
一种超薄宽幅软态紫铜带的生产方法.pdf

丹烟****魔王


1/4
2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种超薄宽幅软态紫铜带的生产方法.pdf
本发明公开了一种软态紫铜带的生产方法,属于紫铜带的生产工艺,该方法解决了该类材料轧制起步难的问题;轧制成功后的硬态成品带材经过清洗除油后,通过拉弯矫直改善整卷带材的板型,然后经剪切机将大卷重的成品带材分切为500kg左右卷重的小卷,以较小的张力将材料卷取在耐高温材料所制的套筒上,之后将分切好的成品带材使用辊底式光亮退火炉进行退火,由于成品材料在卷取时的张力小、卷重小,同时又受到辊底炉内保护气氛的保护,退火后带材完全达到不粘结、不氧化、性能良好的效果,可直接包装入库进行销售。本发明具有厚度薄、板面宽、板型优
一种超薄宽幅紫铜带的单机架可逆轧制工艺.pdf
本发明公开了一种超薄宽幅紫铜带的单机架可逆轧制工艺,具体涉及紫铜带可逆轧制技术领域,其技术方案是:包括具体步骤如下:S1,将紫铜原料放入到中频炉中进行熔炼,直至达到液体状态;S2,通过连铸机将得到的熔炼液体,形成一定的断面形状和一定的尺寸规格铸坯,并通过水进行冷却,直至铸坯降至20℃‑30℃;S3,将铸坯放入到锻压机中进行锻压,得到紫铜板料;S4,将紫铜板料放入到水中,并对紫铜板料进行清洗,本发明的有益效果是:通过轧机对紫铜板料进行四次轧制,然后再通过可逆式轧机对紫铜带进行可逆轧制,这样不仅会降低紫铜带的
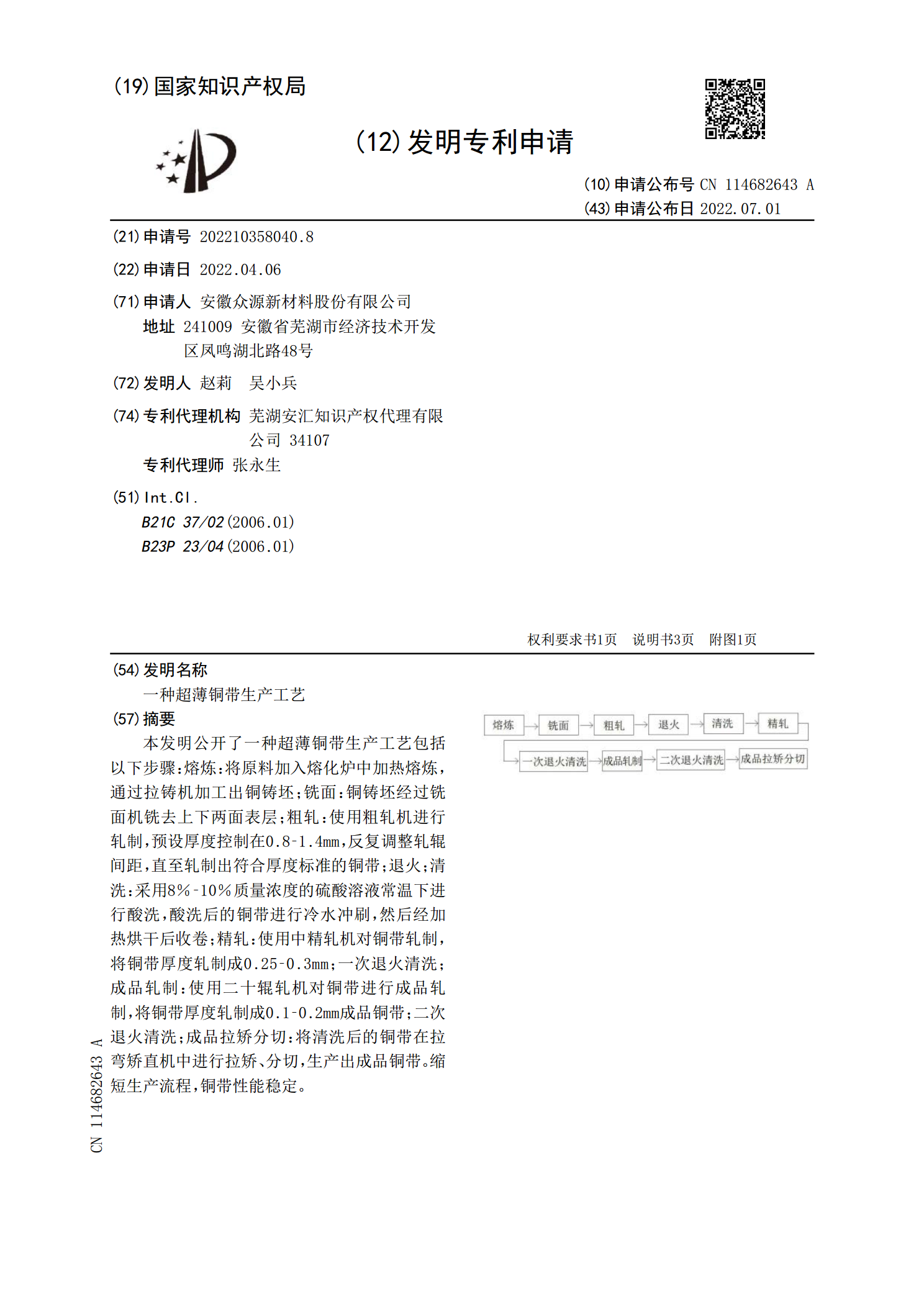
一种超薄铜带生产工艺.pdf
本发明公开了一种超薄铜带生产工艺包括以下步骤:熔炼:将原料加入熔化炉中加热熔炼,通过拉铸机加工出铜铸坯;铣面:铜铸坯经过铣面机铣去上下两面表层;粗轧:使用粗轧机进行轧制,预设厚度控制在0.8‑1.4mm,反复调整轧辊间距,直至轧制出符合厚度标准的铜带;退火;清洗:采用8%‑10%质量浓度的硫酸溶液常温下进行酸洗,酸洗后的铜带进行冷水冲刷,然后经加热烘干后收卷;精轧:使用中精轧机对铜带轧制,将铜带厚度轧制成0.25‑0.3mm;一次退火清洗;成品轧制:使用二十辊轧机对铜带进行成品轧制,将铜带厚度轧制成0.1

一种超软态裸铜带退火系统.pdf
本发明公开了一种超软态裸铜带退火系统,包括下退火水箱,所述下退火水箱里设置有负极退火轮,所述负极退火轮上方依次设置有退火室和正极退火轮,所述退火室上设置有退火主体,该退火主体内设有容纳裸铜带、退火室的空腔,所述空腔的上、下端分别是进口和出口,所述空腔包括加热槽和保温区,其中所述加热槽的宽度比保温区的窄,所述保温区的侧壁开有进水口,所述进水口和保温区之间还设置有储存区,所述储存区和保温区之间通过透孔组连通;该退火系统充分考虑超软态裸铜带的退火要求和特点,通过合理的结构改造,利用退火主体的储存区容积增压设计和
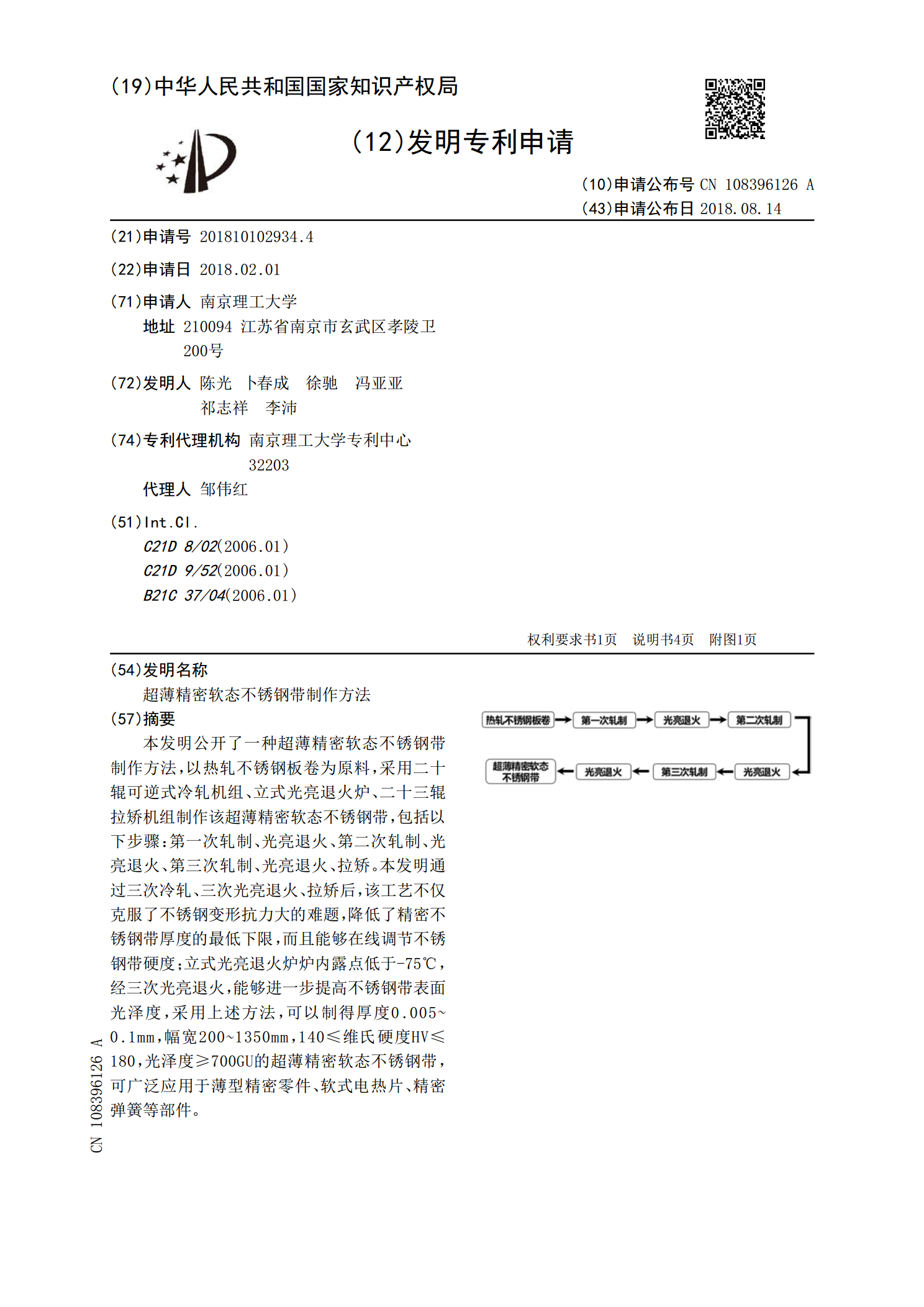
超薄精密软态不锈钢带制作方法.pdf
本发明公开了一种超薄精密软态不锈钢带制作方法,以热轧不锈钢板卷为原料,采用二十辊可逆式冷轧机组、立式光亮退火炉、二十三辊拉矫机组制作该超薄精密软态不锈钢带,包括以下步骤:第一次轧制、光亮退火、第二次轧制、光亮退火、第三次轧制、光亮退火、拉矫。本发明通过三次冷轧、三次光亮退火、拉矫后,该工艺不仅克服了不锈钢变形抗力大的难题,降低了精密不锈钢带厚度的最低下限,而且能够在线调节不锈钢带硬度;立式光亮退火炉炉内露点低于‑75℃,经三次光亮退火,能够进一步提高不锈钢带表面光泽度,采用上述方法,可以制得厚度0.005