
轧钢加热炉板坯加热控制方法及系统.pdf

Do****76


1/10

2/10
3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
轧钢加热炉板坯加热控制方法及系统.pdf
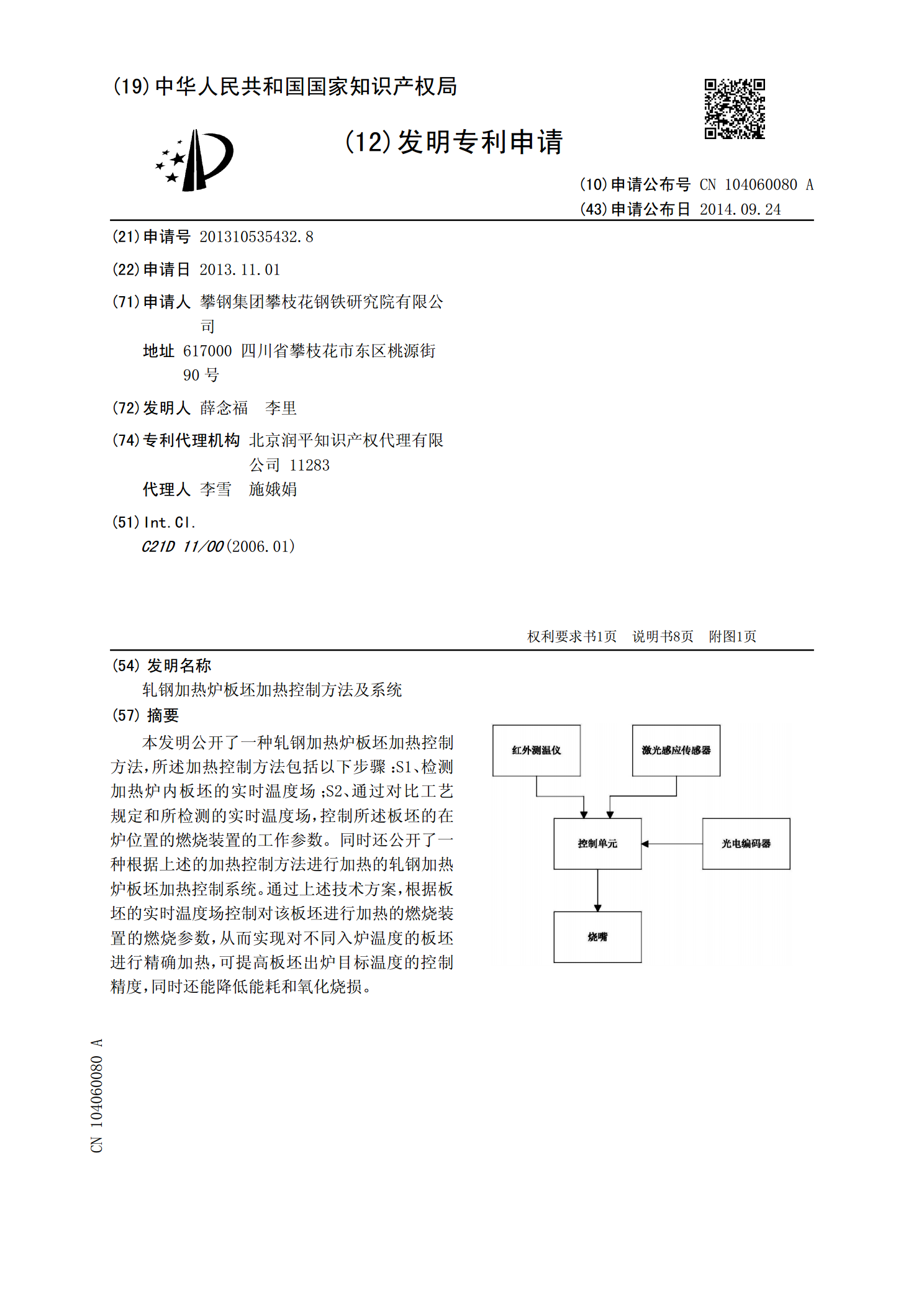
本发明公开了一种轧钢加热炉板坯加热控制方法,所述加热控制方法包括以下步骤:S1、检测加热炉内板坯的实时温度场;S2、通过对比工艺规定和所检测的实时温度场,控制所述板坯的在炉位置的燃烧装置的工作参数。同时还公开了一种根据上述的加热控制方法进行加热的轧钢加热炉板坯加热控制系统。通过上述技术方案,根据板坯的实时温度场控制对该板坯进行加热的燃烧装置的燃烧参数,从而实现对不同入炉温度的板坯进行精确加热,可提高板坯出炉目标温度的控制精度,同时还能降低能耗和氧化烧损。

板坯加热炉控制系统及方法.pdf
本发明涉及炼钢铸坯领域,具体涉及一种板坯加热炉控制系统及方法,大地减少了对铸坯抽出目标温度不必要的修正,提高了铸坯抽出温度控制的稳定性,同时使板坯出炉目标温度控制精度大幅提高,提高了板坯加热质量。本发明板坯加热炉控制系统应用于板坯加热炉装置,板坯加热炉装置包括加热炉、除鳞机以及粗轧机,所述除鳞机分别与加热炉以及粗轧机连接,包括控制模块与温度检测模块,所述控制模块分别与温度检测模块以及加热炉连接。本发明适用于板坯加热控制。
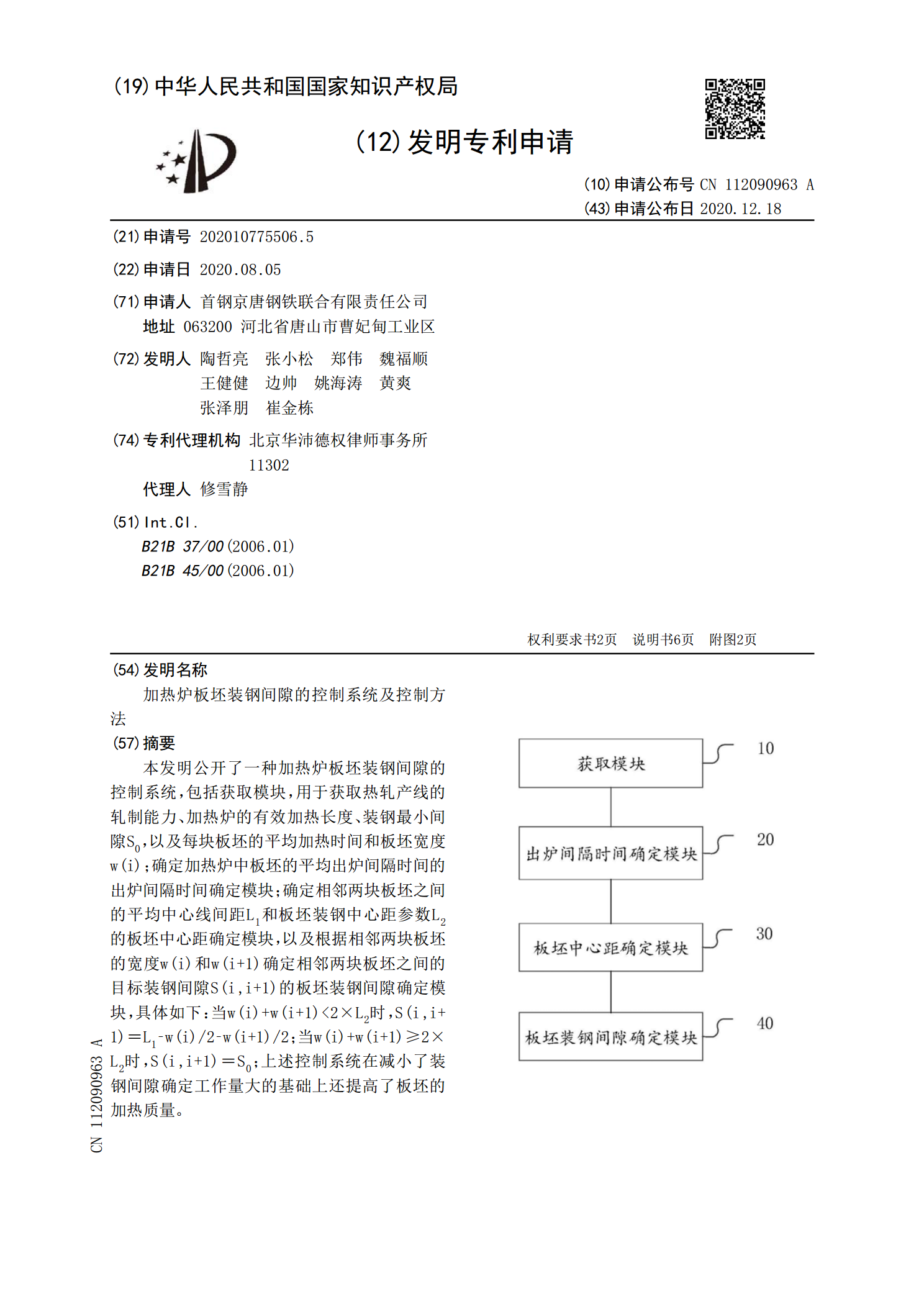
加热炉板坯装钢间隙的控制系统及控制方法.pdf
本发明公开了一种加热炉板坯装钢间隙的控制系统,包括获取模块,用于获取热轧产线的轧制能力、加热炉的有效加热长度、装钢最小间隙S

板坯加热炉控制系统的研究与应用.docx
板坯加热炉控制系统的研究与应用板坯加热炉控制系统的研究与应用摘要:随着工业自动化的迅速发展和技术的不断进步,板坯加热炉控制系统作为炼钢行业的重要组成部分,其研究与应用已经成为学术界和工程界的研究热点。本文主要从板坯加热炉控制系统的概述、工艺流程、系统组成及其优化设计等方面进行探讨,旨在提供一个全面的论述框架,以促进该领域的科研工作和应用开发。一、引言板坯加热炉控制系统是炼钢过程中的关键设备之一,它主要负责对板坯进行加热和控温,确保炼钢过程的质量和效率。近年来,随着钢铁行业的快速发展和对板坯加工质量要求的不
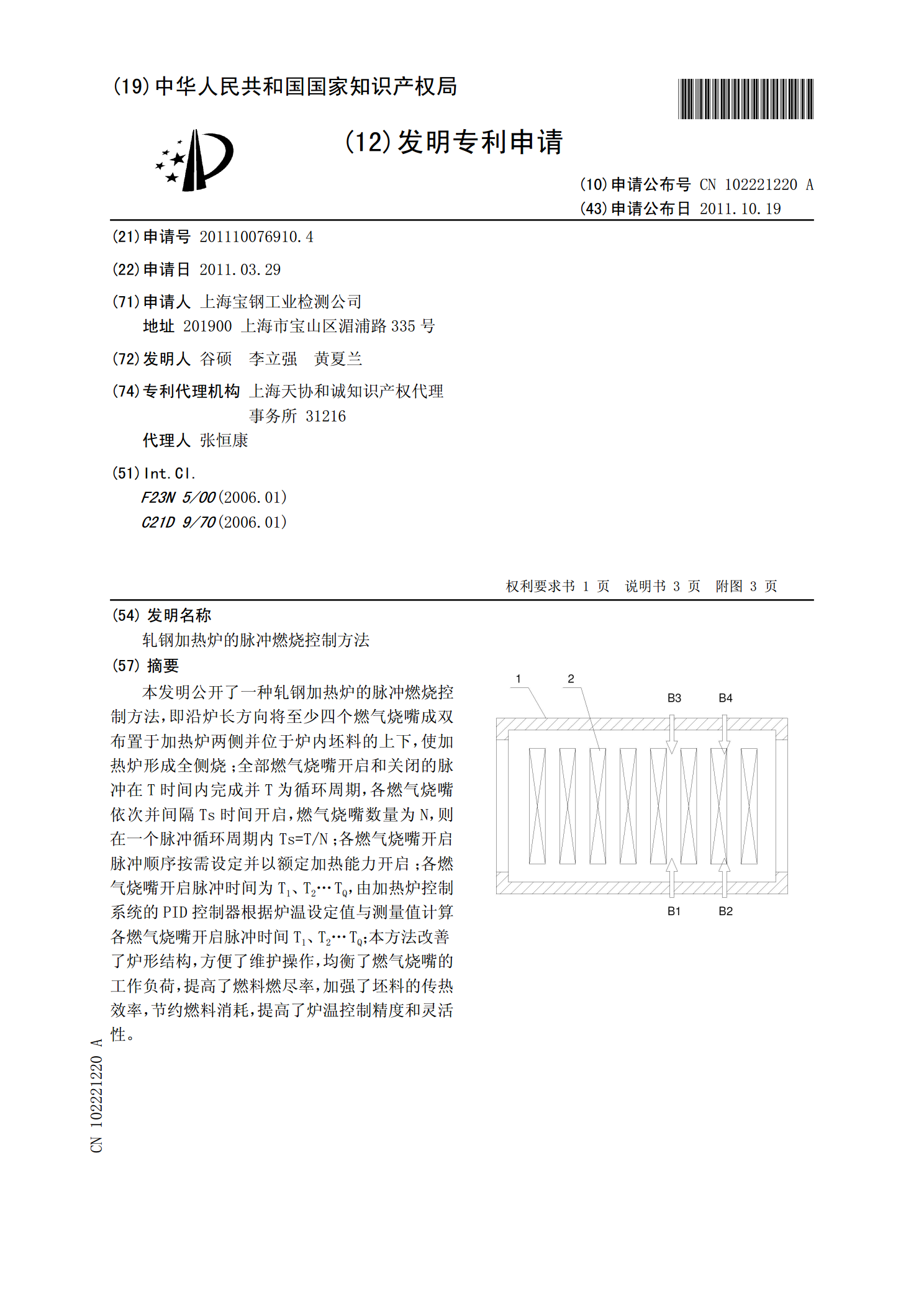
轧钢加热炉的脉冲燃烧控制方法.pdf
本发明公开了一种轧钢加热炉的脉冲燃烧控制方法,即沿炉长方向将至少四个燃气烧嘴成双布置于加热炉两侧并位于炉内坯料的上下,使加热炉形成全侧烧;全部燃气烧嘴开启和关闭的脉冲在T时间内完成并T为循环周期,各燃气烧嘴依次并间隔Ts时间开启,燃气烧嘴数量为N,则在一个脉冲循环周期内Ts=T/N;各燃气烧嘴开启脉冲顺序按需设定并以额定加热能力开启;各燃气烧嘴开启脉冲时间为T1、T2…TQ,由加热炉控制系统的PID控制器根据炉温设定值与测量值计算各燃气烧嘴开启脉冲时间T1、T2…TQ;本方法改善了炉形结构,方便了维护操作