
一种中碳冷镦钢棒线材的制造方法.pdf

一只****爱敏

1/10
2/10
3/10

4/10
5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种中碳冷镦钢棒线材的制造方法.pdf
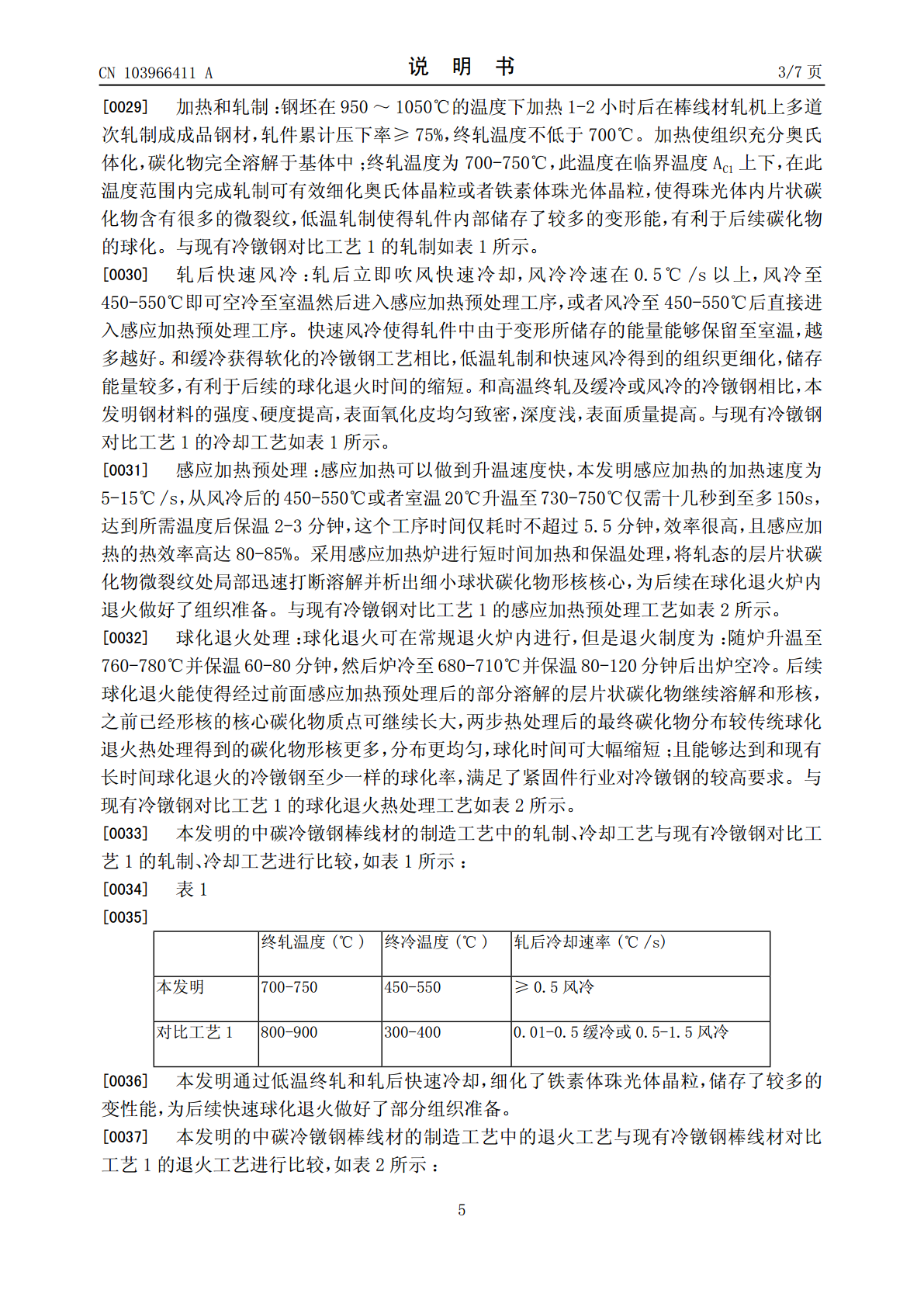
本发明涉及一种中碳冷镦钢棒线材的制造方法,采用终轧温度为700-750℃的低温轧制、≥0.5℃/s冷却至450-550℃的轧后快速风冷、以5-15℃/s的速度升温至730-750℃并保温2-3分钟的快速感应加热预处理以及先随炉升温至760-780℃并保温60-80分钟,再冷却至680-710℃并保温80-120分钟后出炉空冷的球化退火热处理,获得所述中碳冷镦钢棒线材。本发明能使中碳冷镦钢球化退火热处理时间大幅缩短50%以上,热处理效率大大提高,所获中碳冷镦钢具有与现有的长时间退火后的中碳冷镦钢至少相同的球

免退火中碳冷镦钢热轧线材的生产方法.pdf
本发明公开了一种免退火中碳冷镦钢热轧线材的生产方法,其方法步骤为:(1)冶炼钢水然后连铸成钢坯;(2)所述钢坯经缓冷释放应力;(3)将缓冷后的热轧坯加热至1150~1190℃,保温时间110~140min;然后高压水除磷;(4)将除磷后的热轧坯进行粗中轧、预精轧和精轧,其中进精轧温度965~995℃,精轧结束后,卷取温度控制在960~980℃;尺寸精度执行负公差;(5)热轧后的盘条进入冷却线,风机和保温罩均关闭,确保盘条在保温罩内的停留时间不小于40分钟;即可得到所述的热轧线材。本发明减少了拉拔量,防止因

湘钢中碳冷镦钢盘条冷镦开裂研究.docx
湘钢中碳冷镦钢盘条冷镦开裂研究Title:ResearchonCrackingofMediumCarbonCold-DrawnSteelRoundBarsatXianggangAbstract:Cold-drawnsteelroundbarsarecommonlyusedinvariousindustriesfortheirenhancedmechanicalpropertiesandimprovedsurfacefinish.However,crackingofthesebarsduringthecol

一种中碳冷镦钢线材表层脱碳的控制方法.pdf
本发明是一种中碳冷镦钢线材表层脱碳的控制方法,冷镦钢化学成分重量百分比:C:0.25~0.45%,Mn:0.45~0.90%,Si:0.05~0.40%,Cr:0.70~1.50%,Mo:0.03~0.50%,Alt:0.015~0.045,余量为Fe及不可避免的杂质。工艺为:加热炉一段炉温880~950℃,二段炉温980~1050℃,均热段炉温1050~1150℃;在炉时间为90~130min,均热段空燃比0.8左右;吐丝温度800~820℃,吐丝后以8℃/s冷速快速冷却到650℃左右。本发明可以使冷镦
一种低碳低硅冷镦钢的生产方法.pdf
一种低碳低硅冷镦钢的生产方法,钢的化学组成重量百分比为C=0.02~0.20,Si≤0.06,Mn=0.25~0.60,P≤0.020,S≤0.005,Al≥0.020,其余为Fe和不可避免的杂质。冶炼工艺为“转炉‑LF炉‑VD炉~方坯连铸”。转炉工序中钢水Si<0.01,Al=0.015~0.040;LF工序过程Al=0.015~0.040,终渣成分CaO=54~62,Al