
一种制备高平面度宽幅纯钼金属板的方法.pdf

霞英****娘子

1/9

2/9

3/9
4/9

5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种制备高平面度宽幅纯钼金属板的方法.pdf
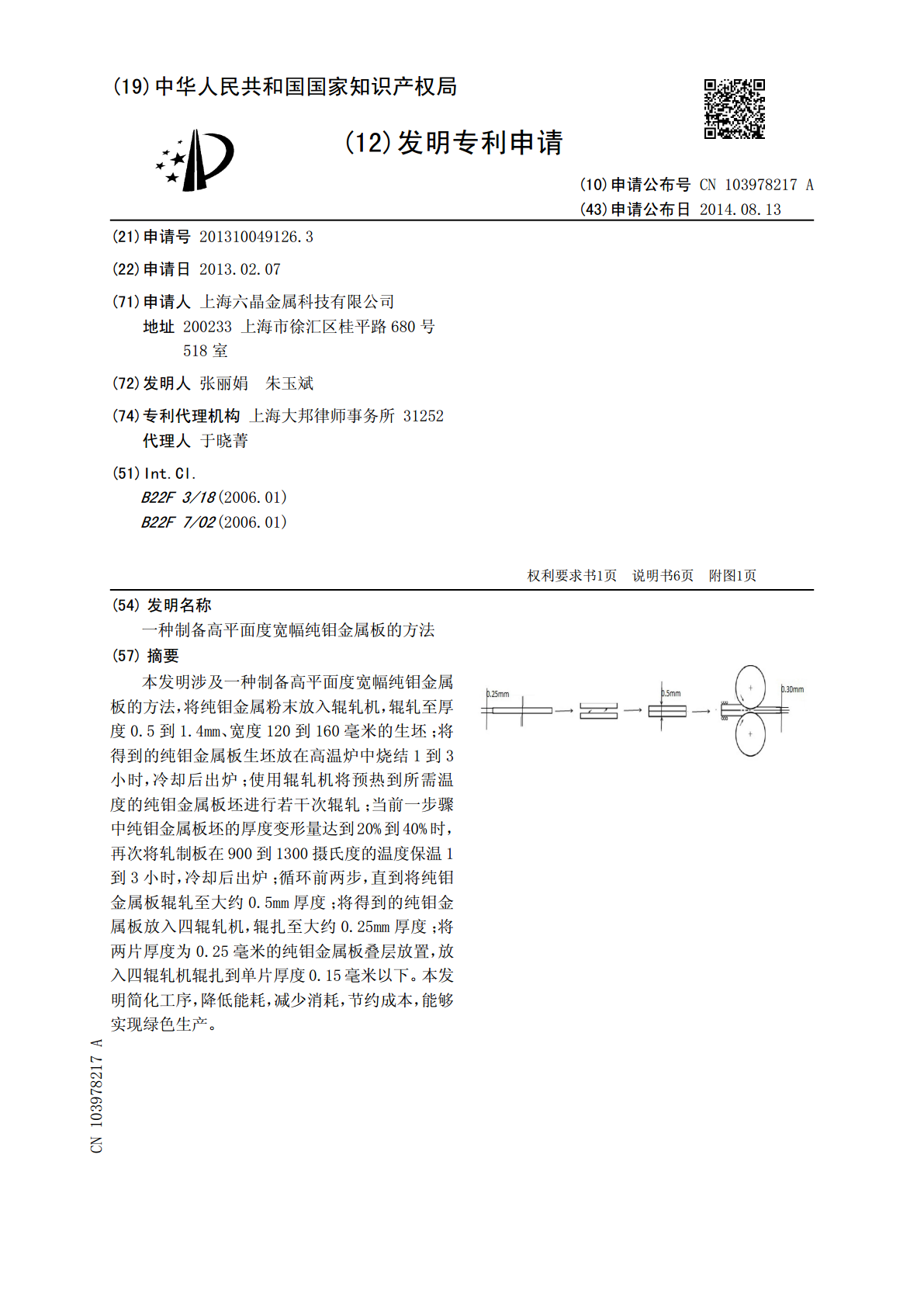
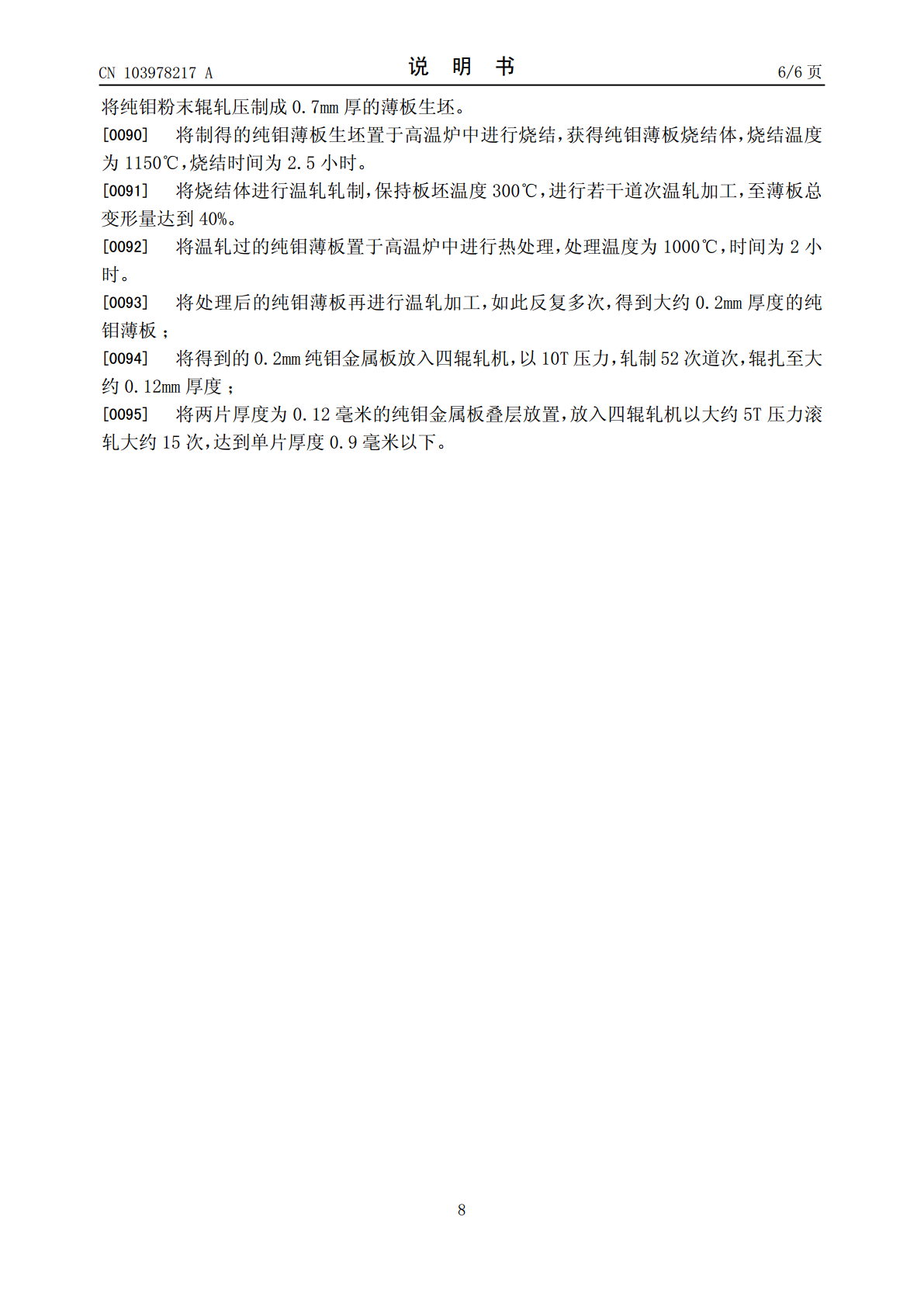
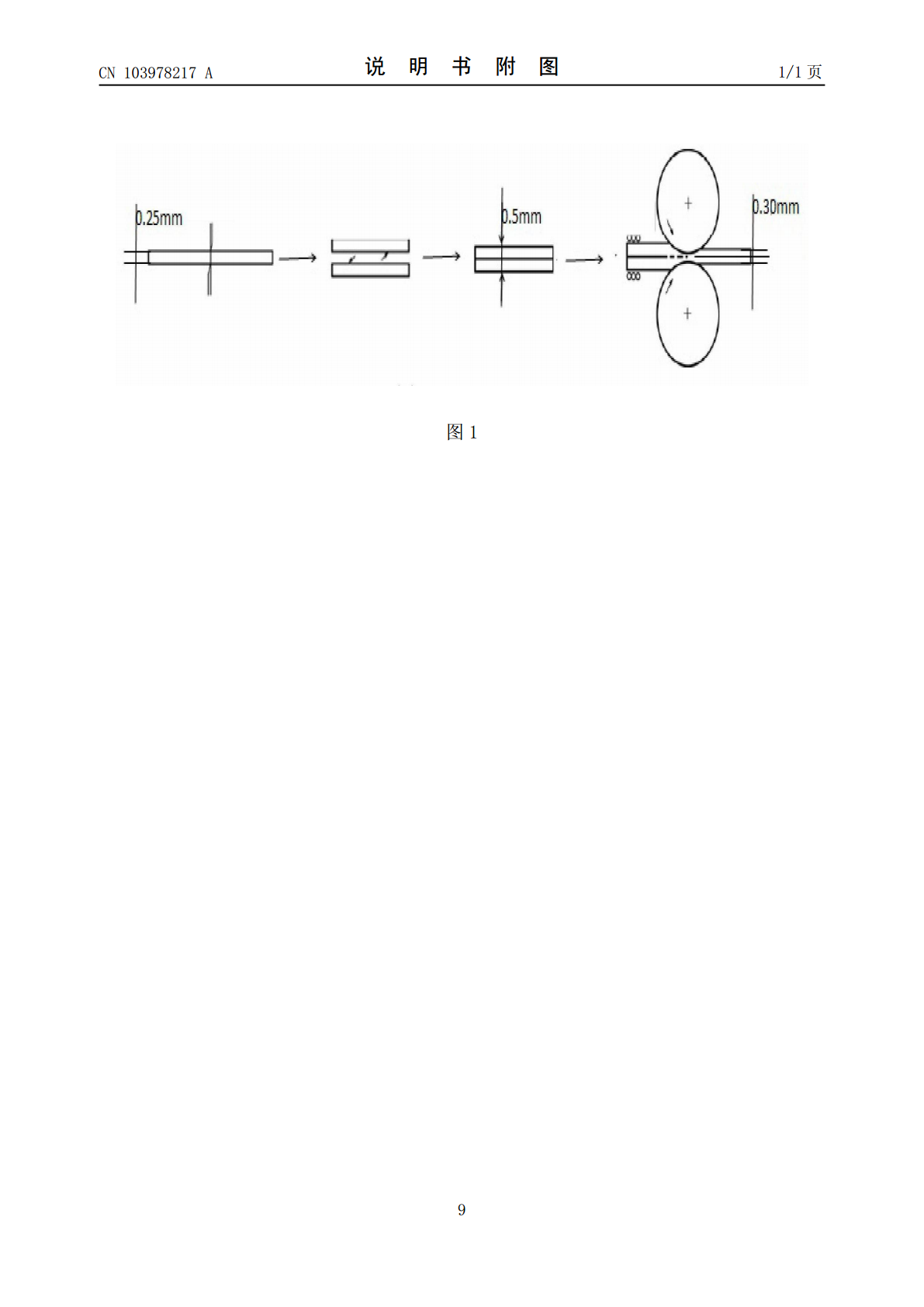
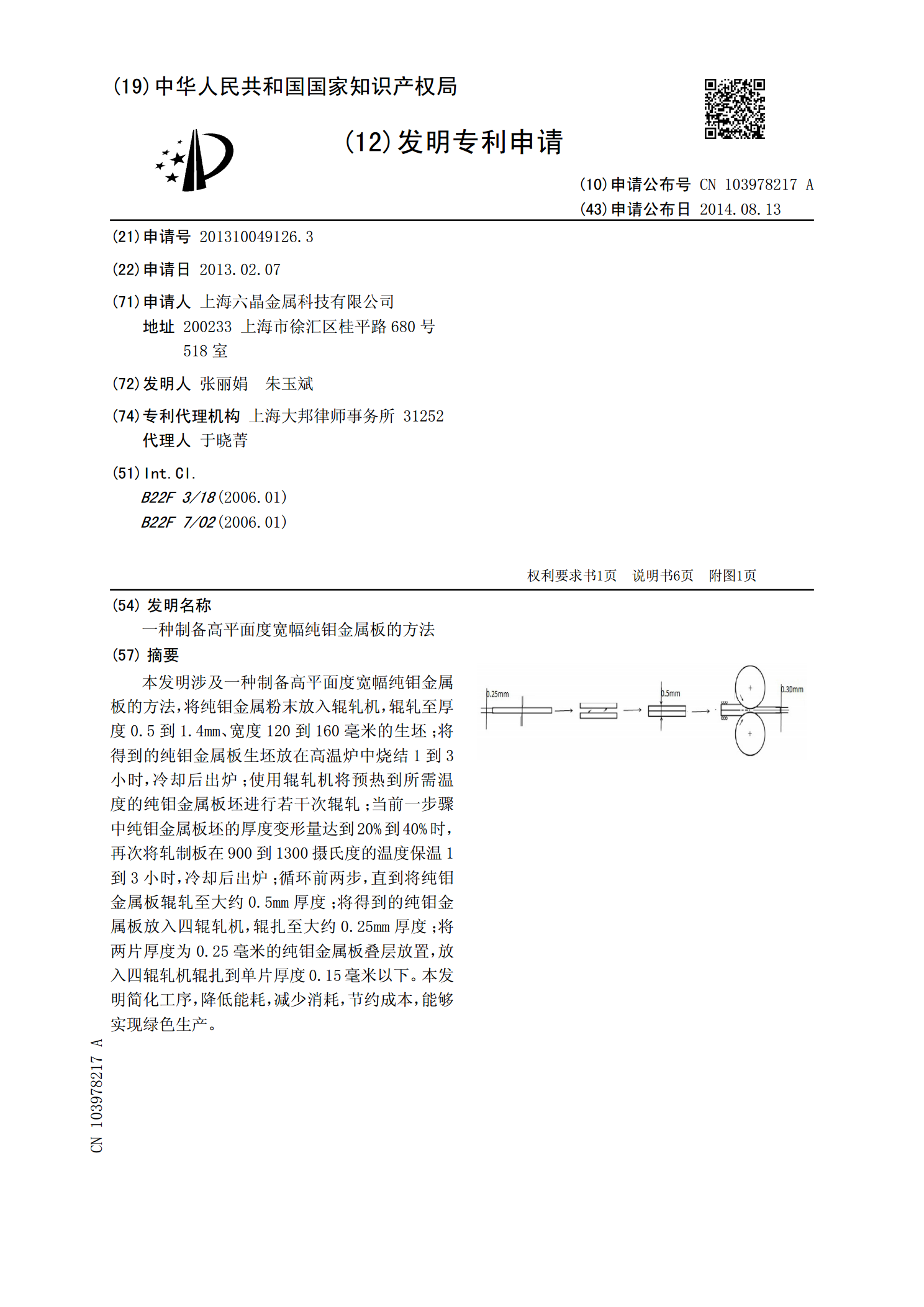
本发明涉及一种制备高平面度宽幅纯钼金属板的方法,将纯钼金属粉末放入辊轧机,辊轧至厚度0.5到1.4mm、宽度120到160毫米的生坯;将得到的纯钼金属板生坯放在高温炉中烧结1到3小时,冷却后出炉;使用辊轧机将预热到所需温度的纯钼金属板坯进行若干次辊轧;当前一步骤中纯钼金属板坯的厚度变形量达到20%到40%时,再次将轧制板在900到1300摄氏度的温度保温1到3小时,冷却后出炉;循环前两步,直到将纯钼金属板辊轧至大约0.5mm厚度;将得到的纯钼金属板放入四辊轧机,辊扎至大约0.25mm厚度;将两片厚度为0.
一种制备纯钼金属板的方法.pdf
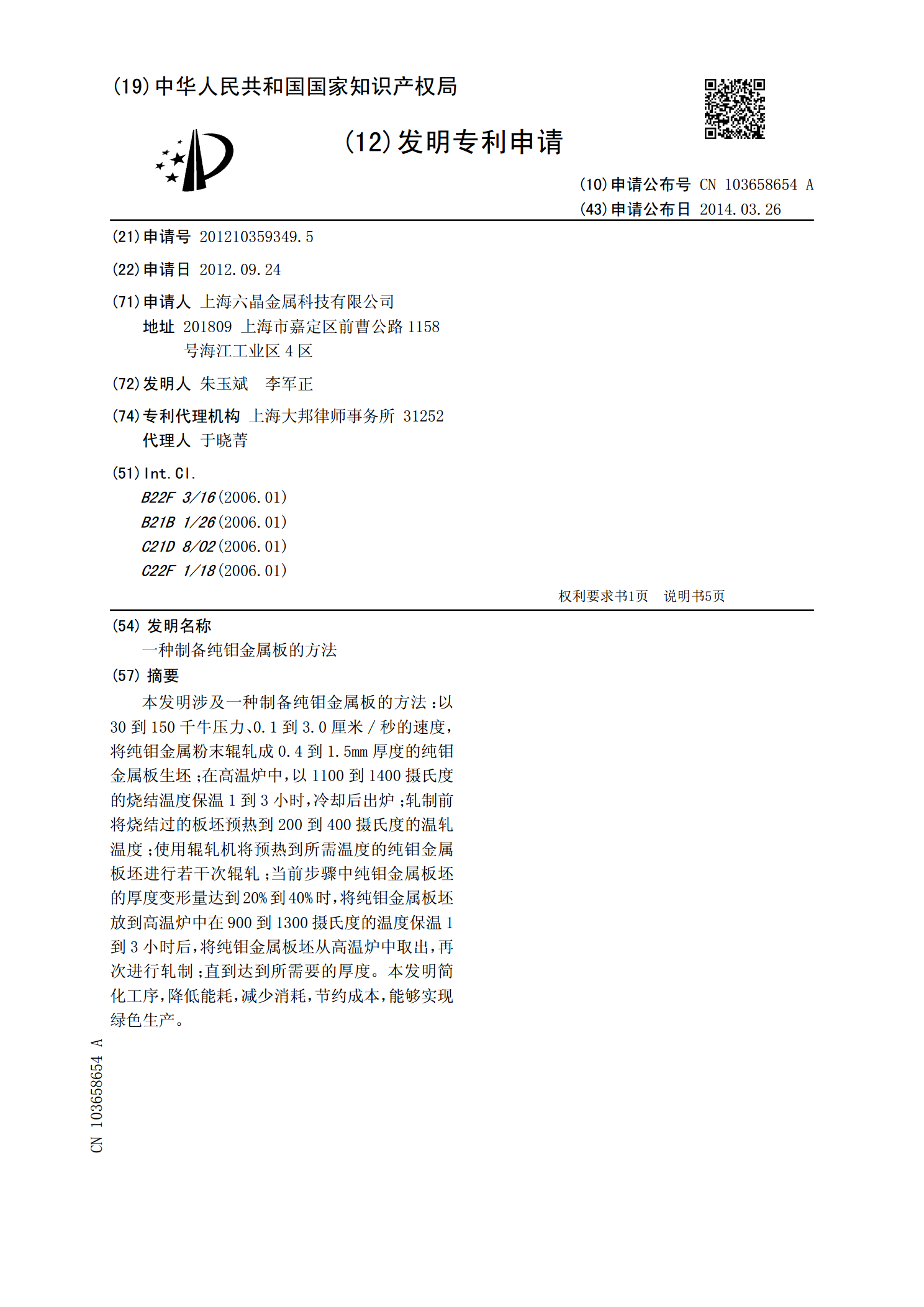
本发明涉及一种制备纯钼金属板的方法:以30到150千牛压力、0.1到3.0厘米/秒的速度,将纯钼金属粉末辊轧成0.4到1.5mm厚度的纯钼金属板生坯;在高温炉中,以1100到1400摄氏度的烧结温度保温1到3小时,冷却后出炉;轧制前将烧结过的板坯预热到200到400摄氏度的温轧温度;使用辊轧机将预热到所需温度的纯钼金属板坯进行若干次辊轧;当前步骤中纯钼金属板坯的厚度变形量达到20%到40%时,将纯钼金属板坯放到高温炉中在900到1300摄氏度的温度保温1到3小时后,将纯钼金属板坯从高温炉中取出,再次进行轧
一种高纯二硫化钼的制备方法.pdf
本发明公开了一种高纯二硫化钼的制备方法,该方法为:一、对钼精矿进行过筛,向筛下物中加水进行调和,然后置于陶瓷匣体或石英坩埚内压制成钼精矿湿饼;二、将盛放有钼精矿湿饼的陶瓷匣体或石英坩埚置于微波马弗炉中,在氮气保护下微波处理;三、将经微波处理后的钼精矿湿饼加水捣碎,得到浆料,对浆料进行超导磁分离处理,然后过滤,得到滤饼;四、对滤饼进行酸浸,然后过滤,对过滤后的滤饼进行洗涤,烘干,粉碎,得到二硫化钼。本发明通过微波处理和超导磁分离去除钼精矿中的异相矿物杂质,精制了钼精矿,最后通过酸浸可得到产品质量纯度不小于9
一种高纯二硫化钼的制备方法.pdf
本发明属于二硫化钼制备技术领域,具体涉及一种高纯二硫化钼的制备方法。该方法以钼酸铵和单质硫为原料,在离子液体中共热反应,反应结束后过滤得到四硫代钼酸铵中间产物;四硫代钼酸铵中间产物酸化得到三硫化钼;三硫化钼脱硫得到二硫化钼。本申请使用单质硫作为硫代物,三硫化钼在脱硫转化为二硫化钼时候产生单质硫,单质硫可以重新循环至该反应作为原料,不产生材料的浪费,进一步降低了成产成本。
一种高纯二硫化钼的制备方法.pdf
本发明公开一种高纯二硫化钼的制备方法,将酸浸‑真空蒸馏联合制备得到高纯二硫化钼,先酸浸再真空蒸馏,或者先真空蒸馏再酸浸;本发明制备高纯二硫化钼,流程短,降低能耗,成本低,金属回收率高,是提纯二硫化钼的有效方法。