
带钢连续热镀铝锌开机跑偏控制方法.pdf

Jo****34

1/5
2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
带钢连续热镀铝锌开机跑偏控制方法.pdf
本发明公开了一种带钢连续热镀铝锌开机跑偏控制方法,涉及热镀铝锌产品的生产技术领域,提供一种生产长度为1.5~2.3mm,宽度为900mm~1250mm的带钢时,能够避免开机带钢跑偏和断带的带钢连续热镀铝锌开机跑偏控制方法。带钢连续热镀铝锌开机跑偏控制方法通过对退火炉各段以及锌锅内带钢张力的控制,对带钢移动速度的控制和对带钢加热及冷却的控制,保证带钢在连续热镀铝锌开机初期能够实现不跑偏也不断带,尽快产出合格的热镀铝锌带钢。本方法的使用可以将带钢连续热镀铝锌机组开机至出合格产品时间缩短为40分钟,废品量控制在
减少热镀铝锌机组开机带钢锌皮产生量的控制方法.pdf
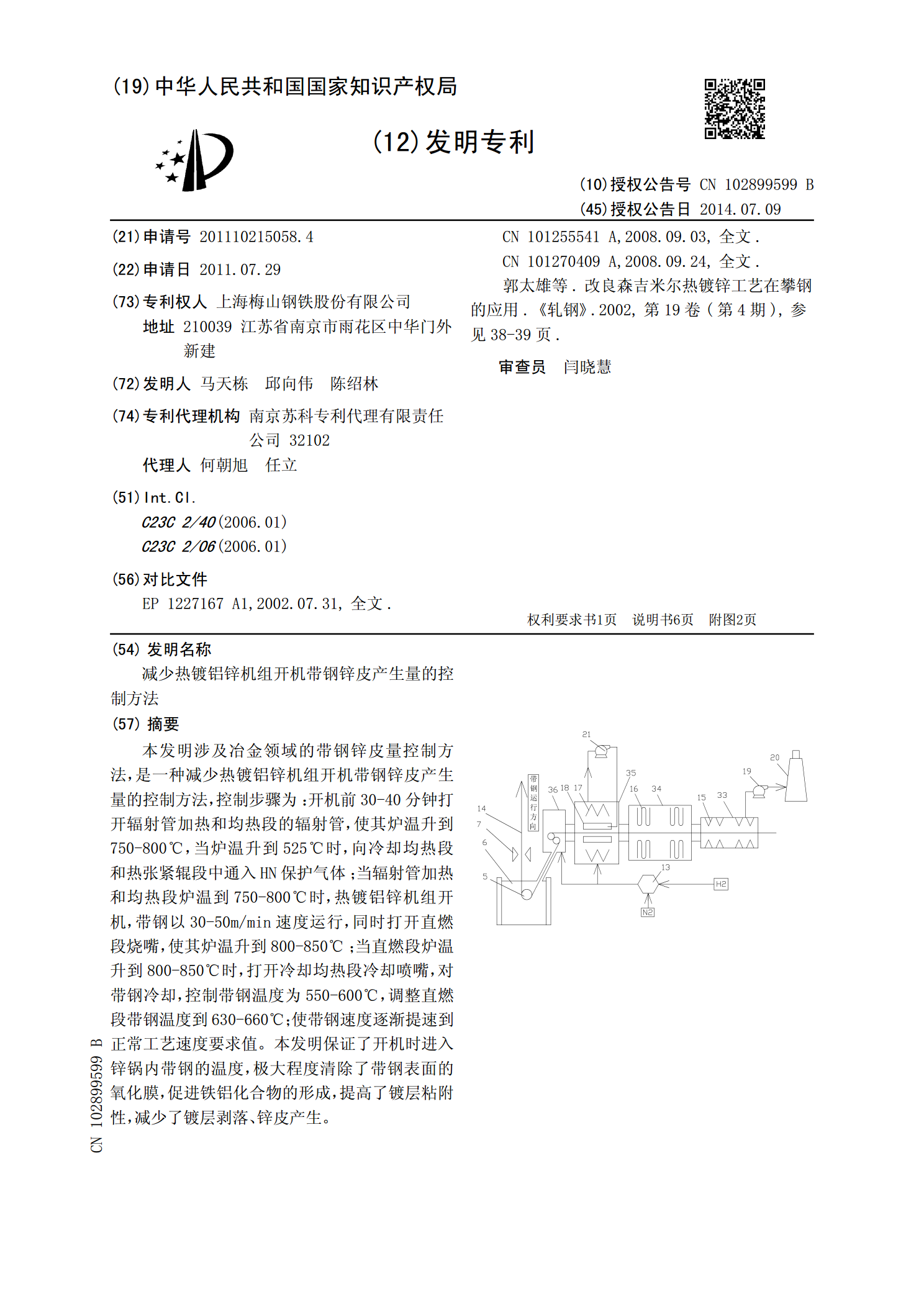
本发明涉及冶金领域的带钢锌皮量控制方法,是一种减少热镀铝锌机组开机带钢锌皮产生量的控制方法,控制步骤为:开机前30-40分钟打开辐射管加热和均热段的辐射管,使其炉温升到750-800℃,当炉温升到525℃时,向冷却均热段和热张紧辊段中通入HN保护气体;当辐射管加热和均热段炉温到750-800℃时,热镀铝锌机组开机,带钢以30-50m/min速度运行,同时打开直燃段烧嘴,使其炉温升到800-850℃;当直燃段炉温升到800-850℃时,打开冷却均热段冷却喷嘴,对带钢冷却,控制带钢温度为550-600℃,调整
一种热镀铝锌带钢的生产方法.pdf
本发明公开了一种镀铝锌带钢的生产方法,所述热镀铝锌带钢包括带钢基材和设置在该带钢基材表面上的铝锌合金镀层,所述生产方法使用热镀铝锌带钢生产机组生产热镀铝锌带钢,所述生产方法依次包括依次通过使用退火炉对所述带钢基材进行退火并且在锌锅中对所述带钢基材热浸镀铝锌合金,所述退火炉包括出口段,其中,使所述带钢基材在所述出口段中的温度为590-595℃,所述锌锅中合金液的温度为595-605℃。
一种连续热镀铝锌硅机组起机控制方法.pdf
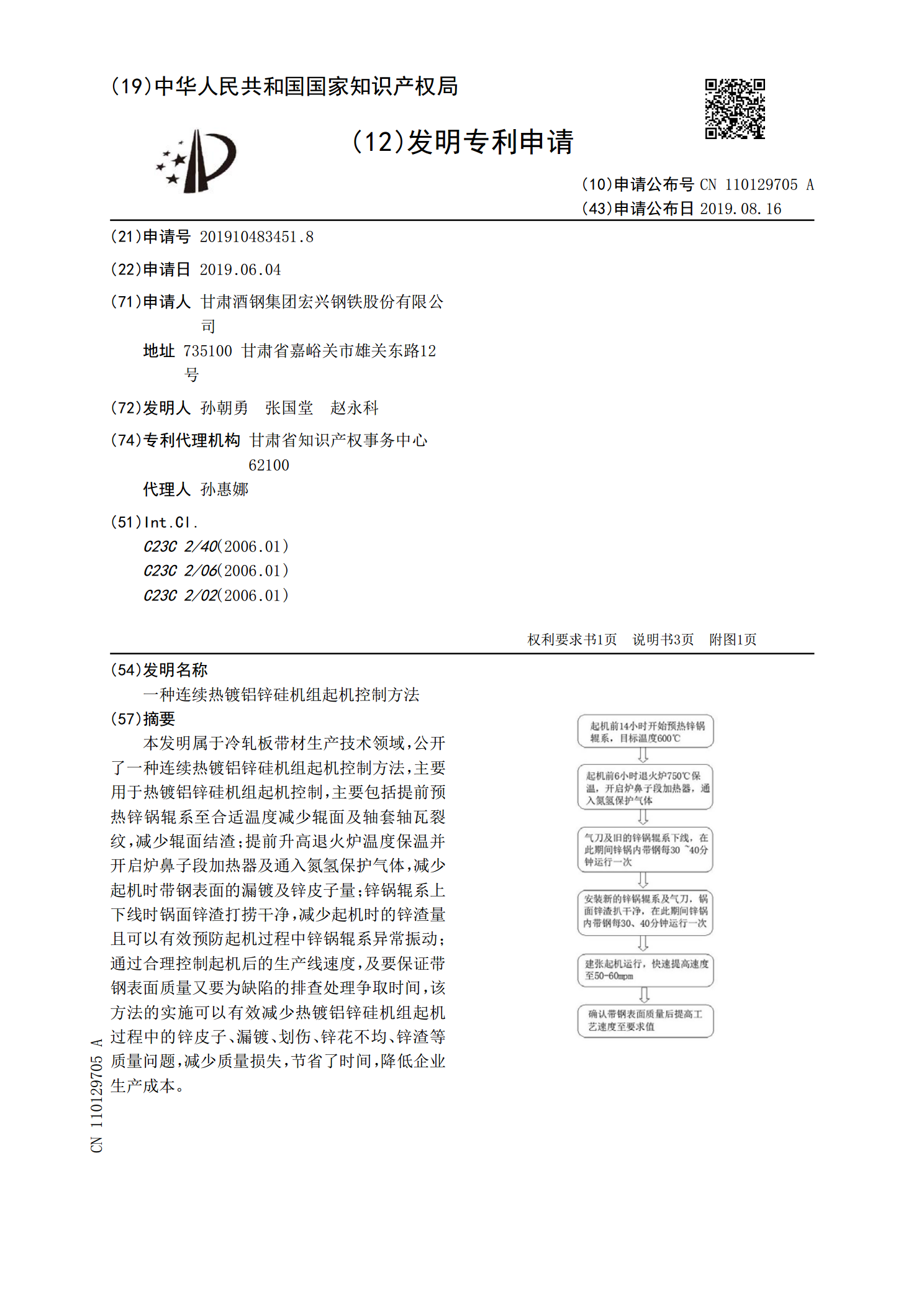
本发明属于冷轧板带材生产技术领域,公开了一种连续热镀铝锌硅机组起机控制方法,主要用于热镀铝锌硅机组起机控制,主要包括提前预热锌锅辊系至合适温度减少辊面及轴套轴瓦裂纹,减少辊面结渣;提前升高退火炉温度保温并开启炉鼻子段加热器及通入氮氢保护气体,减少起机时带钢表面的漏镀及锌皮子量;锌锅辊系上下线时锅面锌渣打捞干净,减少起机时的锌渣量且可以有效预防起机过程中锌锅辊系异常振动;通过合理控制起机后的生产线速度,及要保证带钢表面质量又要为缺陷的排查处理争取时间,该方法的实施可以有效减少热镀铝锌硅机组起机过程中的锌皮子
一种镀铝锌半硬质钢炉内跑偏及入锌炉温度控制的方法.pdf
本发明的目的在于提供一种镀铝锌半硬质钢炉内跑偏及入锌炉温度控制的方法,为确保带钢在炉内跑偏及入锌锅温度精确受控,从两个方面进行优化方案设计。其一,是通过研究炉内各段炉膛区域温度、炉区张力、纠偏装置的控制等手段,降低带钢横向受力及张力波动等原因造成的跑偏趋势,从而可以减少半硬质高强钢生产时的跑偏风险;其二,是通过研究带钢成分、退火速度,炉内各段炉膛区域温度、快冷段电感应加热器功率的优化等方面,可以尽最大程度提高带钢再结晶温度、减少快冷风机对带钢的冷却降温影响,从而实现对带钢入锌锅温度的精确控制,保证成品性能