
K55级直缝电阻焊石油套管用钢及其制造方法.pdf

梅雪****67


1/8
2/8

3/8

4/8
5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
K55级直缝电阻焊石油套管用钢及其制造方法.pdf
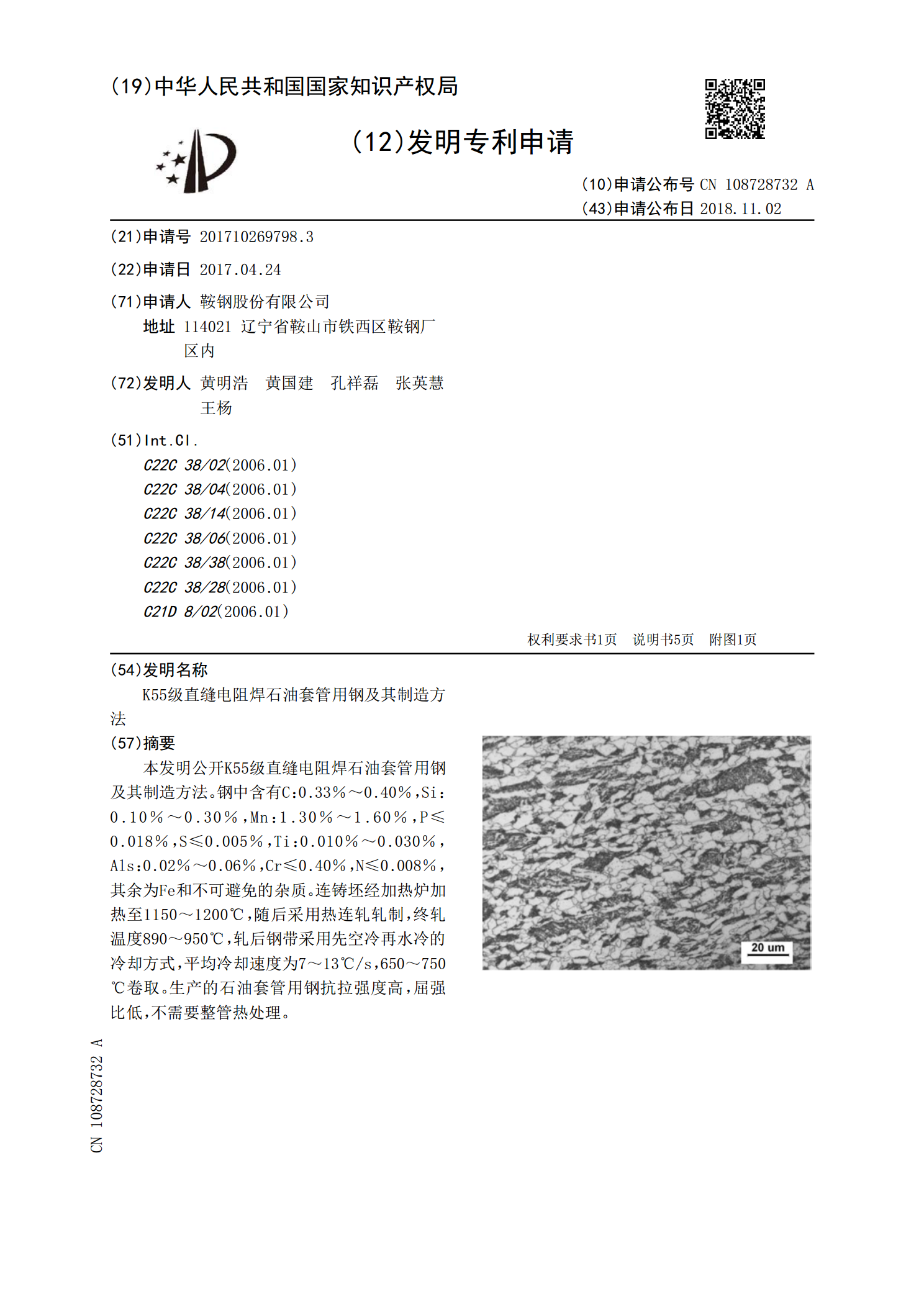
本发明公开K55级直缝电阻焊石油套管用钢及其制造方法。钢中含有C:0.33%~0.40%,Si:0.10%~0.30%,Mn:1.30%~1.60%,P≤0.018%,S≤0.005%,Ti:0.010%~0.030%,Als:0.02%~0.06%,Cr≤0.40%,N≤0.008%,其余为Fe和不可避免的杂质。连铸坯经加热炉加热至1150~1200℃,随后采用热连轧轧制,终轧温度890~950℃,轧后钢带采用先空冷再水冷的冷却方式,平均冷却速度为7~13℃/s,650~750℃卷取。生产的石油套管用钢

一种低屈强比直缝焊石油套管用钢及其制造方法.docx
一种低屈强比直缝焊石油套管用钢及其制造方法近年来,随着石油需求的不断增加,石油勘探和开发已成为国家经济建设不可或缺的一部分。而石油套管作为石油钻探中的关键设备,对于煤气和油田的生产、储存和输送至关重要。因此,随着技术的发展和需求的增加,人们对于石油套管的材料和制造工艺也提出了更高的要求。在这种情况下,作为一种新型的低屈强比直缝焊石油套管用钢在人们的视野中逐渐崭露头角。该钢材将传统的钢材与先进的生产工艺相结合,具有极好的机械性能和耐腐蚀性能。下面将对该钢材及其制造方法进行详细阐述。首先,该钢材的化学成分应符
直缝电阻焊管用X80管线钢及其热轧板卷的制造方法.pdf
本发明提供一种直缝电阻焊管用X80管线钢及其热轧板卷的制造方法,成分:C?0.025%-0.065%、Si?0.10%-0.35%、Mn?1.68%-1.85%、Nb0.06%-0.11%、Cr?0.20%-0.35%、Ni≤0.25%、Cu≤0.25%、V≤0.04%、Ti?0.005%-0.020%、Als?0.015%-0.045%、Ca?0.001%-0.004%、N≤0.006%,余为铁。工艺:铁水预处理-转炉冶炼-炉外精炼-连铸-轧制,连铸坯在500-850℃直接热装炉加热,经步进式加热炉加热
直缝电阻焊石油套管用热轧钢带及其生产方法.pdf
本发明公开了一种直缝电阻焊石油套管用热轧钢带及其生产方法,该热轧钢带中各组分的重量百分比为:C:0.25~0.40、Si:0.10~0.50、Mn:0.60~1.30、P≤0.018、S≤0.005、Cr:0~0.50、Ti:0.010~0.050、Alt:0.01~0.06,余量为Fe及不可避免杂质,该热轧钢带同时还满足碳当量Ceq(%)≤0.58。其生产方法包括铁水脱硫、转炉冶炼、真空处理、连铸、铸坯清理、铸坯下送、热轧、冷却、精整的步骤。实践证明,该热轧钢带的屈服强度≥410MPa,抗拉强度≥700

N80-Q级直缝焊油套管用钢及其制造方法.pdf
本发明公开一种N80-Q级直缝焊油套管用钢及其制造方法,其化学成分按重量百分比配比如下:C:0.22%-0.26%,Si:0.10%-0.30%,Mn:1.20%-1.50%,P:≤0.020%,S:≤0.008%,Ti:0.010%-0.030%,Als:0.02%-0.05%,B:0.0008%-0.0025%,N:≤0.008%,其余为Fe和不可避免元素。工艺特点是,连铸板坯经加热炉加热至1160-1260℃,采用常规两阶段轧制,HFW制管后,加热870-930℃,保温30-60min,水淬;再加热