
一种跳动辊张力控制方法.pdf

Ja****20


1/6
2/6

3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种跳动辊张力控制方法.pdf
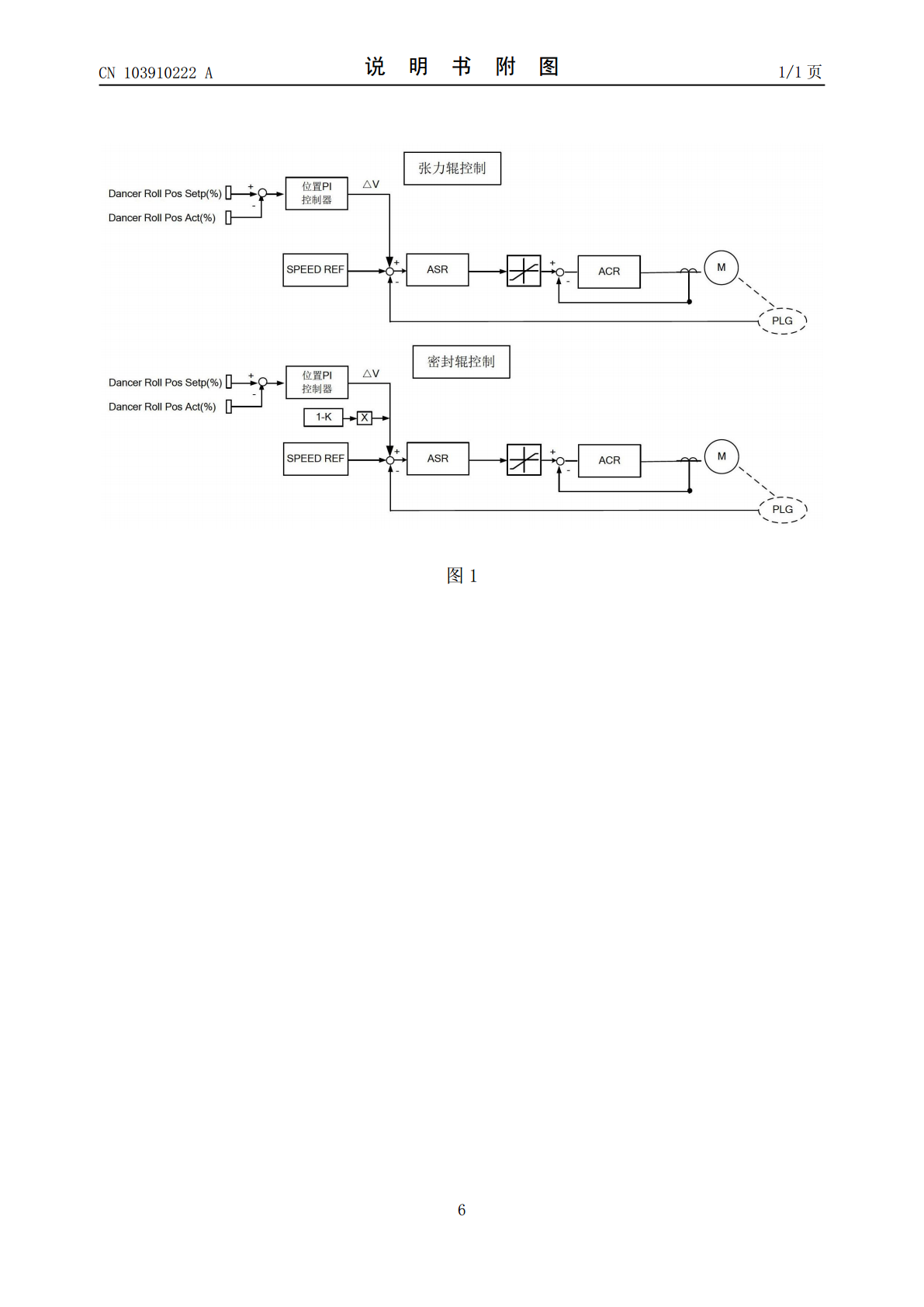
本发明提供了一种跳动辊张力控制方法,包括步骤:根据期望的带钢张力,设定跳动辊的位置控制气缸的压力;通过闭环PI控制来控制叠加到张力辊和入口密封辊上的张力附加速度,从而控制带钢的张力,其中,所述闭环PI控制的输入为跳动辊的位置偏差,所述闭环PI控制的输出为所述张力附加速度。本发明通过对跳动辊位置的控制,达到立式光亮退火炉小张力控制的目的,并通过对控制过程的优化,保持立式光亮退火炉张力在机组升降速过程中的稳定,提高产品质量。

一种张力辊组的控制方法及装置.pdf
本发明涉及平整机技术领域,尤其涉及一种张力辊组的控制方法及装置,该方法包括:通过获取张力辊组中每个张力辊的实际速度和设定速度,来确定出打滑的张力辊,然后,获取预设的对每个张力辊的力矩进行调整的调整系数,该调整系数是按照每个张力辊所承受的张力越大,其对应的调整系数越大进行设定,最后,根据该调整系数,对出现打滑的张力辊的力矩进行调整,以使出现打滑的张力辊的力矩降低,这样,能够快速对打滑的张力辊进行调整,及时制止打滑现象,进而保障了产线的效率以及带钢的表面质量,有效保证了连退炉区的稳定。

浮动辊张力控制.docx
在卷材的生产加上中比如成卷薄膜或纸张等的印刷、涂布,有放卷、收卷等有关卷取操作的工序,卷材张力在动态地变化。在卷取过程中,为保证生产效率和卷材的表面质量保持恒定的张力是十分必要的。本文介绍一种在工作中经常采用的张力自动控制方法——浮动辊式张力自动控制系统。前言在卷取操作工序中卷筒的直径是变化的直径韵变化会引起卷材张力的变化:张力过小卷材会松弛起皱在横向二也会走偏。张力过大。会导致卷材拉伸过度,在纵向上会出观张刀线,在膜卷的表面上会出现隆起的筋条:甚至会使卷构变形断裂。影响张力控制的主要因素有机械损耗、薄膜

一种浮辊式张力控制器.pdf
本发明公开了一种浮辊式张力控制器,包括与放料装置和收料装置连接的张力控制装置,所述放料装置包括料轴、料轴电机和传动辊,所述收料装置包括收料轴、收料轴电机和从动轮,所述张力控制装置包括设置在支架上的传感器,所述传感器与张力摆臂的一端连接,张力摆臂的另一端设置有摆辊,传感器上的信号和张力摆臂位置线性映射,所述传感器、料轴电机和收料轴电机分别与控制装置连接,所述控制装置具有两组分别控制料轴电机和收料轴电机转速的PID参数,所述浮辊式张力控制器还包括检测卷径大小的卷径检测装置。
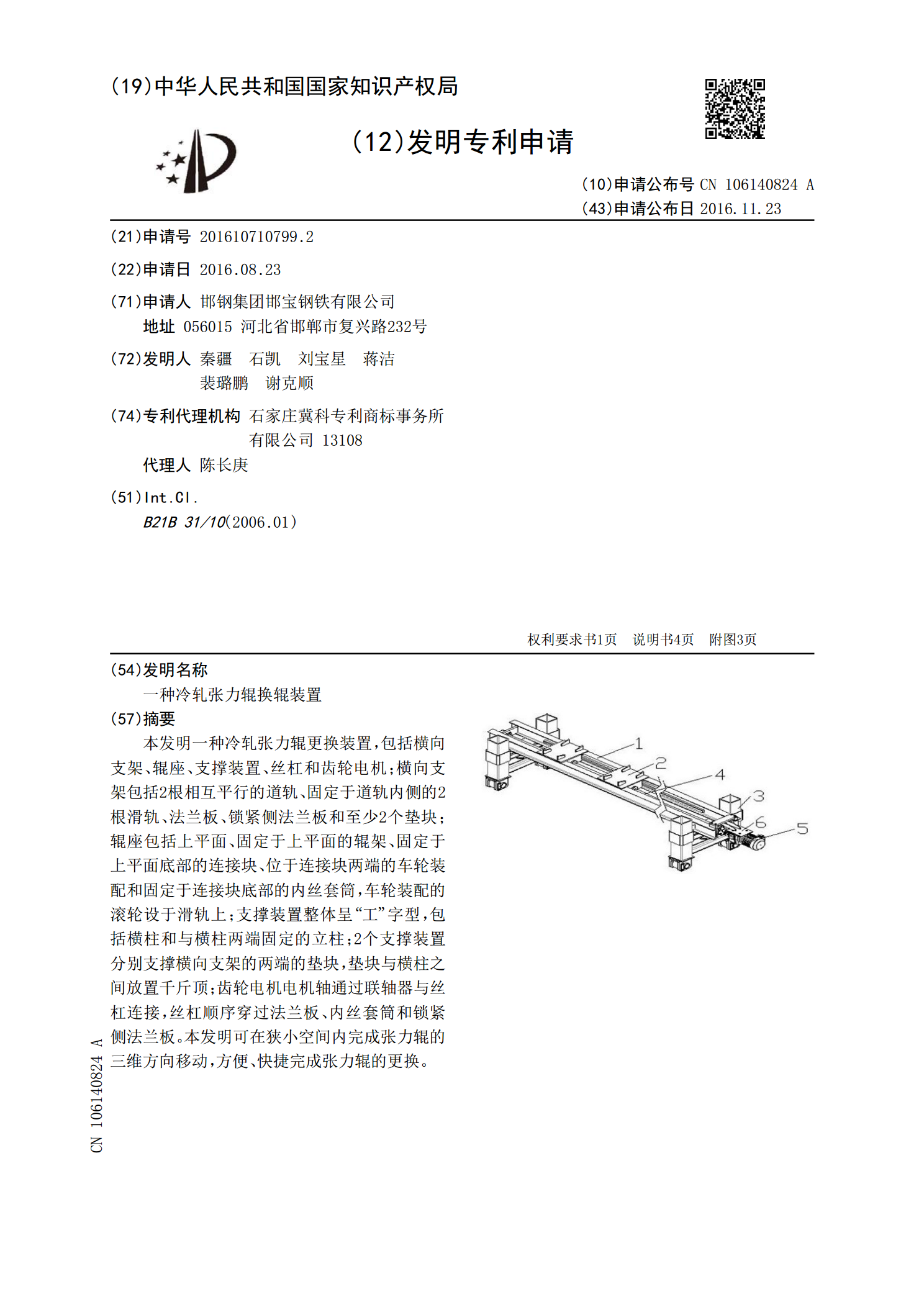
一种冷轧张力辊换辊装置.pdf
本发明一种冷轧张力辊更换装置,包括横向支架、辊座、支撑装置、丝杠和齿轮电机;横向支架包括2根相互平行的道轨、固定于道轨内侧的2根滑轨、法兰板、锁紧侧法兰板和至少2个垫块;辊座包括上平面、固定于上平面的辊架、固定于上平面底部的连接块、位于连接块两端的车轮装配和固定于连接块底部的内丝套筒,车轮装配的滚轮设于滑轨上;支撑装置整体呈“工”字型,包括横柱和与横柱两端固定的立柱;2个支撑装置分别支撑横向支架的两端的垫块,垫块与横柱之间放置千斤顶;齿轮电机电机轴通过联轴器与丝杠连接,丝杠顺序穿过法兰板、内丝套筒和锁紧侧