
一种张力辊组的控制方法及装置.pdf

努力****星驰

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种张力辊组的控制方法及装置.pdf
本发明涉及平整机技术领域,尤其涉及一种张力辊组的控制方法及装置,该方法包括:通过获取张力辊组中每个张力辊的实际速度和设定速度,来确定出打滑的张力辊,然后,获取预设的对每个张力辊的力矩进行调整的调整系数,该调整系数是按照每个张力辊所承受的张力越大,其对应的调整系数越大进行设定,最后,根据该调整系数,对出现打滑的张力辊的力矩进行调整,以使出现打滑的张力辊的力矩降低,这样,能够快速对打滑的张力辊进行调整,及时制止打滑现象,进而保障了产线的效率以及带钢的表面质量,有效保证了连退炉区的稳定。

一种跳动辊张力控制方法.pdf
本发明提供了一种跳动辊张力控制方法,包括步骤:根据期望的带钢张力,设定跳动辊的位置控制气缸的压力;通过闭环PI控制来控制叠加到张力辊和入口密封辊上的张力附加速度,从而控制带钢的张力,其中,所述闭环PI控制的输入为跳动辊的位置偏差,所述闭环PI控制的输出为所述张力附加速度。本发明通过对跳动辊位置的控制,达到立式光亮退火炉小张力控制的目的,并通过对控制过程的优化,保持立式光亮退火炉张力在机组升降速过程中的稳定,提高产品质量。
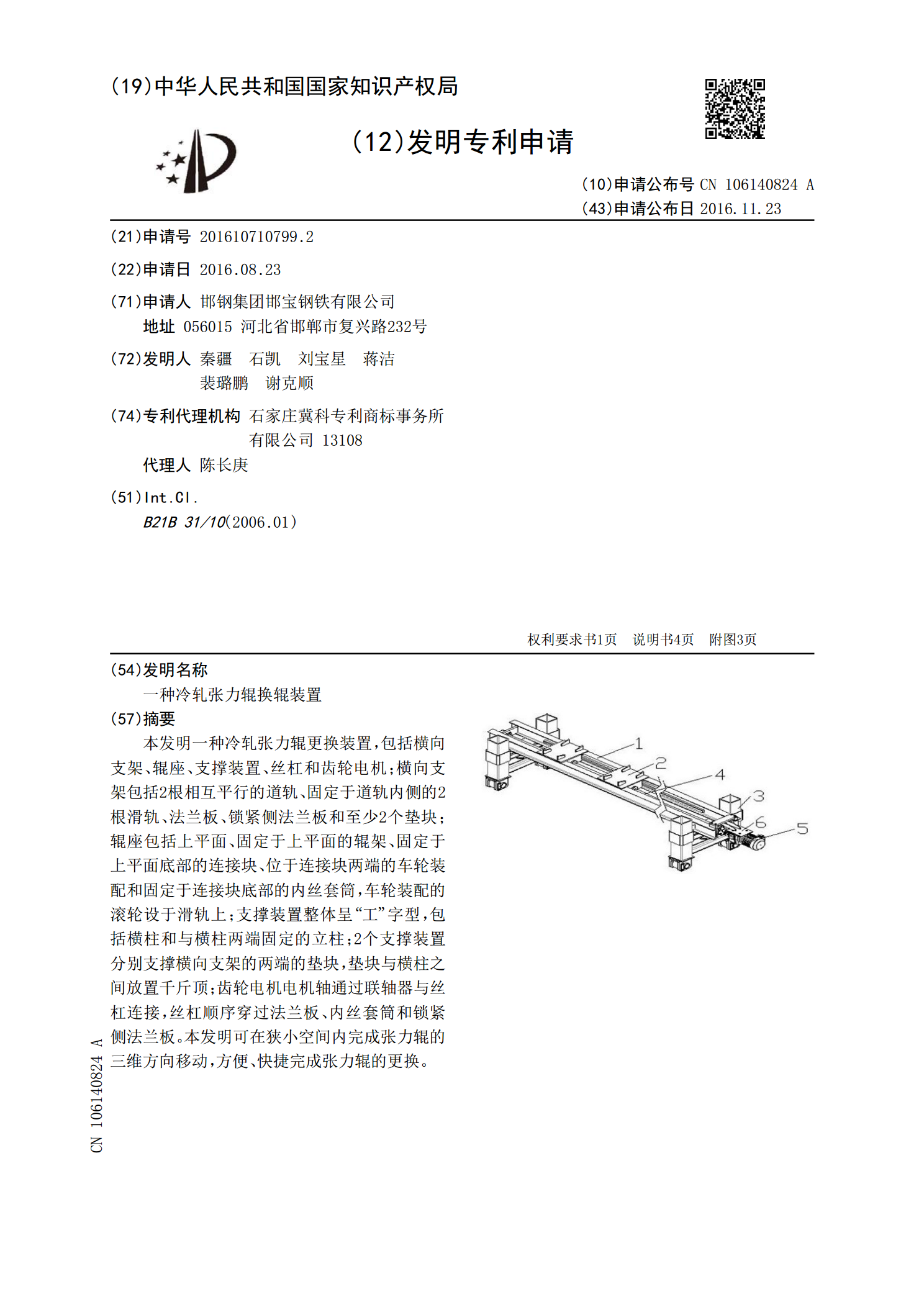
一种冷轧张力辊换辊装置.pdf
本发明一种冷轧张力辊更换装置,包括横向支架、辊座、支撑装置、丝杠和齿轮电机;横向支架包括2根相互平行的道轨、固定于道轨内侧的2根滑轨、法兰板、锁紧侧法兰板和至少2个垫块;辊座包括上平面、固定于上平面的辊架、固定于上平面底部的连接块、位于连接块两端的车轮装配和固定于连接块底部的内丝套筒,车轮装配的滚轮设于滑轨上;支撑装置整体呈“工”字型,包括横柱和与横柱两端固定的立柱;2个支撑装置分别支撑横向支架的两端的垫块,垫块与横柱之间放置千斤顶;齿轮电机电机轴通过联轴器与丝杠连接,丝杠顺序穿过法兰板、内丝套筒和锁紧侧
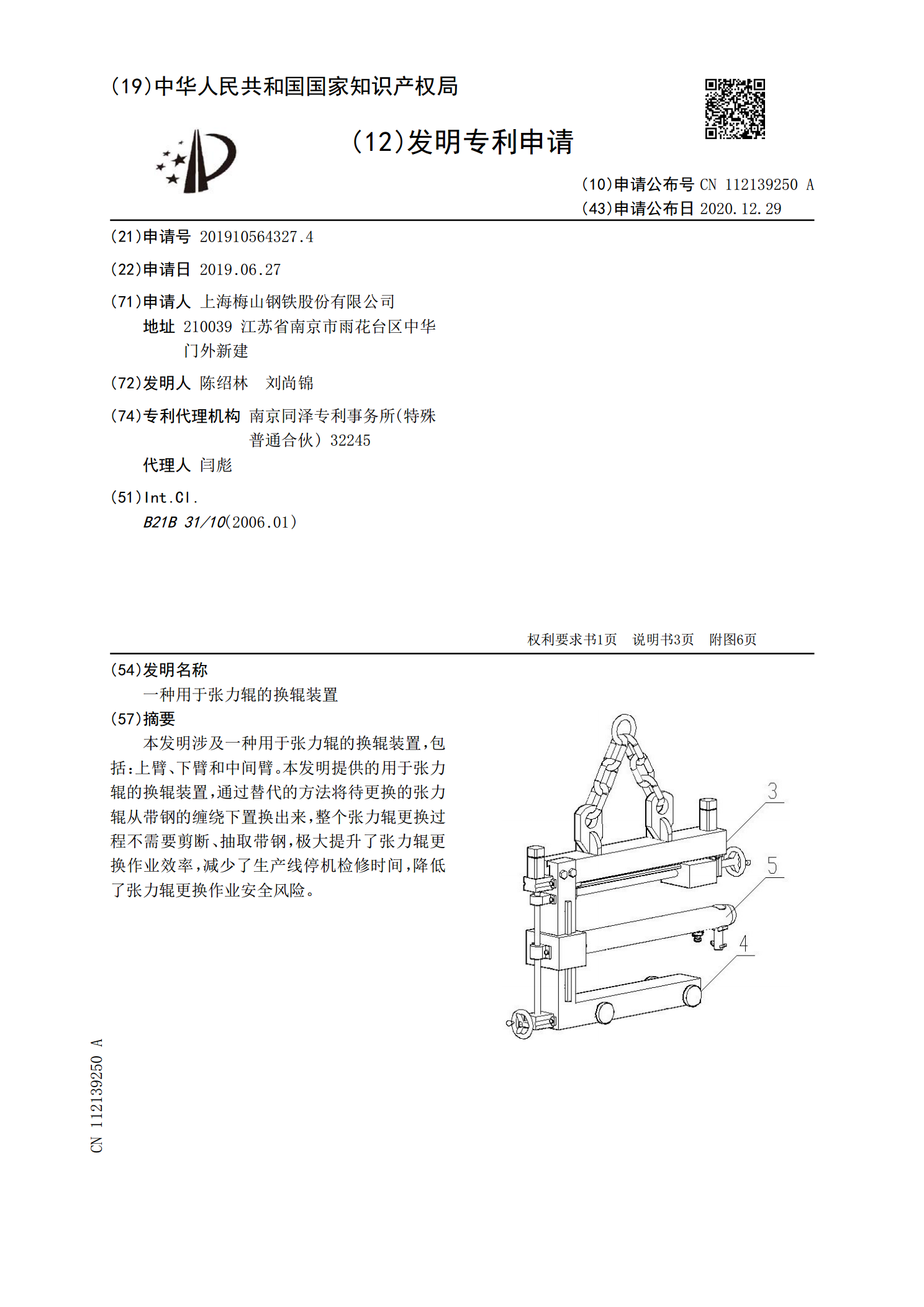
一种用于张力辊的换辊装置.pdf
本发明涉及一种用于张力辊的换辊装置,包括:上臂、下臂和中间臂。本发明提供的用于张力辊的换辊装置,通过替代的方法将待更换的张力辊从带钢的缠绕下置换出来,整个张力辊更换过程不需要剪断、抽取带钢,极大提升了张力辊更换作业效率,减少了生产线停机检修时间,降低了张力辊更换作业安全风险。

一种多辊式张力装置.pdf
本发明涉及一种多辊式张力装置。包括上机架和下机架,所述上机架位于下机架上方,上机架出料端与下机架出料端通过连接轴铰链连接,上机架下端设有三根水平放置且互相平行的上张力辊,三根上张力辊一端设有链轮并通过链条连接,下机架上端设有两根水平放置且互相平行的下张力辊,两根下张力辊分别位于相邻两根上张力辊之间下方,靠近进料端的下张力辊一端连接有安装在下机架上的减速机,下机架两侧分别设有两个导向槽,导向槽内设有滑块,两根下张力辊两端通过轴承安装在滑块上,滑块下端设有升降机,下机架上设有驱动升降机的电机,上机架和下机架的