
J55级低成本电阻焊石油套管用钢及其制造方法.pdf

一条****88

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

J55级低成本电阻焊石油套管用钢及其制造方法.pdf
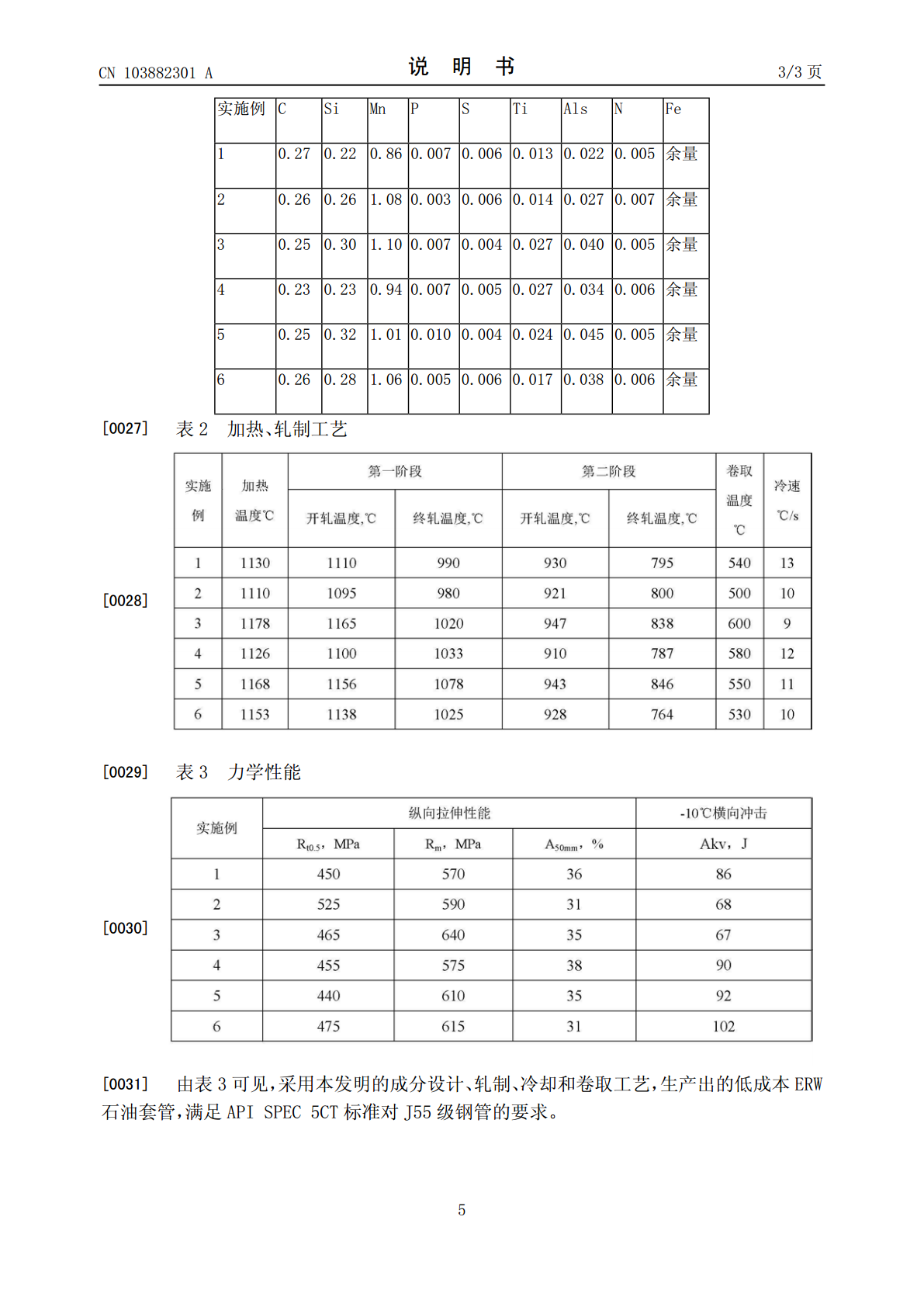
本发明公开一种J55级低成本电阻焊石油套管用钢,C:0.23%-0.27%,Si:0.10%-0.35%,Mn:0.85%-1.10%,P:≤0.015%,S:≤0.008%,Ti:0.010%-0.030%,Als:0.02%-0.06%,N:≤0.008%,其余为Fe和不可避免元素。连铸板坯经加热炉加热至1100-1180℃,随后在热连轧机组进行两阶段控制轧制,第一阶段开轧温度为1070-1170℃,终轧温度大于970℃;第二阶段开轧温度小于960℃,终轧温度为750-850℃,累计变形量70%以上;
K55级直缝电阻焊石油套管用钢及其制造方法.pdf
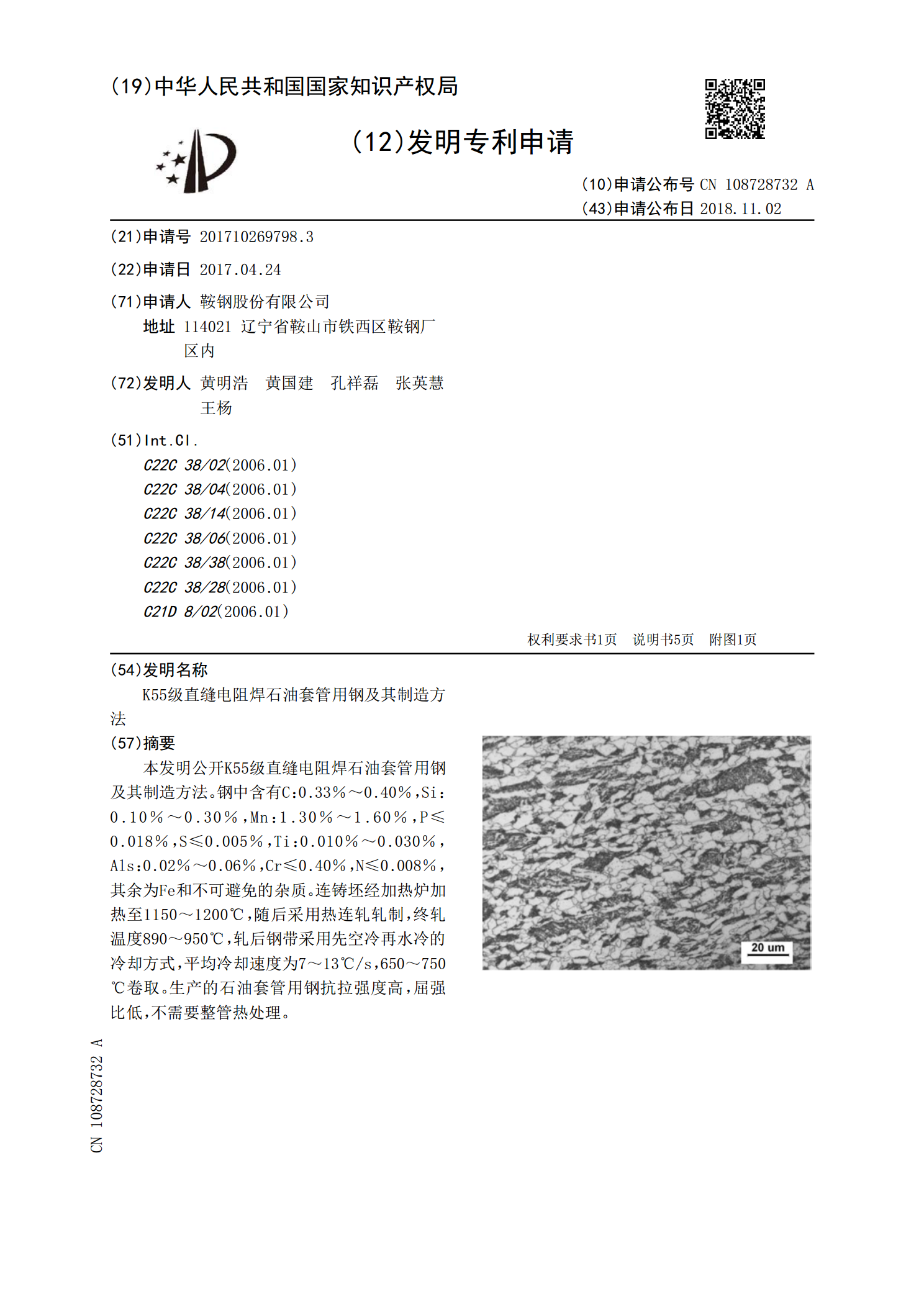
本发明公开K55级直缝电阻焊石油套管用钢及其制造方法。钢中含有C:0.33%~0.40%,Si:0.10%~0.30%,Mn:1.30%~1.60%,P≤0.018%,S≤0.005%,Ti:0.010%~0.030%,Als:0.02%~0.06%,Cr≤0.40%,N≤0.008%,其余为Fe和不可避免的杂质。连铸坯经加热炉加热至1150~1200℃,随后采用热连轧轧制,终轧温度890~950℃,轧后钢带采用先空冷再水冷的冷却方式,平均冷却速度为7~13℃/s,650~750℃卷取。生产的石油套管用钢
一种高频焊J55套管用钢、套管及其制造方法.pdf
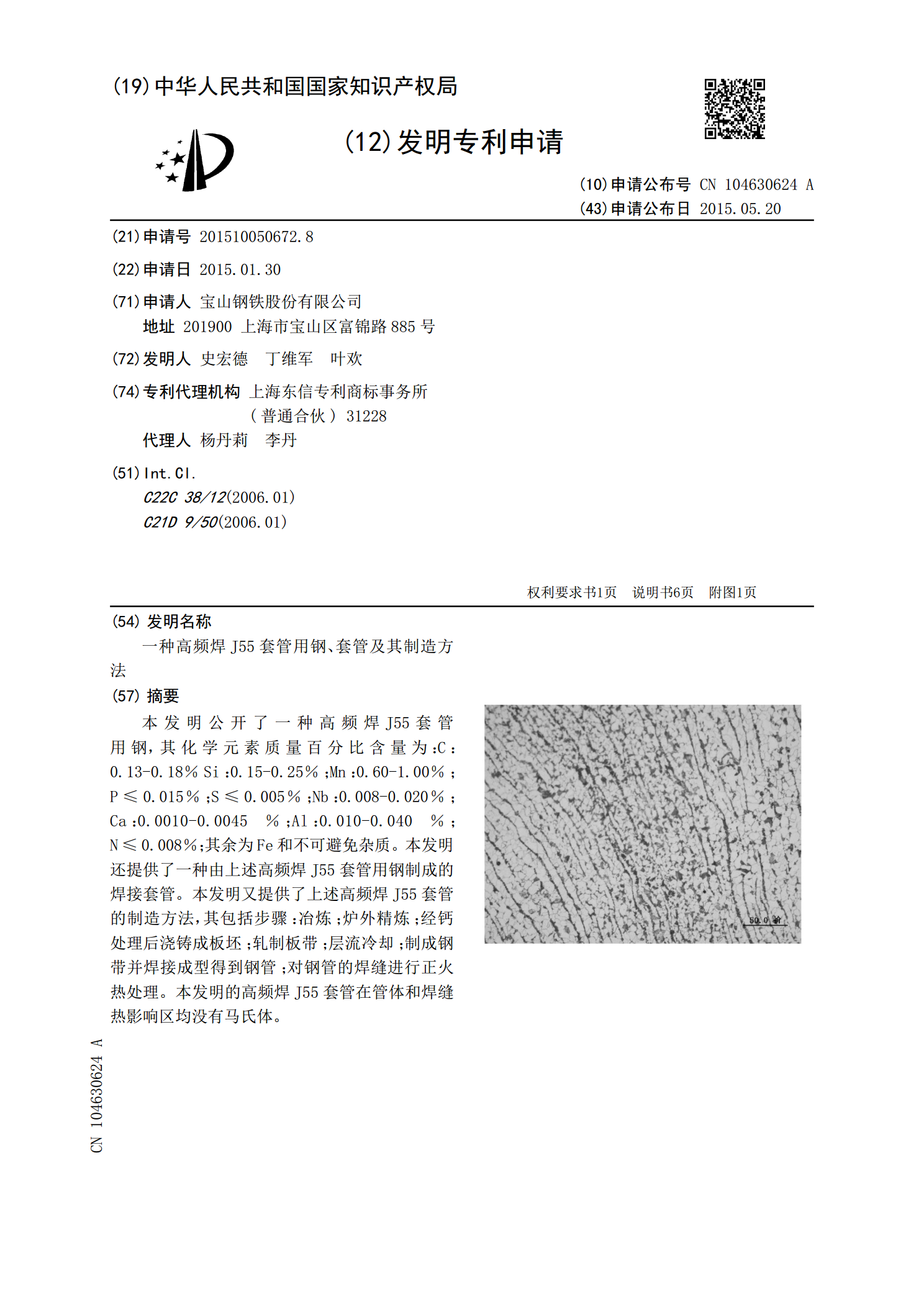
本发明公开了一种高频焊J55套管用钢,其化学元素质量百分比含量为:C:0.13-0.18%Si:0.15-0.25%;Mn:0.60-1.00%;P≤0.015%;S≤0.005%;Nb:0.008-0.020%;Ca:0.0010-0.0045%;Al:0.010-0.040%;N≤0.008%;其余为Fe和不可避免杂质。本发明还提供了一种由上述高频焊J55套管用钢制成的焊接套管。本发明又提供了上述高频焊J55套管的制造方法,其包括步骤:冶炼;炉外精炼;经钙处理后浇铸成板坯;轧制板带;层流冷却;制成钢带
CSP工艺生产的低成本高强焊管用钢及其制造方法.pdf
本发明公开一种CSP工艺生产的低成本高强焊管用钢及其制造方法,焊管用钢的化学成份及重量百分比为:C≤0.003%、Mn:0.35~0.45%、Si:0.06‑0.1%、P:0.03‑0.04%、S≤0.012%、Ti:0.03‑0.050%、Als:0.02‑0.045%、N≤0.0025%、B:0.0002‑0.0010%,余量为Fe和其他不可避免的杂质。制造方法采用CSP短流程为:高炉炼铁→铁水预处理→转炉冶炼→RH处理→波板坯连铸→均热炉→除鳞→粗轧→精轧→层流冷却→卷取→精整→检查→包装。本发明生
石油套管用钢、石油套管及其制造方法.pdf
本发明涉及一种石油套管用钢,其按重量百分比的化学成分为:C:0.25-0.35%、Si:0.1-0.6%、Mn:0.8-1.5%、P≤0.015%、S≤0.003%、Cr:1-1.5%、Mo:1-1.5%、V:0.05-0.12%、Nb:0.02-0.04%、Ti:0.01-0.04%、Al:0.01-0.08%、Ca:0.0005-0.005%,余量为Fe和不可避免的杂质。上述成分经冶炼、连铸、穿孔和热轧得到的钢管在奥氏体化温度880-930℃保温30-60min,出炉后空冷至830℃-850℃水淬,于