
套筒石灰窑内套筒的制作方法.pdf

一吃****昕靓


1/7

2/7

3/7
4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
套筒石灰窑内套筒的制作方法.pdf
本发明涉及套筒石灰窑,尤其涉及一种套筒石灰窑内套筒的制作方法,它包括下属步骤:步骤一,前期准备:根据图纸和制作标准和要求编制制作工艺、方案;对法兰等构件进行排版,确定合理的板材订货尺寸;步骤二,下料:确定下料尺寸后经数控多道火焰切割,使用铣边机对钢板对接处的坡口铣边;步骤三,筒体卷制:用专用的压头模板压头,再用吊车配合特制的工装进行卷管作业;步骤四,内套筒装配:它包括内套筒下段下部装配、内套筒下段上部装配、内套筒中段装配及内套筒上段装配四部分;每部分装配完成后焊接矫正,然后喷砂油漆号方位线即可。本发明使用

套筒石灰窑工艺特点及控制要点.pdf
1998年第3期(Vb],,套筒石灰窑工艺特点及控制要点广东粤华有色金属实业开发公司刘宁生冶金部马鞍山钢铁设计研究院曹军文摘本文论述了套筒竖窑在煅托石灰过程中,影响石灰活性度的部分操作日岽,通过对德国贝肯巴公司套筒式石灰竖窑工作原理的探析,妇纳和总结了套筒式石灰窑的工艺特点和控制要点.关键词:递堡奎墨童工艺茎苎塑尿石灰是冶金行业重要的辅助原料,目在炼钢过程中不仅吸热量少,吹损少、喷溅前在提高炼钢效率及控制钢的质量等方小,而且可使废钢加入量增加,化渣去硫磷面,尚少不了添加冶金石灰,特别优质活性快,渣量少,熔
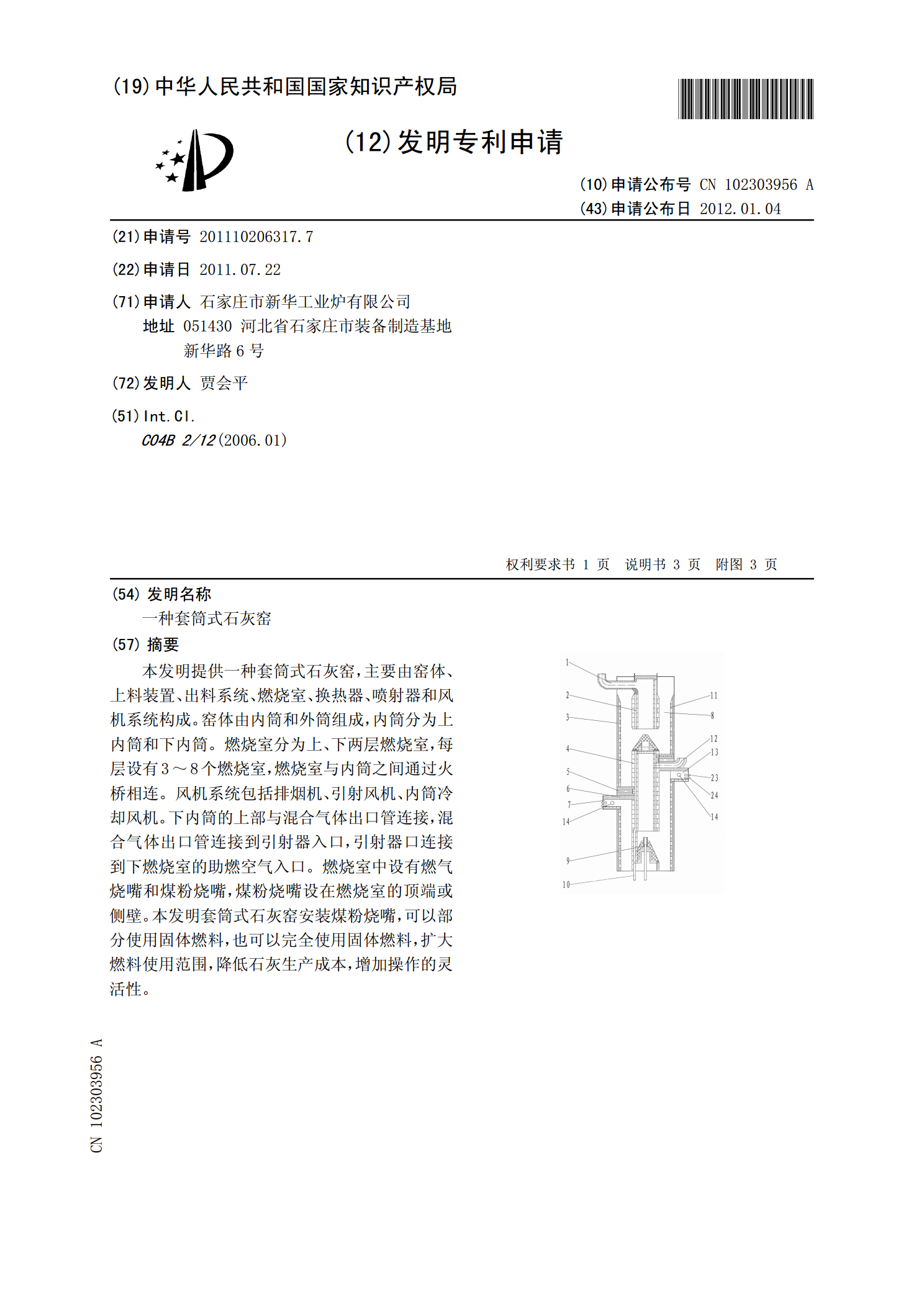
一种套筒式石灰窑.pdf
本发明提供一种套筒式石灰窑,主要由窑体、上料装置、出料系统、燃烧室、换热器、喷射器和风机系统构成。窑体由内筒和外筒组成,内筒分为上内筒和下内筒。燃烧室分为上、下两层燃烧室,每层设有3~8个燃烧室,燃烧室与内筒之间通过火桥相连。风机系统包括排烟机、引射风机、内筒冷却风机。下内筒的上部与混合气体出口管连接,混合气体出口管连接到引射器入口,引射器口连接到下燃烧室的助燃空气入口。燃烧室中设有燃气烧嘴和煤粉烧嘴,煤粉烧嘴设在燃烧室的顶端或侧壁。本发明套筒式石灰窑安装煤粉烧嘴,可以部分使用固体燃料,也可以完全使用固体
套筒石灰窑使用混合煤气焙烧活性石灰的方法.pdf
套筒石灰窑使用混合煤气焙烧活性石灰的方法,包括以下步骤:套筒石灰窑燃烧系统上、下燃烧室分别通入不同的燃气用量;上燃烧室设置的通入高炉煤气,保持欠氧燃烧,使燃烧的烟气达到石灰石分解所需的1000~1100℃温度范围;下燃烧室设置的下排烧嘴通入焦炉煤气,下排烧嘴为多排结构的分层燃烧器,分层燃烧器中一部分燃料以正常空燃比进行预混式燃烧,燃烧产生的高温使附近空气相对比较稀薄的区域满足着火条件并以此方式逐层引燃,结合烟气回流形成无焰氧化的燃烧状态,达到将温度控制在1150~1200℃范围。该方法不需要配套煤气混合加
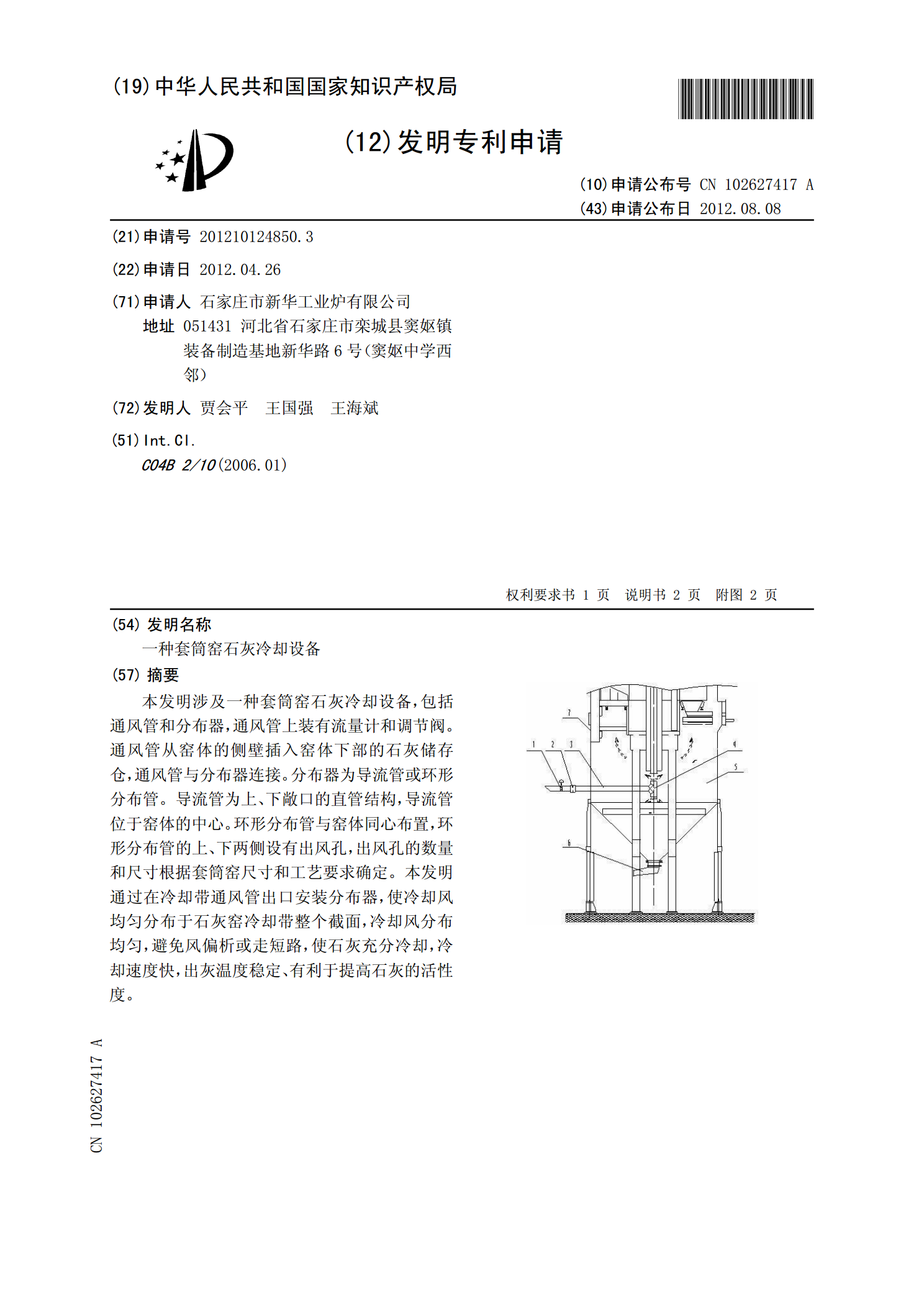
一种套筒窑石灰冷却设备.pdf
本发明涉及一种套筒窑石灰冷却设备,包括通风管和分布器,通风管上装有流量计和调节阀。通风管从窑体的侧壁插入窑体下部的石灰储存仓,通风管与分布器连接。分布器为导流管或环形分布管。导流管为上、下敞口的直管结构,导流管位于窑体的中心。环形分布管与窑体同心布置,环形分布管的上、下两侧设有出风孔,出风孔的数量和尺寸根据套筒窑尺寸和工艺要求确定。本发明通过在冷却带通风管出口安装分布器,使冷却风均匀分布于石灰窑冷却带整个截面,冷却风分布均匀,避免风偏析或走短路,使石灰充分冷却,冷却速度快,出灰温度稳定、有利于提高石灰的活