
板坯加热炉控制系统及方法.pdf

青团****青吖

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

板坯加热炉控制系统及方法.pdf
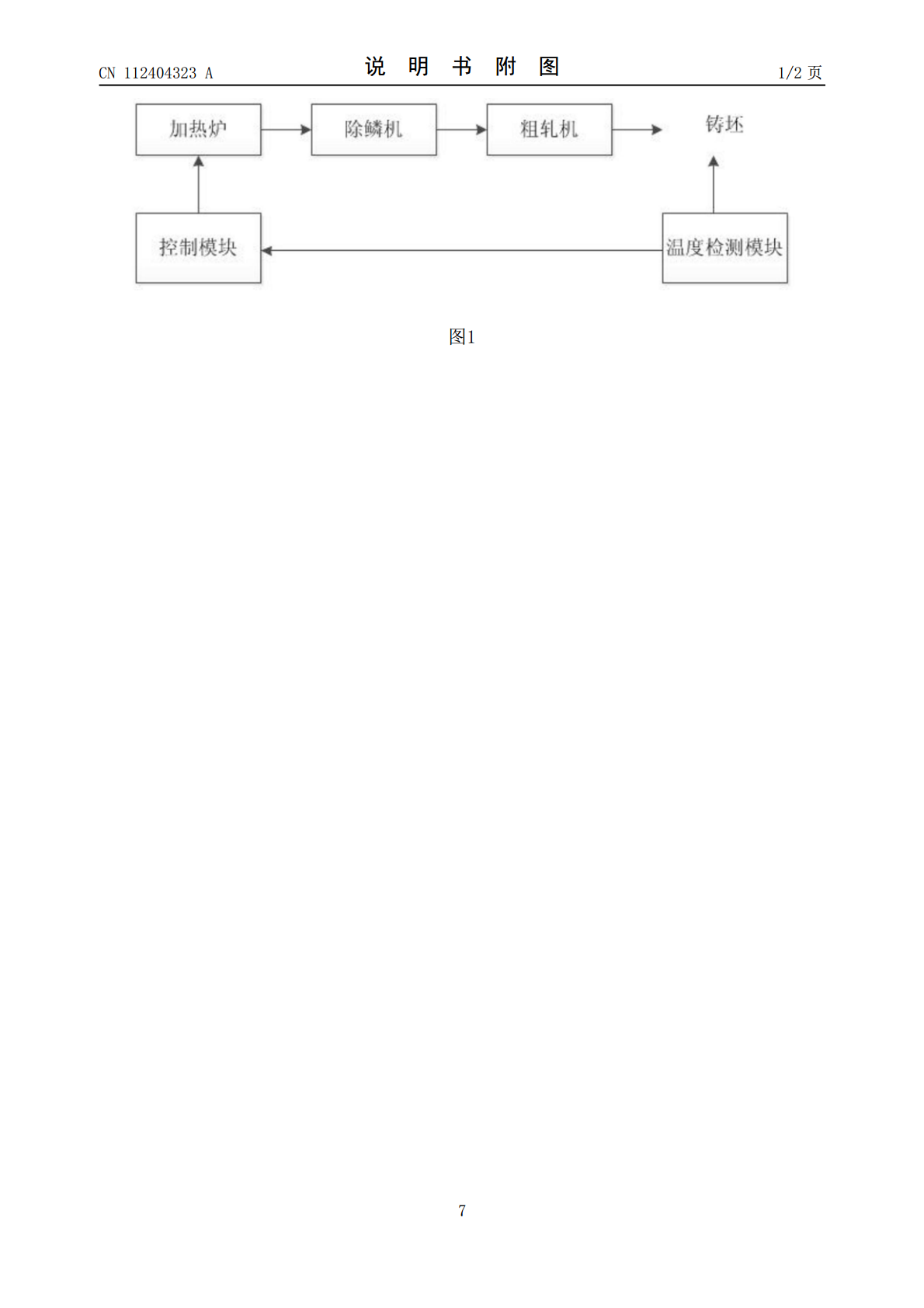
本发明涉及炼钢铸坯领域,具体涉及一种板坯加热炉控制系统及方法,大地减少了对铸坯抽出目标温度不必要的修正,提高了铸坯抽出温度控制的稳定性,同时使板坯出炉目标温度控制精度大幅提高,提高了板坯加热质量。本发明板坯加热炉控制系统应用于板坯加热炉装置,板坯加热炉装置包括加热炉、除鳞机以及粗轧机,所述除鳞机分别与加热炉以及粗轧机连接,包括控制模块与温度检测模块,所述控制模块分别与温度检测模块以及加热炉连接。本发明适用于板坯加热控制。
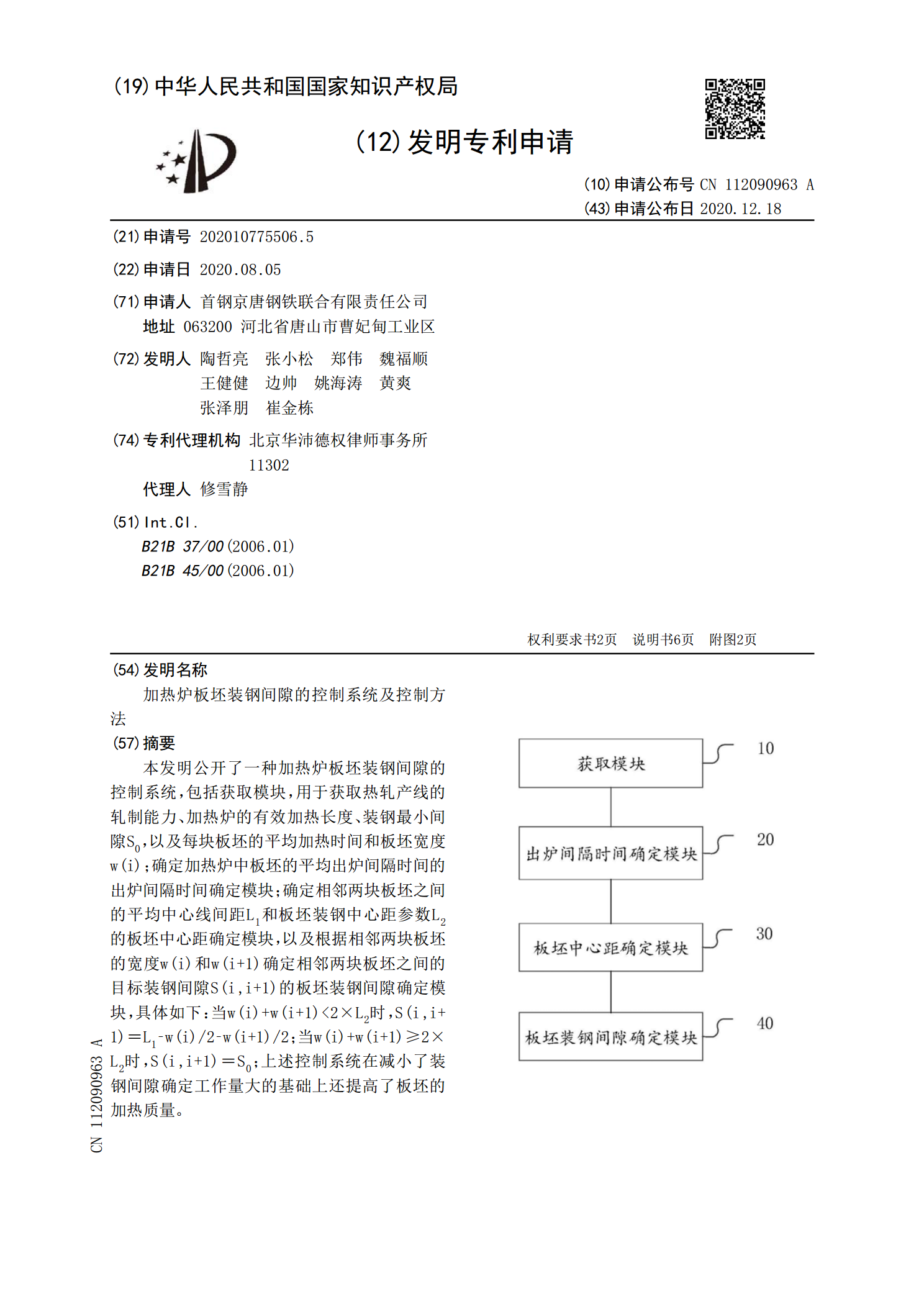
加热炉板坯装钢间隙的控制系统及控制方法.pdf
本发明公开了一种加热炉板坯装钢间隙的控制系统,包括获取模块,用于获取热轧产线的轧制能力、加热炉的有效加热长度、装钢最小间隙S

板坯加热炉控制系统的研究与应用.docx
板坯加热炉控制系统的研究与应用板坯加热炉控制系统的研究与应用摘要:随着工业自动化的迅速发展和技术的不断进步,板坯加热炉控制系统作为炼钢行业的重要组成部分,其研究与应用已经成为学术界和工程界的研究热点。本文主要从板坯加热炉控制系统的概述、工艺流程、系统组成及其优化设计等方面进行探讨,旨在提供一个全面的论述框架,以促进该领域的科研工作和应用开发。一、引言板坯加热炉控制系统是炼钢过程中的关键设备之一,它主要负责对板坯进行加热和控温,确保炼钢过程的质量和效率。近年来,随着钢铁行业的快速发展和对板坯加工质量要求的不
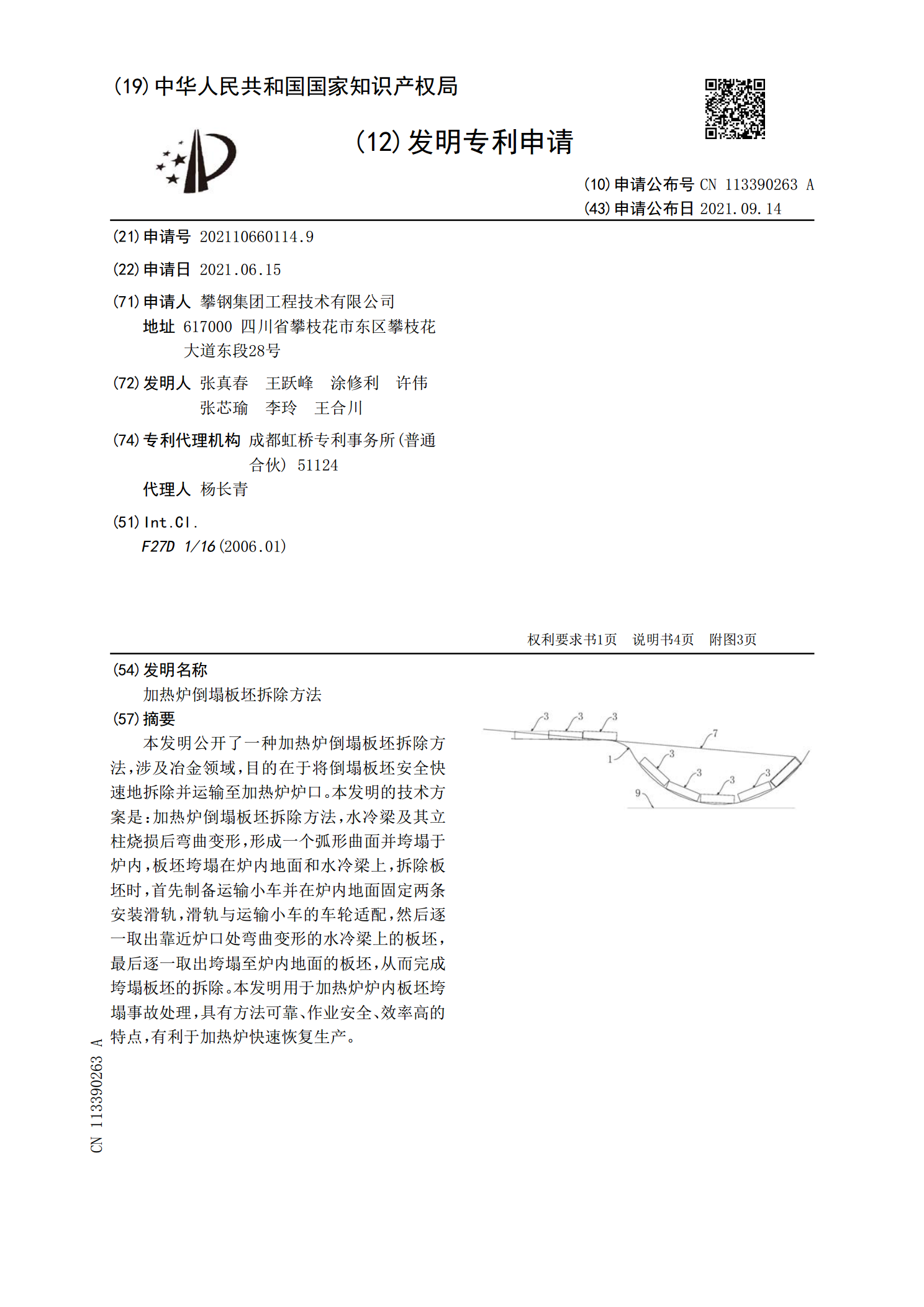
加热炉倒塌板坯拆除方法.pdf
本发明公开了一种加热炉倒塌板坯拆除方法,涉及冶金领域,目的在于将倒塌板坯安全快速地拆除并运输至加热炉炉口。本发明的技术方案是:加热炉倒塌板坯拆除方法,水冷梁及其立柱烧损后弯曲变形,形成一个弧形曲面并垮塌于炉内,板坯垮塌在炉内地面和水冷梁上,拆除板坯时,首先制备运输小车并在炉内地面固定两条安装滑轨,滑轨与运输小车的车轮适配,然后逐一取出靠近炉口处弯曲变形的水冷梁上的板坯,最后逐一取出垮塌至炉内地面的板坯,从而完成垮塌板坯的拆除。本发明用于加热炉炉内板坯垮塌事故处理,具有方法可靠、作业安全、效率高的特点,有利

一种厚规格板坯加热炉加热薄板坯的方法.pdf
本发明公开了一种厚规格板坯加热炉加热薄板坯的方法,属于热轧生产技术领域。所述厚规格板坯加热炉加热薄板坯的方法包括:第二批次的多个第一薄板坯中的第一个第一薄板坯与第一批次的多个第一厚板坯中的最后一个第一厚板坯之间有第一间距,将多个第一薄板坯中前a个第一薄板坯送入多个加热炉中第b个加热炉内,多个第一薄板坯中其余第一薄板坯依次交替送入多个加热炉内,多个第一薄板坯中最后c个第一薄板坯依次交替送入多个加热炉中除了第b个加热炉以外的加热炉中,进行加热。本发明厚规格板坯加热炉加热薄板坯的方法实现了加热品种的多样化,释放