
轧钢加热炉的脉冲燃烧控制方法.pdf

文光****iu


1/8
2/8

3/8

4/8

5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
轧钢加热炉的脉冲燃烧控制方法.pdf
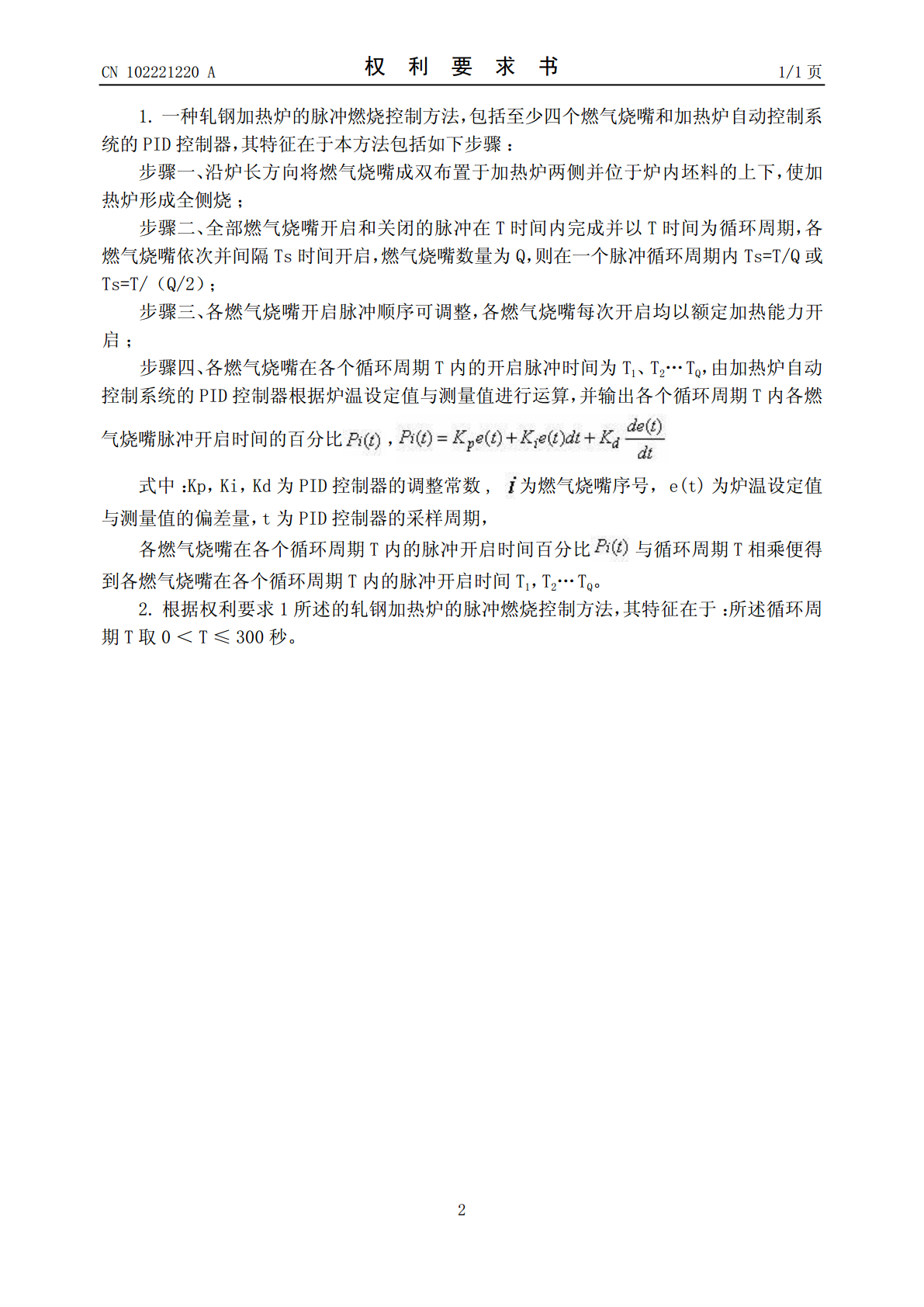
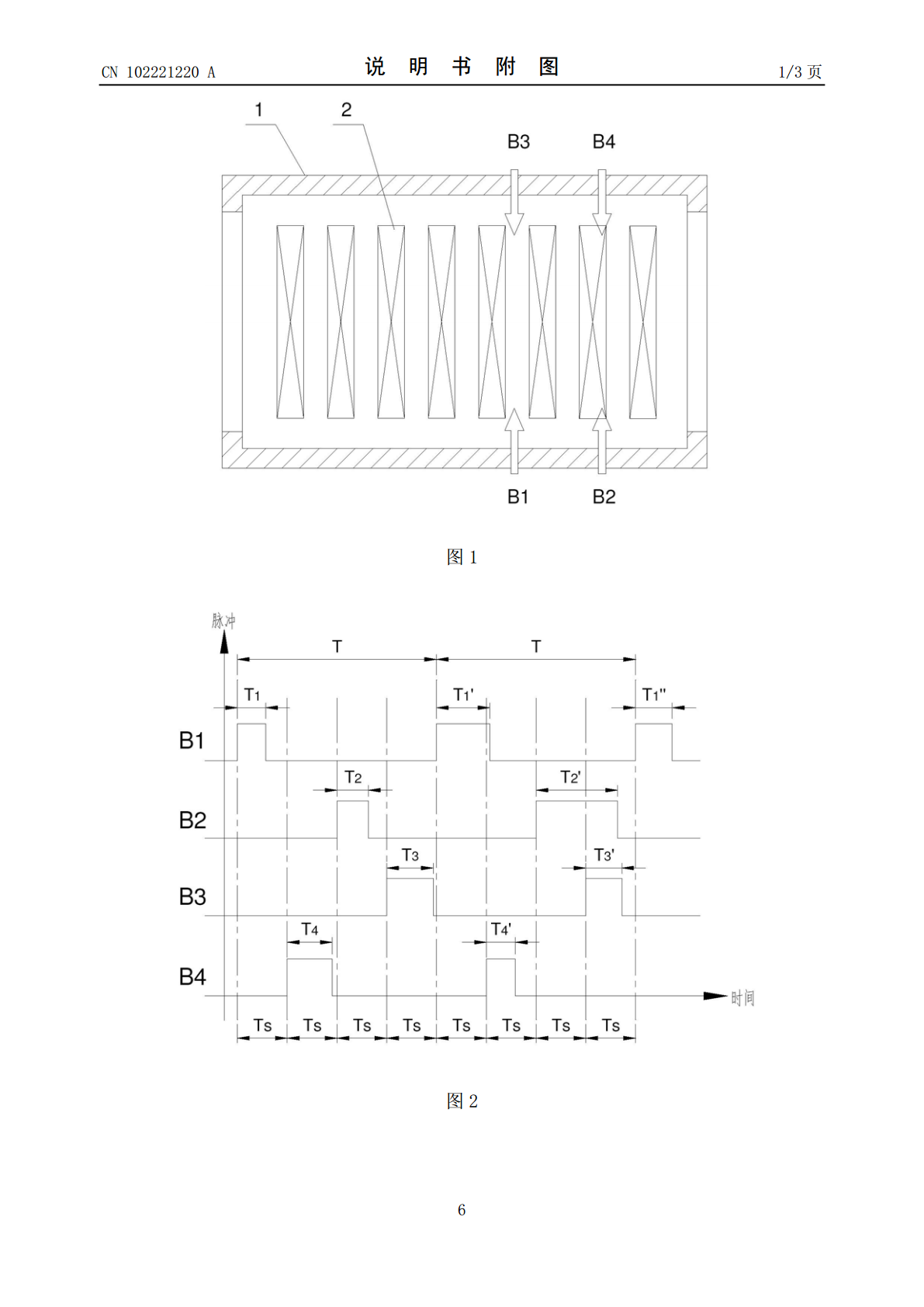
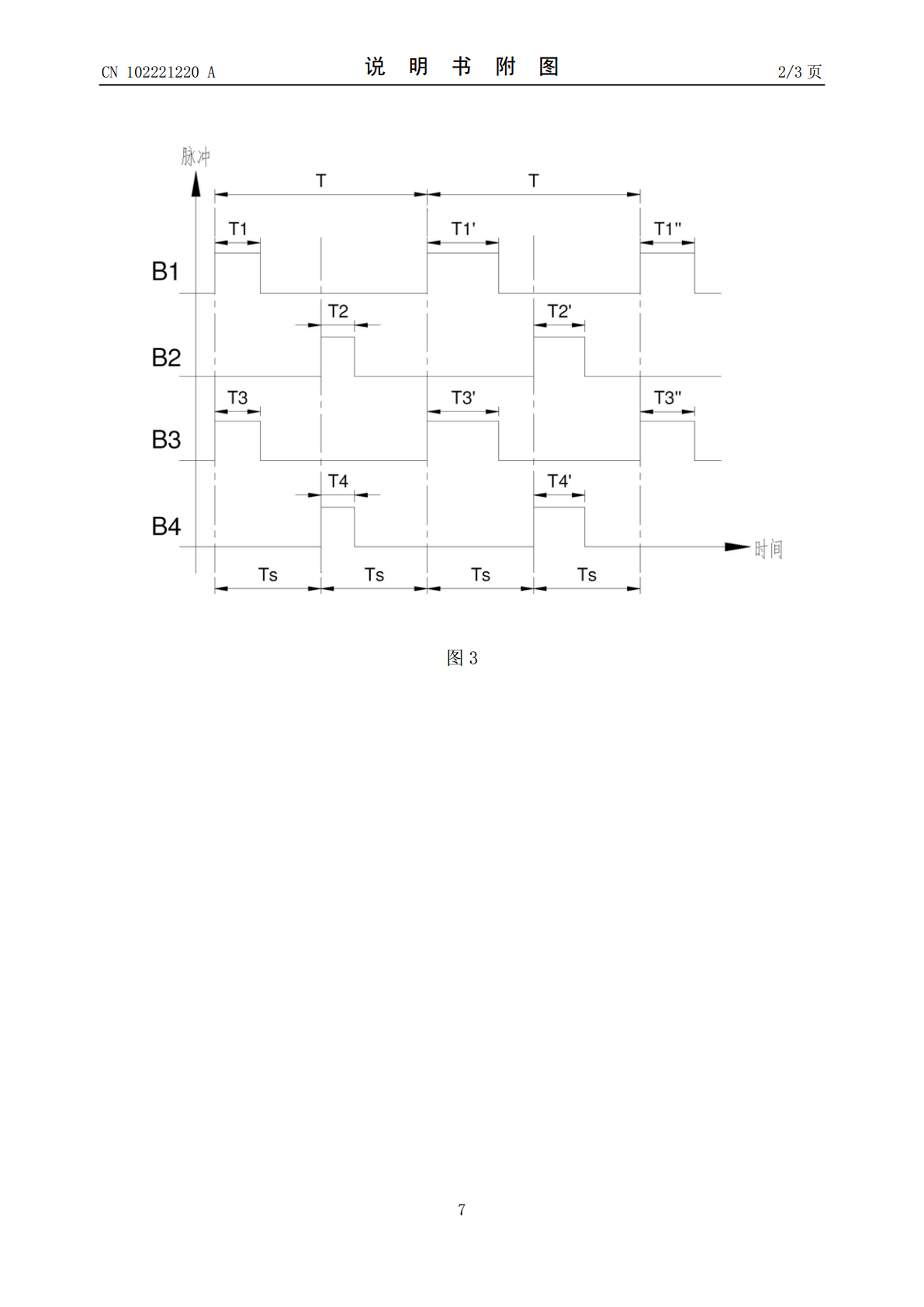
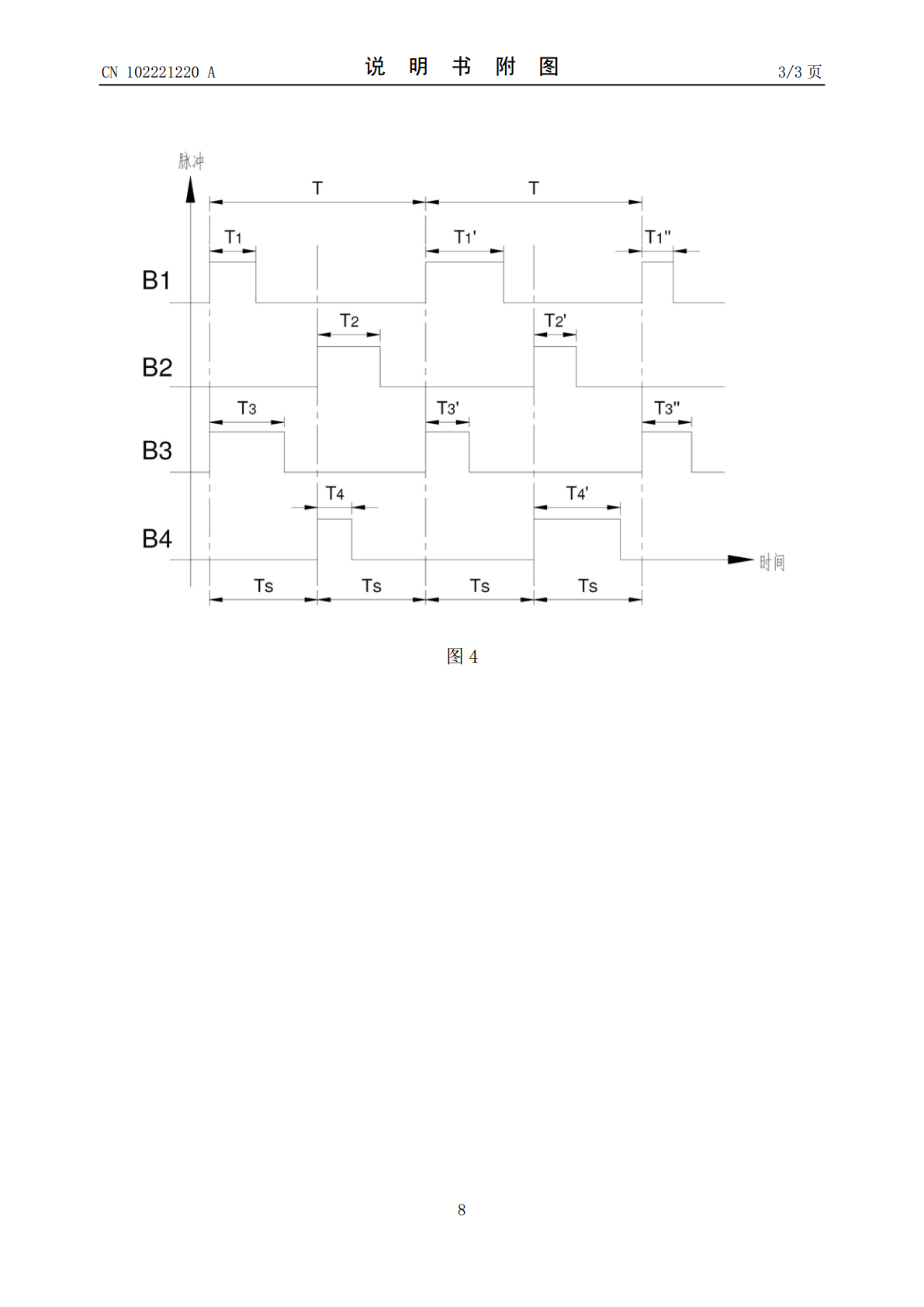
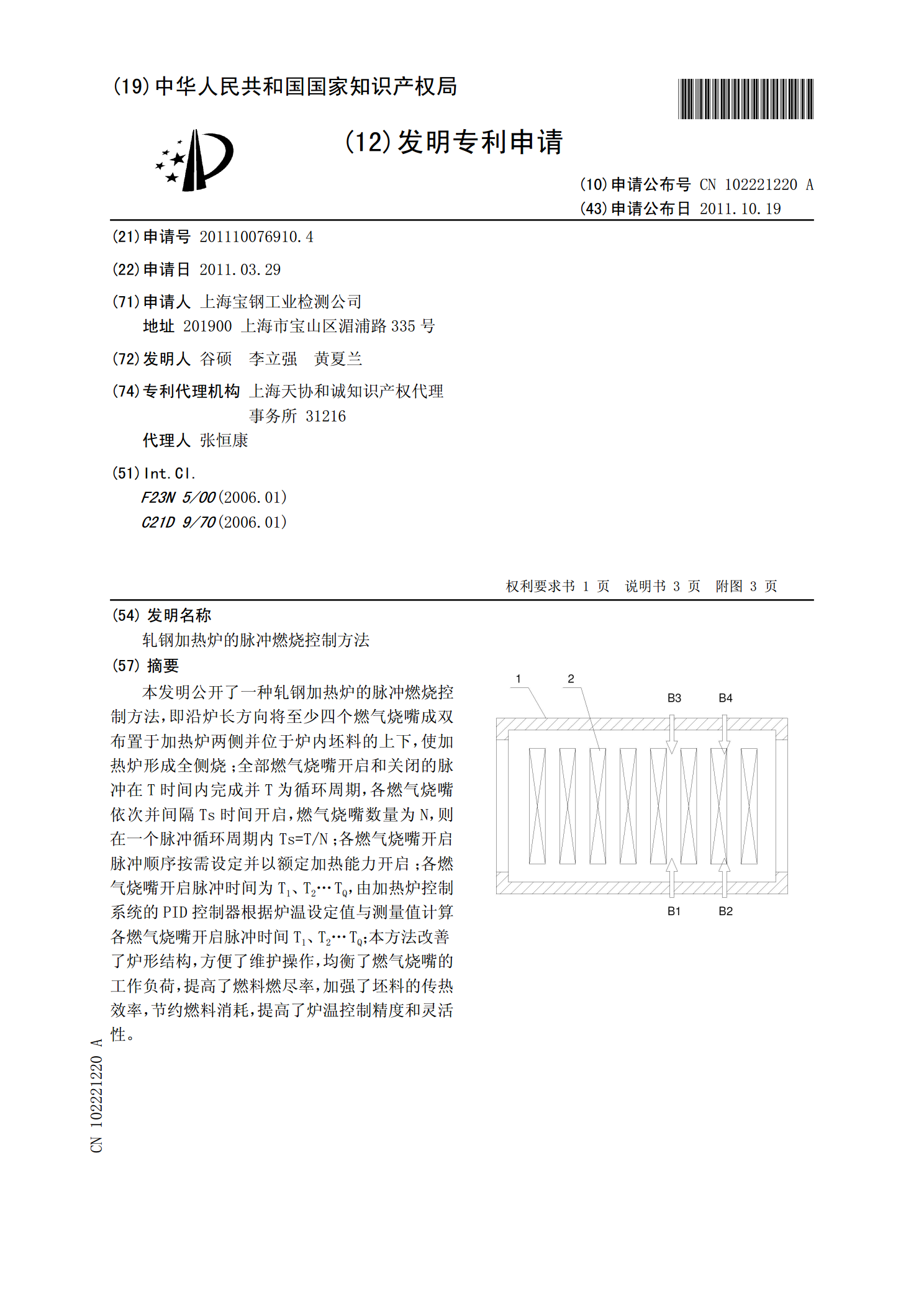
本发明公开了一种轧钢加热炉的脉冲燃烧控制方法,即沿炉长方向将至少四个燃气烧嘴成双布置于加热炉两侧并位于炉内坯料的上下,使加热炉形成全侧烧;全部燃气烧嘴开启和关闭的脉冲在T时间内完成并T为循环周期,各燃气烧嘴依次并间隔Ts时间开启,燃气烧嘴数量为N,则在一个脉冲循环周期内Ts=T/N;各燃气烧嘴开启脉冲顺序按需设定并以额定加热能力开启;各燃气烧嘴开启脉冲时间为T1、T2…TQ,由加热炉控制系统的PID控制器根据炉温设定值与测量值计算各燃气烧嘴开启脉冲时间T1、T2…TQ;本方法改善了炉形结构,方便了维护操作
蓄热脉冲加热炉燃烧控制方法.pdf
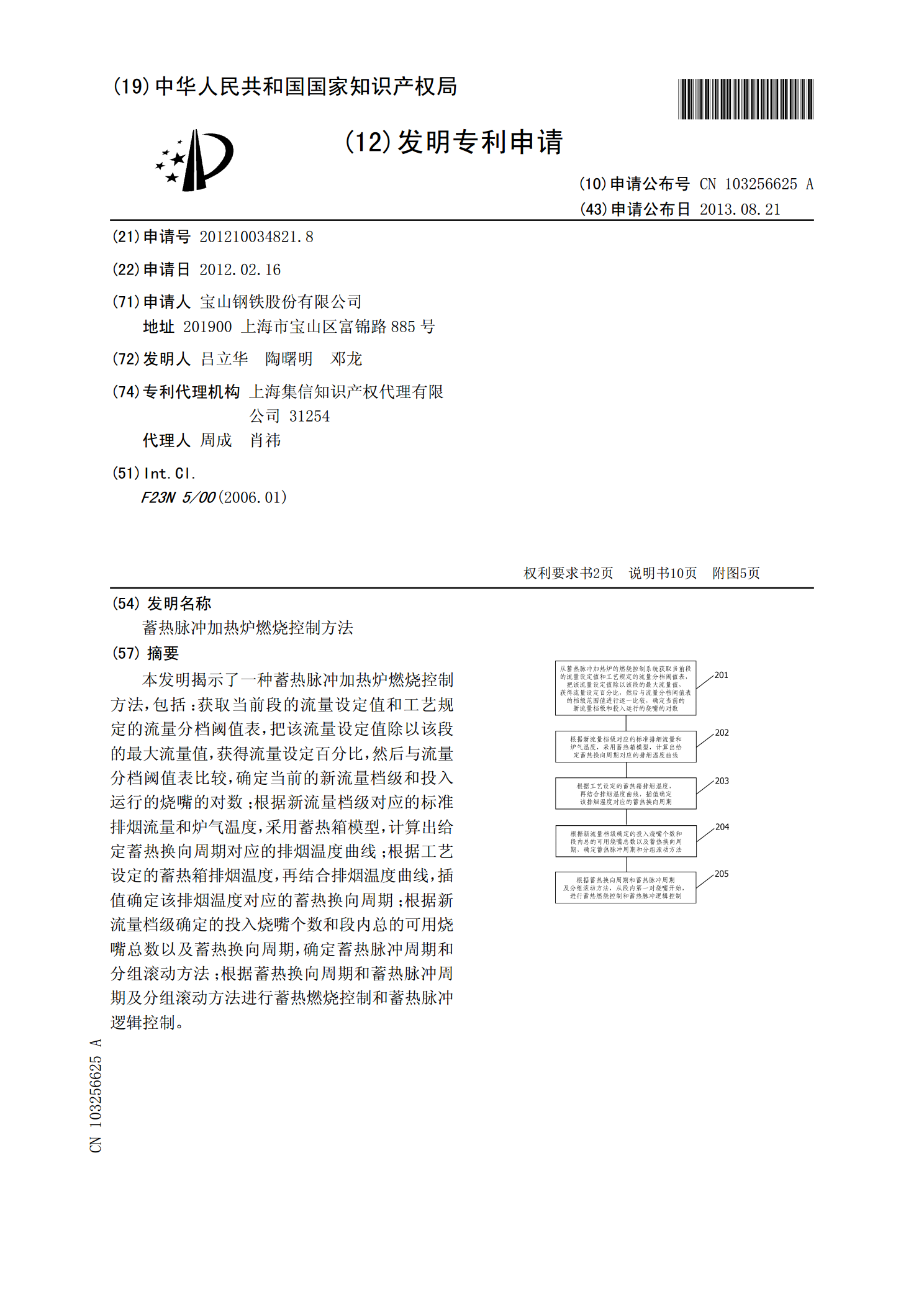
本发明揭示了一种蓄热脉冲加热炉燃烧控制方法,包括:获取当前段的流量设定值和工艺规定的流量分档阈值表,把该流量设定值除以该段的最大流量值,获得流量设定百分比,然后与流量分档阈值表比较,确定当前的新流量档级和投入运行的烧嘴的对数;根据新流量档级对应的标准排烟流量和炉气温度,采用蓄热箱模型,计算出给定蓄热换向周期对应的排烟温度曲线;根据工艺设定的蓄热箱排烟温度,再结合排烟温度曲线,插值确定该排烟温度对应的蓄热换向周期;根据新流量档级确定的投入烧嘴个数和段内总的可用烧嘴总数以及蓄热换向周期,确定蓄热脉冲周期和分组
一种轧钢加热炉燃烧控制装置及控制方法.pdf
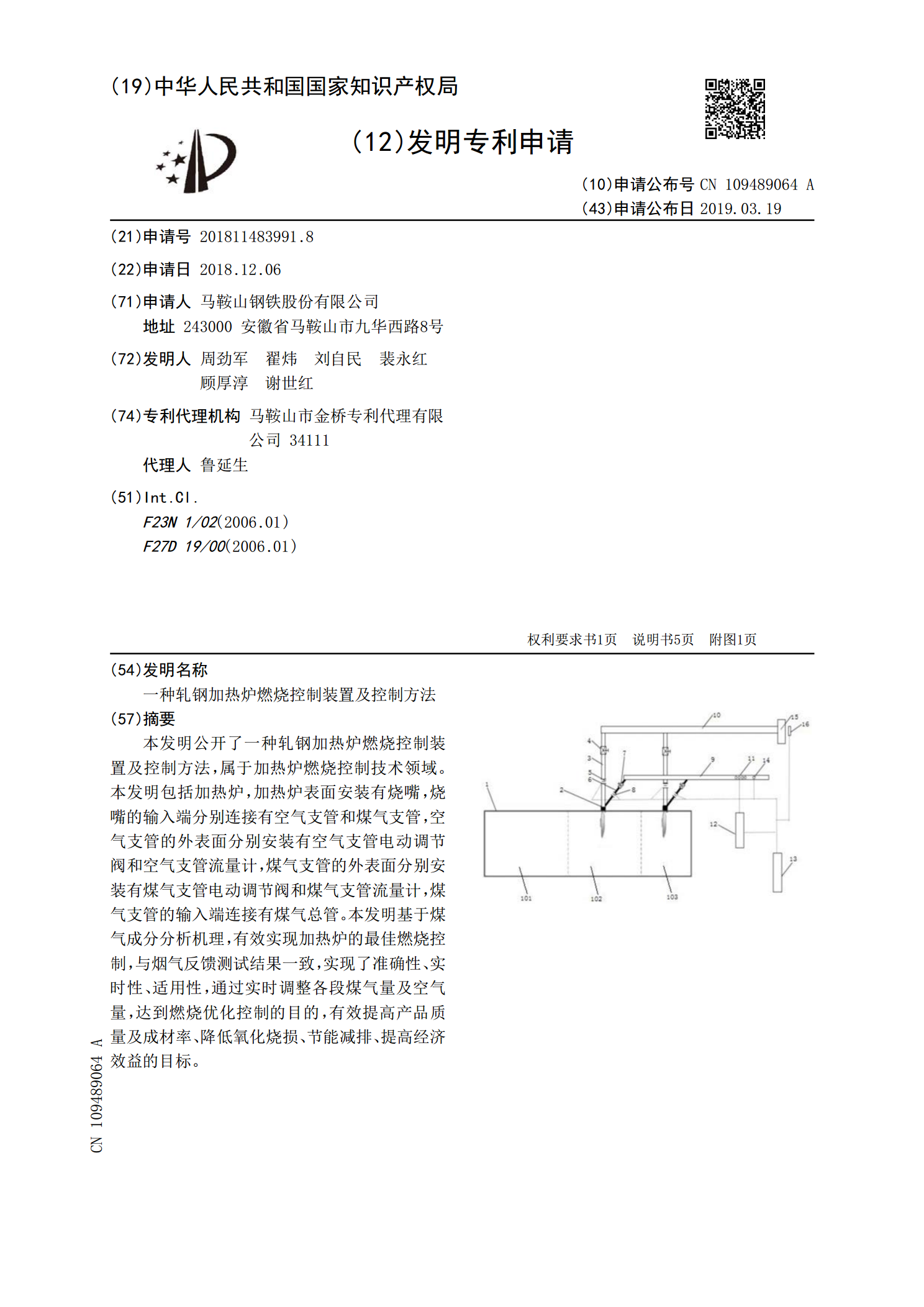
本发明公开了一种轧钢加热炉燃烧控制装置及控制方法,属于加热炉燃烧控制技术领域。本发明包括加热炉,加热炉表面安装有烧嘴,烧嘴的输入端分别连接有空气支管和煤气支管,空气支管的外表面分别安装有空气支管电动调节阀和空气支管流量计,煤气支管的外表面分别安装有煤气支管电动调节阀和煤气支管流量计,煤气支管的输入端连接有煤气总管。本发明基于煤气成分分析机理,有效实现加热炉的最佳燃烧控制,与烟气反馈测试结果一致,实现了准确性、实时性、适用性,通过实时调整各段煤气量及空气量,达到燃烧优化控制的目的,有效提高产品质量及成材率、
一种轧钢加热炉燃烧控制系统及控制方法.pdf
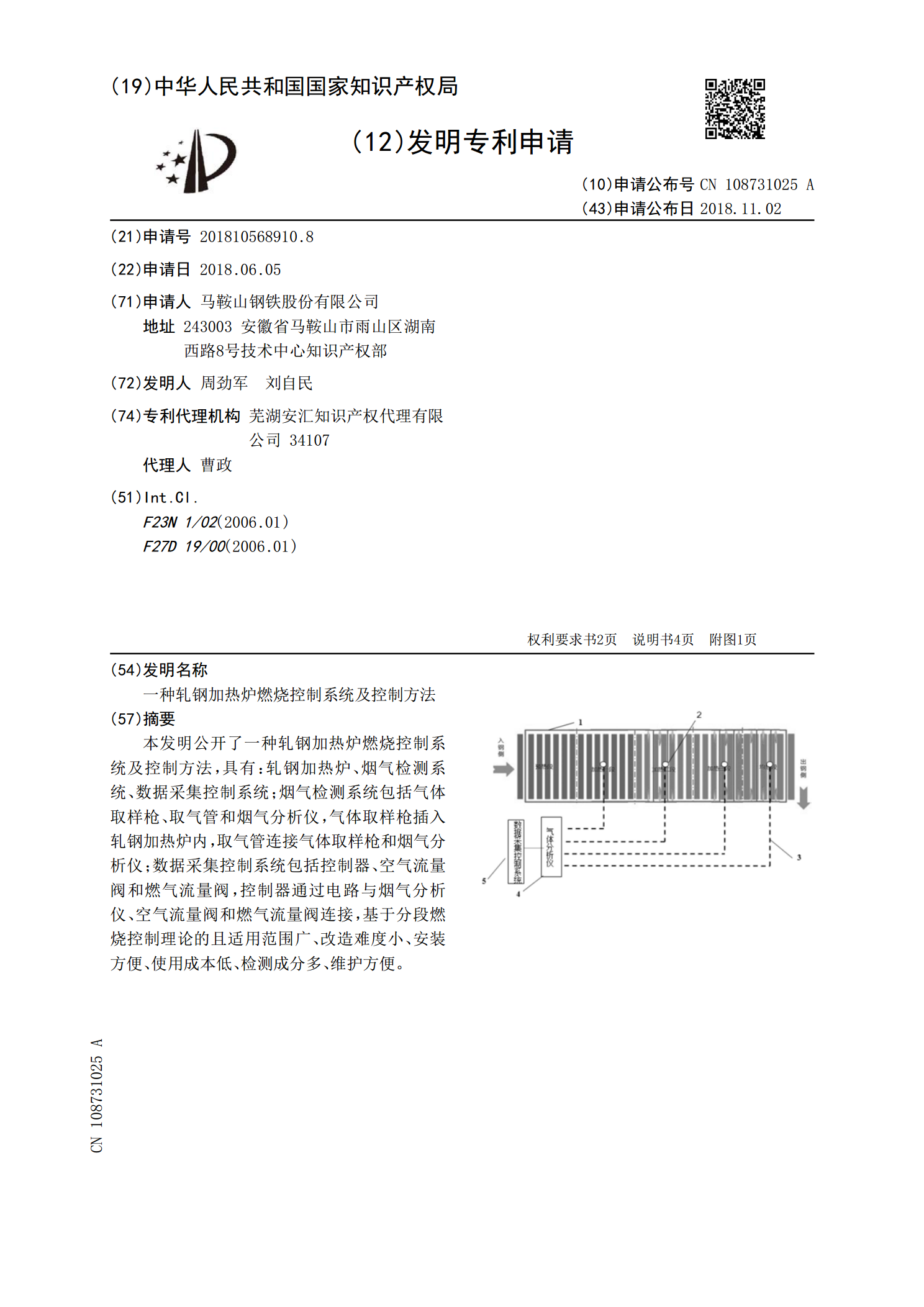
本发明公开了一种轧钢加热炉燃烧控制系统及控制方法,具有:轧钢加热炉、烟气检测系统、数据采集控制系统;烟气检测系统包括气体取样枪、取气管和烟气分析仪,气体取样枪插入轧钢加热炉内,取气管连接气体取样枪和烟气分析仪;数据采集控制系统包括控制器、空气流量阀和燃气流量阀,控制器通过电路与烟气分析仪、空气流量阀和燃气流量阀连接,基于分段燃烧控制理论的且适用范围广、改造难度小、安装方便、使用成本低、检测成分多、维护方便。
一种轧钢加热炉燃烧控制系统及控制方法.pdf
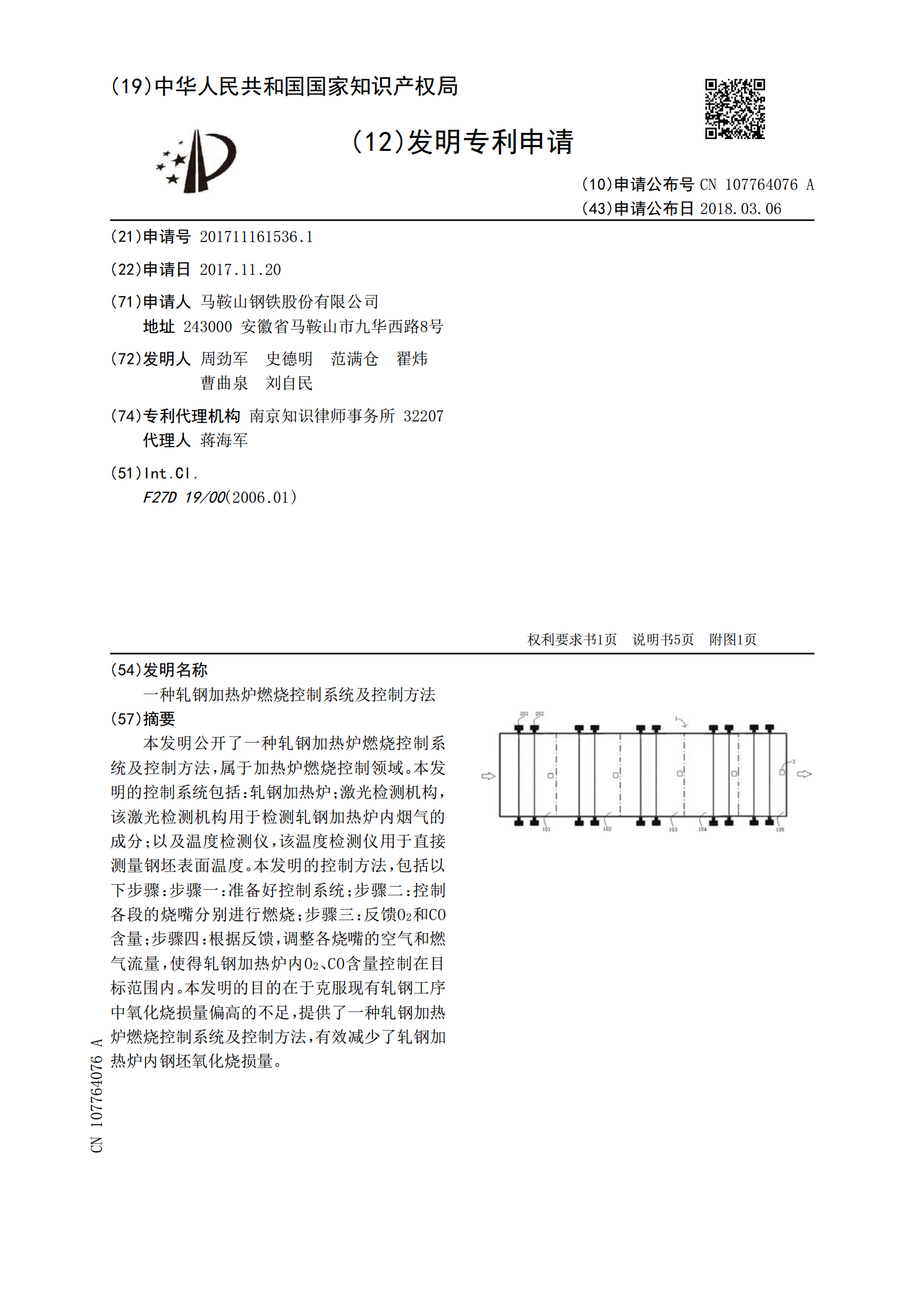
本发明公开了一种轧钢加热炉燃烧控制系统及控制方法,属于加热炉燃烧控制领域。本发明的控制系统包括:轧钢加热炉;激光检测机构,该激光检测机构用于检测轧钢加热炉内烟气的成分;以及温度检测仪,该温度检测仪用于直接测量钢坯表面温度。本发明的控制方法,包括以下步骤:步骤一:准备好控制系统;步骤二:控制各段的烧嘴分别进行燃烧;步骤三:反馈O