
浮动辊张力控制.docx

快乐****蜜蜂


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

浮动辊张力控制.docx
在卷材的生产加上中比如成卷薄膜或纸张等的印刷、涂布,有放卷、收卷等有关卷取操作的工序,卷材张力在动态地变化。在卷取过程中,为保证生产效率和卷材的表面质量保持恒定的张力是十分必要的。本文介绍一种在工作中经常采用的张力自动控制方法——浮动辊式张力自动控制系统。前言在卷取操作工序中卷筒的直径是变化的直径韵变化会引起卷材张力的变化:张力过小卷材会松弛起皱在横向二也会走偏。张力过大。会导致卷材拉伸过度,在纵向上会出观张刀线,在膜卷的表面上会出现隆起的筋条:甚至会使卷构变形断裂。影响张力控制的主要因素有机械损耗、薄膜

浮动辊式张力机构的设计.docx
浮动辊式张力机构的设计浮动辊式张力机构的设计摘要:浮动辊式张力机构是一种常用于传送带等设备中的张力控制装置,该装置能够根据传送带的运动状态自动调整辊子的张力,保证传送带的正常运行。本文将详细介绍浮动辊式张力机构的设计原理、结构和工作原理,并探讨了该机构的优缺点及改进方向。1.引言在现代工业生产中,传送带等设备广泛应用于物料的输送和物流领域。为了保证传送带的正常工作,需要对传送带进行适当的张力调整。浮动辊式张力机构便是一种常用的张力控制装置,能够根据传送带的运动状态自动调整辊子的张力,保证传送带的正常运行。

浅谈浮动辊在印刷机收放卷张力控制中的应用.docx
张等的印刷、涂布,有放卷、收卷等有关卷取操作的工序,卷材张力在动态地变化。在卷取过程中,为保证生产效率和卷材的表面质量,保持恒定的张力是十分必要的。本文介绍一种在工作中经常采用的张力自动控制方法——浮动辊式张力自动控制系统。前言在卷取操作工序中卷筒的直径是变化的,直径的变化会引起卷材张力的变化。张力过小,卷材会松弛起皱,在横向上也会走偏。张力过大,会导致卷材拉伸过度,在纵向上会出现张力线,在膜卷的表面上会出现隆起的筋条,甚至会使卷材变形断裂。影响张力控制的主要因素有机械损耗、薄膜拉伸弹性率、加减速时膜卷惯
自动递头式恒张力速度调节浮动辊装置.pdf
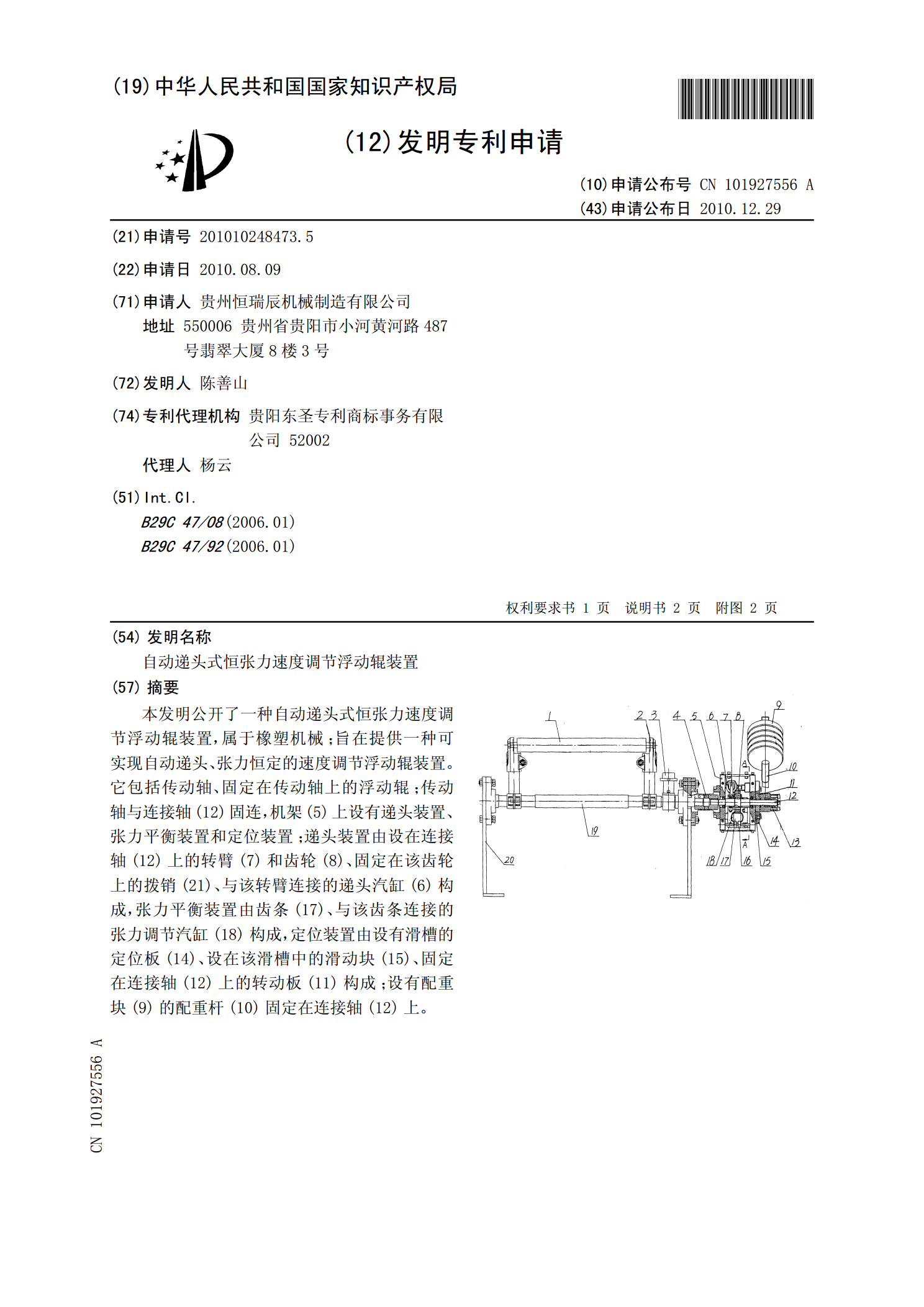
本发明公开了一种自动递头式恒张力速度调节浮动辊装置,属于橡塑机械;旨在提供一种可实现自动递头、张力恒定的速度调节浮动辊装置。它包括传动轴、固定在传动轴上的浮动辊;传动轴与连接轴(12)固连,机架(5)上设有递头装置、张力平衡装置和定位装置;递头装置由设在连接轴(12)上的转臂(7)和齿轮(8)、固定在该齿轮上的拨销(21)、与该转臂连接的递头汽缸(6)构成,张力平衡装置由齿条(17)、与该齿条连接的张力调节汽缸(18)构成,定位装置由设有滑槽的定位板(14)、设在该滑槽中的滑动块(15)、固定在连接轴(1

张力辊辊径及张力设计公式.xls
1张力辊直径计算原则:带钢缠绕在张力辊上不产生塑性弯曲变形,即按厚带材绕过张力辊的弯矩小于或等于带材的弹性极限弯矩计算辊径。计算公式如下:参数:DhEσs单位:mmmmMPaMPa计算值:1276.5957451.5200000235计算值:857.14285711.5200000350计算值:6001.5200000500D:张力辊辊径。h:钢板厚度。E:带钢的弹性模量。σs:带钢的屈服强度。说明:1).由上述计算可以发现,带钢规格相同,屈服强度越高需要的辊径越小。这正是带退火炉的热镀锌线入口张力辊径小