
一种高硼高速钢组合轧辊及其制造方法.pdf

绮兰****文章

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种高硼高速钢组合轧辊及其制造方法.pdf
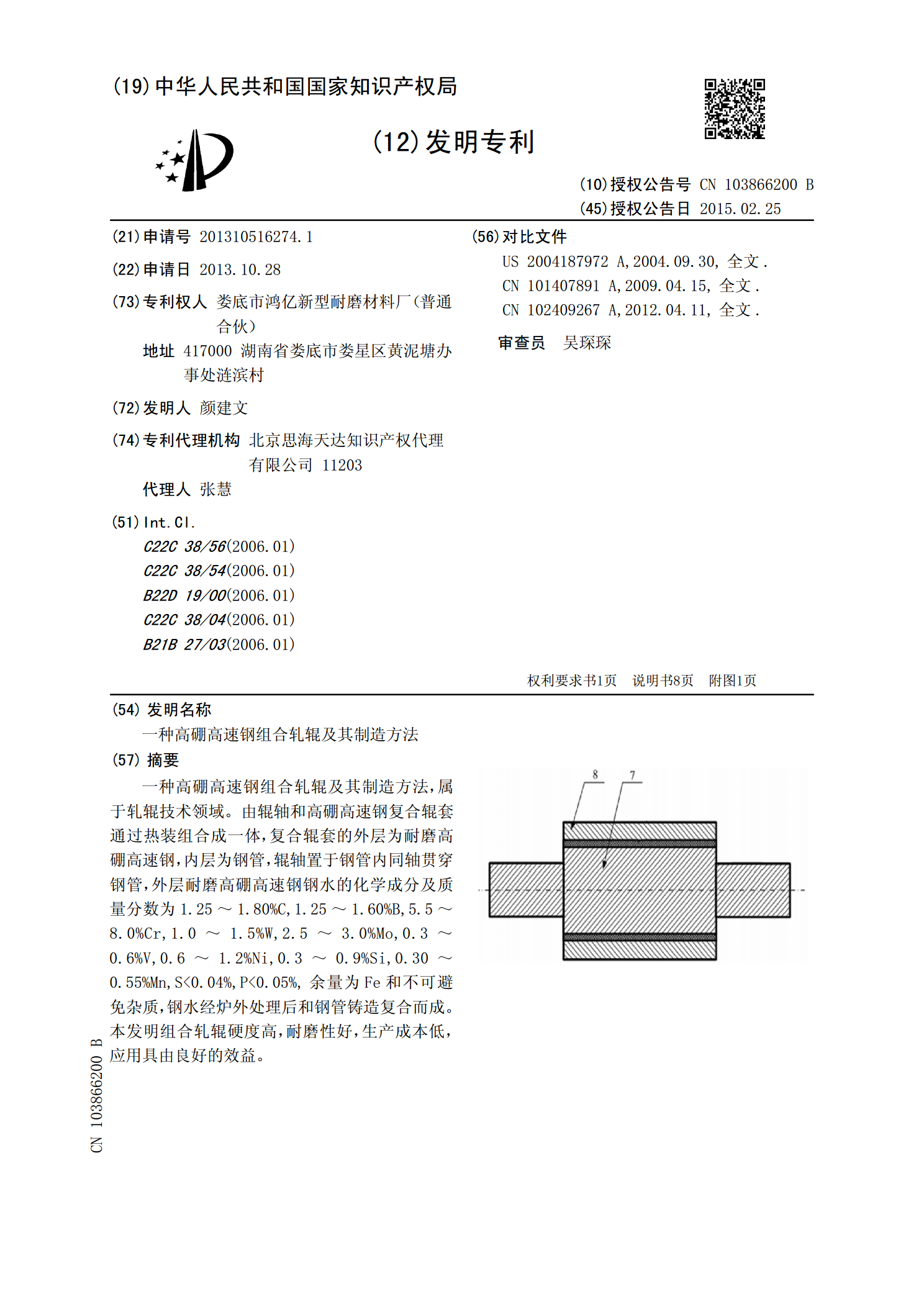
一种高硼高速钢组合轧辊及其制造方法,属于轧辊技术领域。由辊轴和高硼高速钢复合辊套通过热装组合成一体,复合辊套的外层为耐磨高硼高速钢,内层为钢管,辊轴置于钢管内同轴贯穿钢管,外层耐磨高硼高速钢钢水的化学成分及质量分数为1.25~1.80%C,1.25~1.60%B,5.5~8.0%Cr,1.0~1.5%W,2.5~3.0%Mo,0.3~0.6%V,0.6~1.2%Ni,0.3~0.9%Si,0.30~0.55%Mn,S<0.04%,P<0.05%,余量为Fe和不可避免杂质,钢水经炉外处理后和钢管
一种高硼高速钢离心复合轧辊的制造方法.pdf
一种高硼高速钢离心复合轧辊的制造方法,属于轧钢技术领域包括造型、熔炼、浇注、开箱、热处理,在高速钢外层铁水出炉前,向熔炼炉内加入硼铁,出炉时加入一定量的氮化合金剂,外层浇注一段时间后浇入一次芯,待合箱后再浇入芯部铁水。本申请的制造工艺降低了劳动强度,节约生产成本;高速钢轧辊基体强度提高;克服了传统高速钢轧辊在棒材切分机架的使用问题,适应了棒材切分机架轧制环境。
一种含铝高硼高速钢轧辊材料及其制造方法.pdf
一种含铝高硼高速钢轧辊材料及其制造方法,属于轧辊材料技术领域。其化学成分的质量百分比为:1.3‑1.8%B,0.4‑0.7%C,3.0‑6.0%Cr,1.3‑1.8%Mo,0.8‑1.3%Al,0.8‑1.3%Si,1.4‑1.9%V,0.9‑1.4%Mn,0.006‑0.010%RE,0.030‑0.070%Mg,S炉熔炼,采用砂型铸造成型,经变质处理、淬火和回火热处理后,其硬度达到61.7‑63.1HRC,耐磨性好,冲击韧性提高120%以上。钢中不含昂贵的钨、钴元素,钒、钼元素的含量也较少,生产成本低
一种高硼高速钢轧辊材料及其冶炼方法.pdf
本发明提供一种高硼高速钢轧辊材料及其冶炼方法,采用Q235废钢、钨铁、钼铁、钒铁、高碳铬铁、金属铜、金属铝、硅钙合金、稀土硅铁镁合金、铌铁、硼铁、硅铁、钒氮合金、锆硅铁和钛铁作为组分原料,先在电炉内冶炼低合金高速钢钢水,然后,在出炉过程中加入钒铁和部分硼铁进行合金化,在浇包内加入部分硼铁和复合变质剂,并在浇注过程中,随流加入钒氮合金、锆硅铁、硅铁和部分硼铁。所得铸件贵重合金元素加入量少,却具有优异的耐磨性和良好的抗热疲劳性能,作为轧辊使用时,其寿命比高镍铬无限铸铁轧辊提高6倍以上,比高钒高速钢轧辊提高20
一种高钨钒高速钢耐磨轧辊及其制造方法.pdf
一种高钨钒高速钢耐磨轧辊及其制造方法,属于轧钢技术领域。采用电炉分别熔炼外层高速钢钢水和辊芯铁水,先在电炉内熔炼轧辊外层高速钢,并将炉内钢水的化学组成及其质量分数控制在10.23‑10.67%W,1.76‑1.94%Mo,2.81‑2.97%C,