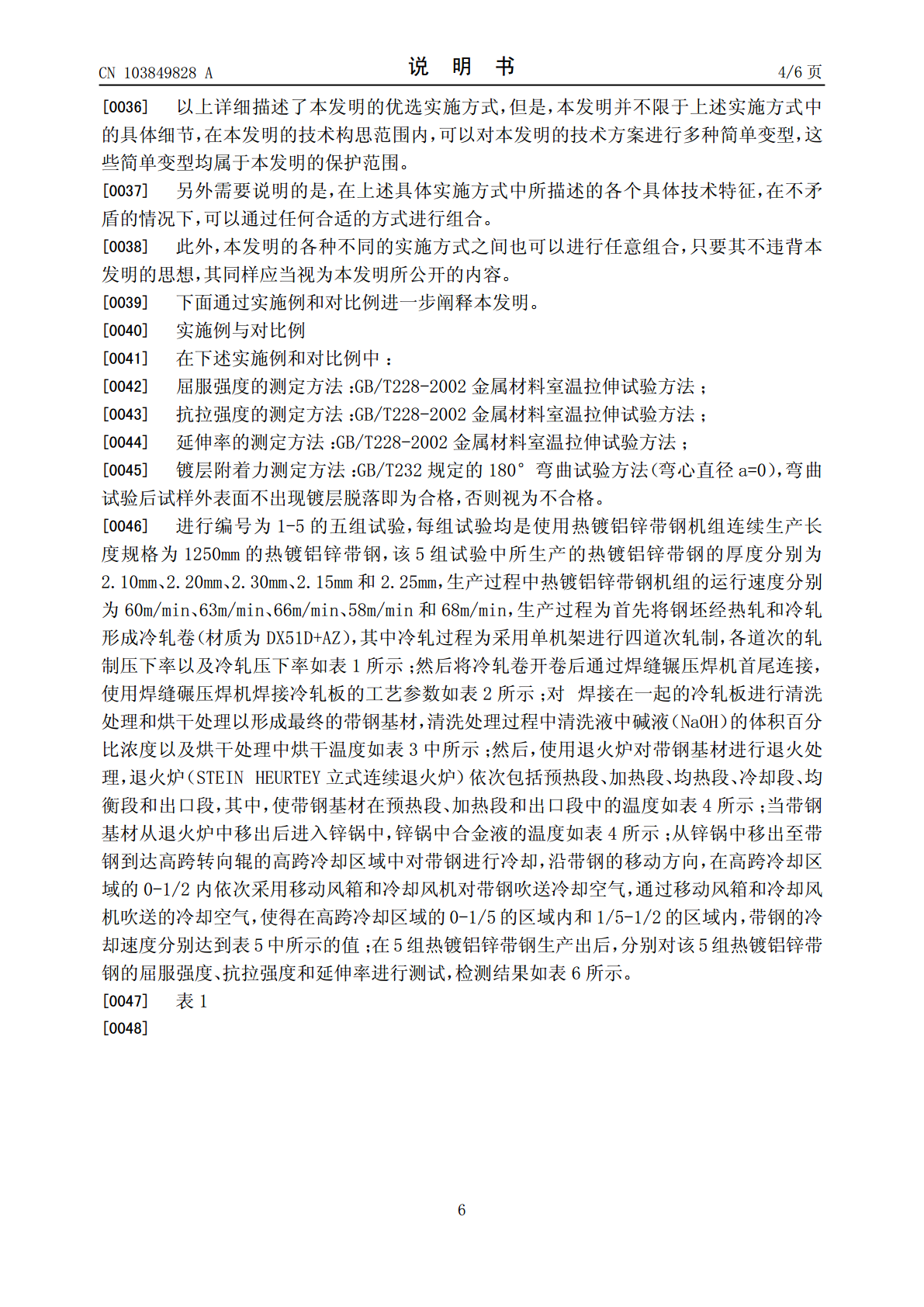
本发明公开了一种镀铝锌带钢的生产方法,所述热镀铝锌带钢包括带钢基材和设置在该带钢基材表面上的铝锌合金镀层,所述生产方法使用热镀铝锌带钢生产机组生产热镀铝锌带钢,所述生产方法依次包括依次通过使用退火炉对所述带钢基材进行退火并且在锌锅中对所述带钢基材热浸镀铝锌合金,所述退火炉包括出口段,其中,使所述带钢基材在所述出口段中的温度为590-595℃,所述锌锅中合金液的温度为595-605℃。
一种热镀铝锌带钢的生产方法和生产线.pdf
本发明公开了一种热镀铝锌带钢的生产方法以及一种热镀铝锌带钢的生产线,所述热镀铝锌带钢的生产方法包括使用退火炉对带钢基材进行退火处理,并且对所述退火炉内的所述带钢基材进行纠偏处理,该方法还包括对机组的运行速度进行速度控制处理,所述速度控制处理包括以下步骤:(a)确定所述退火炉的纠偏框架的最大允许纠偏量和所述带钢基材的宽度以及测量所述退火炉的纠偏框架的跑偏量和所述带钢基材的跑偏量;(b)根据所述纠偏框架的最大允许纠偏值、所述带钢基材的宽度、所述纠偏框架的跑偏量以及所述带钢基材的跑偏量确定适宜纠偏线速度;(c)
一种热镀铝锌钢板的生产方法.pdf
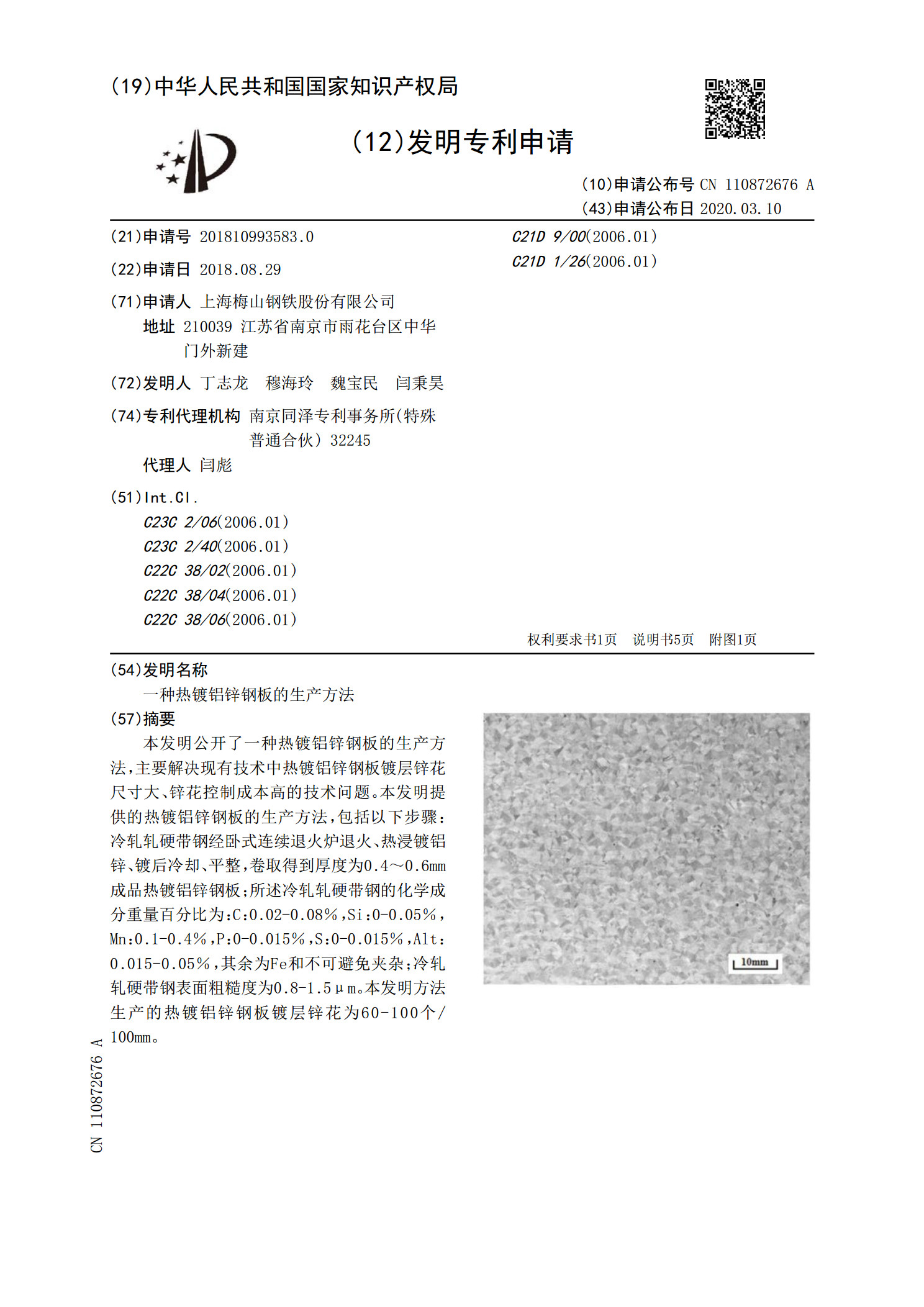
本发明公开了一种热镀铝锌钢板的生产方法,主要解决现有技术中热镀铝锌钢板镀层锌花尺寸大、锌花控制成本高的技术问题。本发明提供的热镀铝锌钢板的生产方法,包括以下步骤:冷轧轧硬带钢经卧式连续退火炉退火、热浸镀铝锌、镀后冷却、平整,卷取得到厚度为0.4~0.6mm成品热镀铝锌钢板;所述冷轧轧硬带钢的化学成分重量百分比为:C:0.02‑0.08%,Si:0‑0.05%,Mn:0.1‑0.4%,P:0‑0.015%,S:0‑0.015%,Alt:0.015‑0.05%,其余为Fe和不可避免夹杂;冷轧轧硬带钢表面粗糙度
带钢连续热镀铝锌开机跑偏控制方法.pdf
本发明公开了一种带钢连续热镀铝锌开机跑偏控制方法,涉及热镀铝锌产品的生产技术领域,提供一种生产长度为1.5~2.3mm,宽度为900mm~1250mm的带钢时,能够避免开机带钢跑偏和断带的带钢连续热镀铝锌开机跑偏控制方法。带钢连续热镀铝锌开机跑偏控制方法通过对退火炉各段以及锌锅内带钢张力的控制,对带钢移动速度的控制和对带钢加热及冷却的控制,保证带钢在连续热镀铝锌开机初期能够实现不跑偏也不断带,尽快产出合格的热镀铝锌带钢。本方法的使用可以将带钢连续热镀铝锌机组开机至出合格产品时间缩短为40分钟,废品量控制在
一种热镀铝锌硅钢板的生产方法.pdf
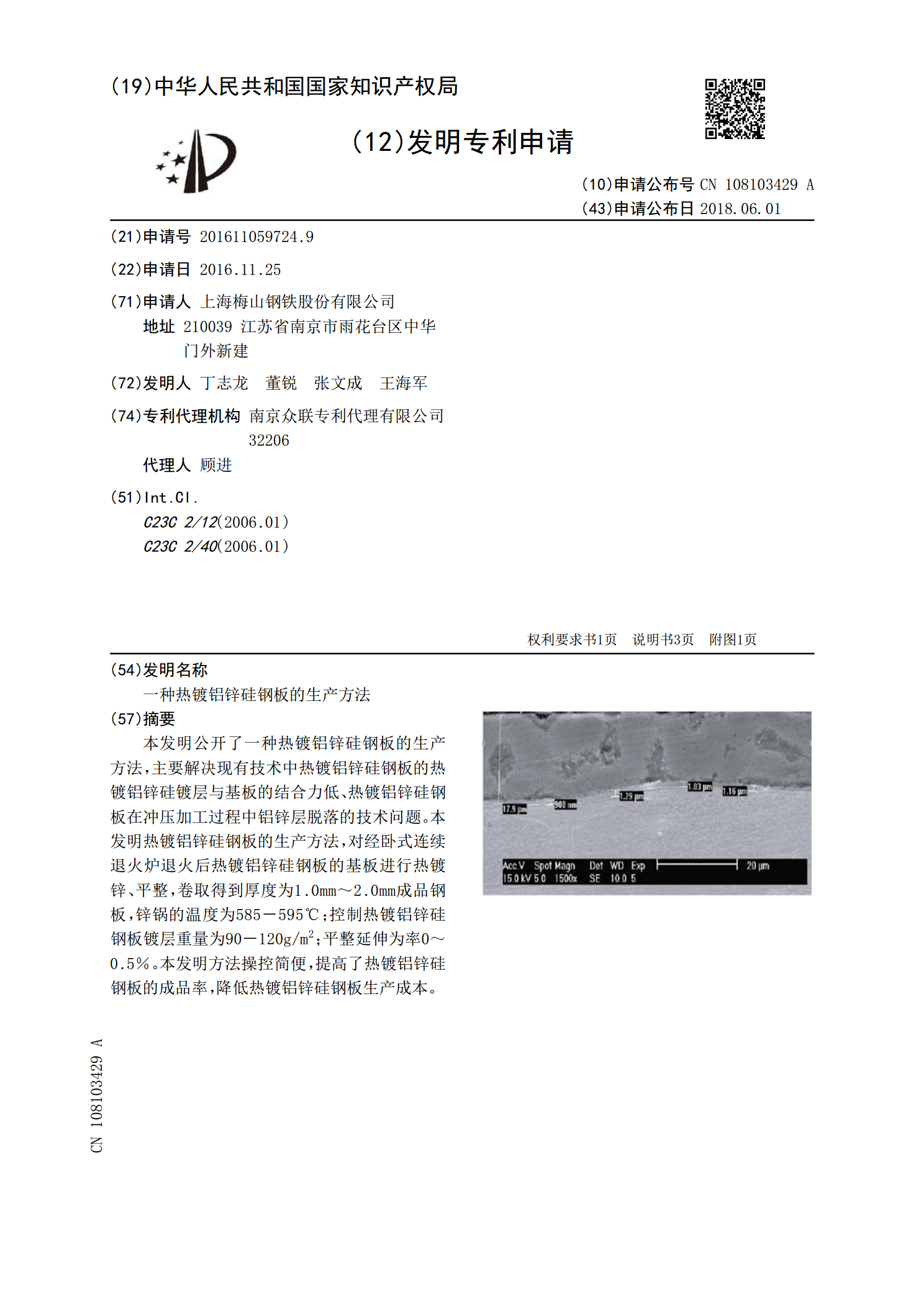
本发明公开了一种热镀铝锌硅钢板的生产方法,主要解决现有技术中热镀铝锌硅钢板的热镀铝锌硅镀层与基板的结合力低、热镀铝锌硅钢板在冲压加工过程中铝锌层脱落的技术问题。本发明热镀铝锌硅钢板的生产方法,对经卧式连续退火炉退火后热镀铝锌硅钢板的基板进行热镀锌、平整,卷取得到厚度为1.0mm~2.0mm成品钢板,锌锅的温度为585-595℃;控制热镀铝锌硅钢板镀层重量为90-120g/m