
带钢水印点温度控制方法.pdf

一条****贺6


1/10
2/10
3/10

4/10

5/10
6/10

7/10
8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
带钢水印点温度控制方法.pdf
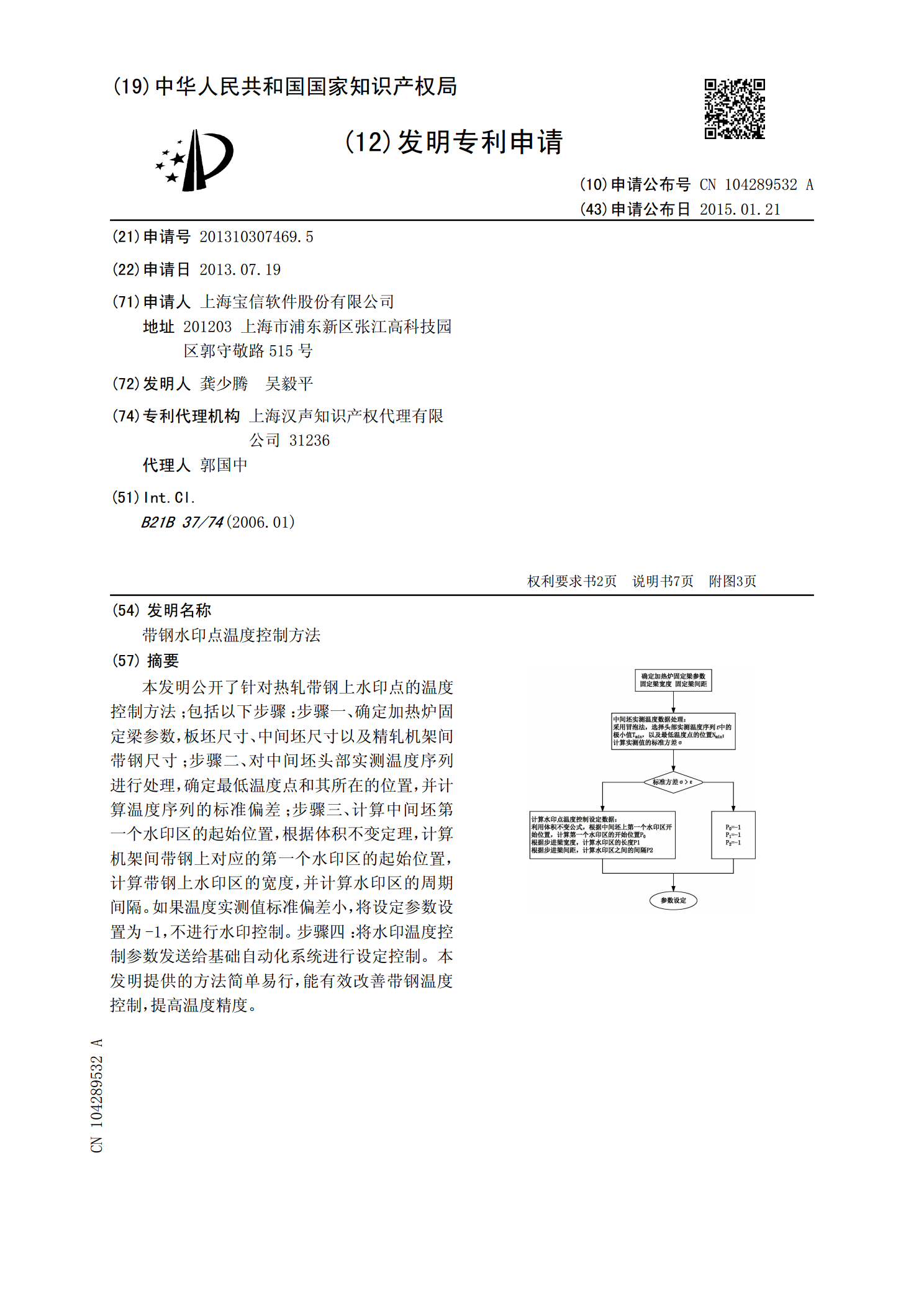
本发明公开了针对热轧带钢上水印点的温度控制方法;包括以下步骤:步骤一、确定加热炉固定梁参数,板坯尺寸、中间坯尺寸以及精轧机架间带钢尺寸;步骤二、对中间坯头部实测温度序列进行处理,确定最低温度点和其所在的位置,并计算温度序列的标准偏差;步骤三、计算中间坯第一个水印区的起始位置,根据体积不变定理,计算机架间带钢上对应的第一个水印区的起始位置,计算带钢上水印区的宽度,并计算水印区的周期间隔。如果温度实测值标准偏差小,将设定参数设置为-1,不进行水印控制。步骤四:将水印温度控制参数发送给基础自动化系统进行设定控制
热轧带钢酸洗表面水印控制装置及水印控制方法.pdf
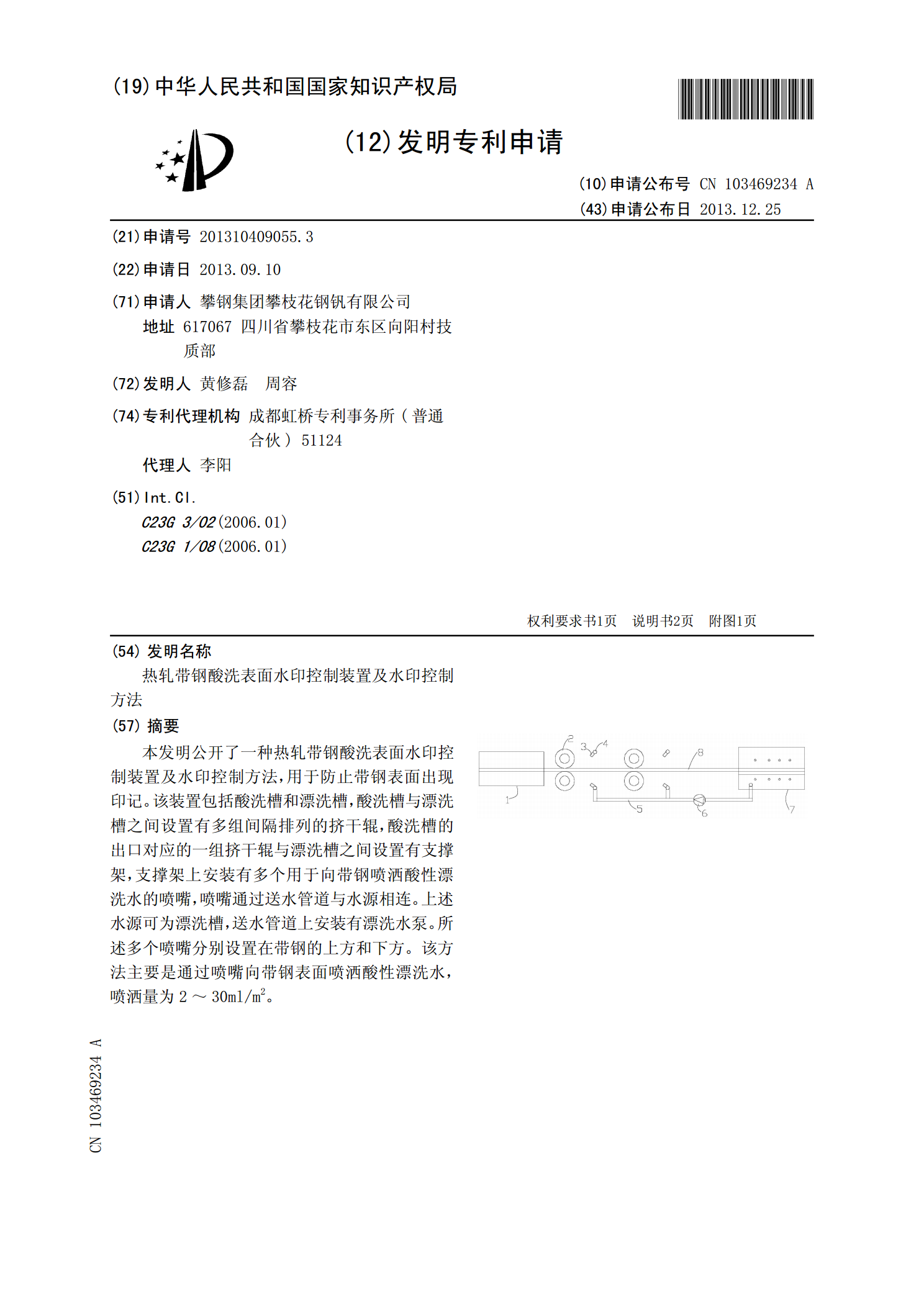
本发明公开了一种热轧带钢酸洗表面水印控制装置及水印控制方法,用于防止带钢表面出现印记。该装置包括酸洗槽和漂洗槽,酸洗槽与漂洗槽之间设置有多组间隔排列的挤干辊,酸洗槽的出口对应的一组挤干辊与漂洗槽之间设置有支撑架,支撑架上安装有多个用于向带钢喷洒酸性漂洗水的喷嘴,喷嘴通过送水管道与水源相连。上述水源可为漂洗槽,送水管道上安装有漂洗水泵。所述多个喷嘴分别设置在带钢的上方和下方。该方法主要是通过喷嘴向带钢表面喷洒酸性漂洗水,喷洒量为2~30ml/m2。
热镀锌退火炉带钢入锅温度控制方法.pdf
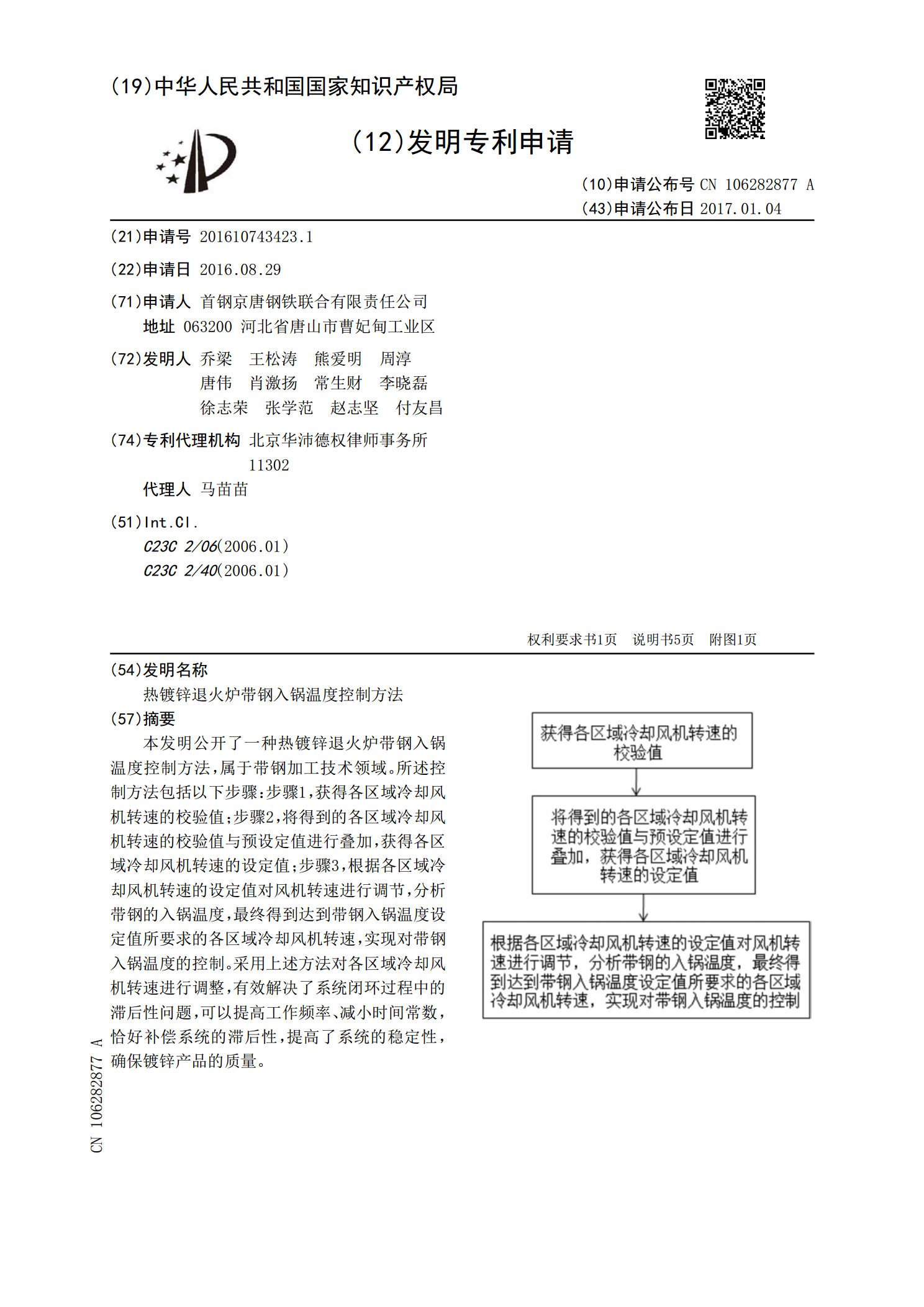
本发明公开了一种热镀锌退火炉带钢入锅温度控制方法,属于带钢加工技术领域。所述控制方法包括以下步骤:步骤1,获得各区域冷却风机转速的校验值;步骤2,将得到的各区域冷却风机转速的校验值与预设定值进行叠加,获得各区域冷却风机转速的设定值;步骤3,根据各区域冷却风机转速的设定值对风机转速进行调节,分析带钢的入锅温度,最终得到达到带钢入锅温度设定值所要求的各区域冷却风机转速,实现对带钢入锅温度的控制。采用上述方法对各区域冷却风机转速进行调整,有效解决了系统闭环过程中的滞后性问题,可以提高工作频率、减小时间常数,恰好
一种调整带钢卷取温度的装置及控制方法.pdf
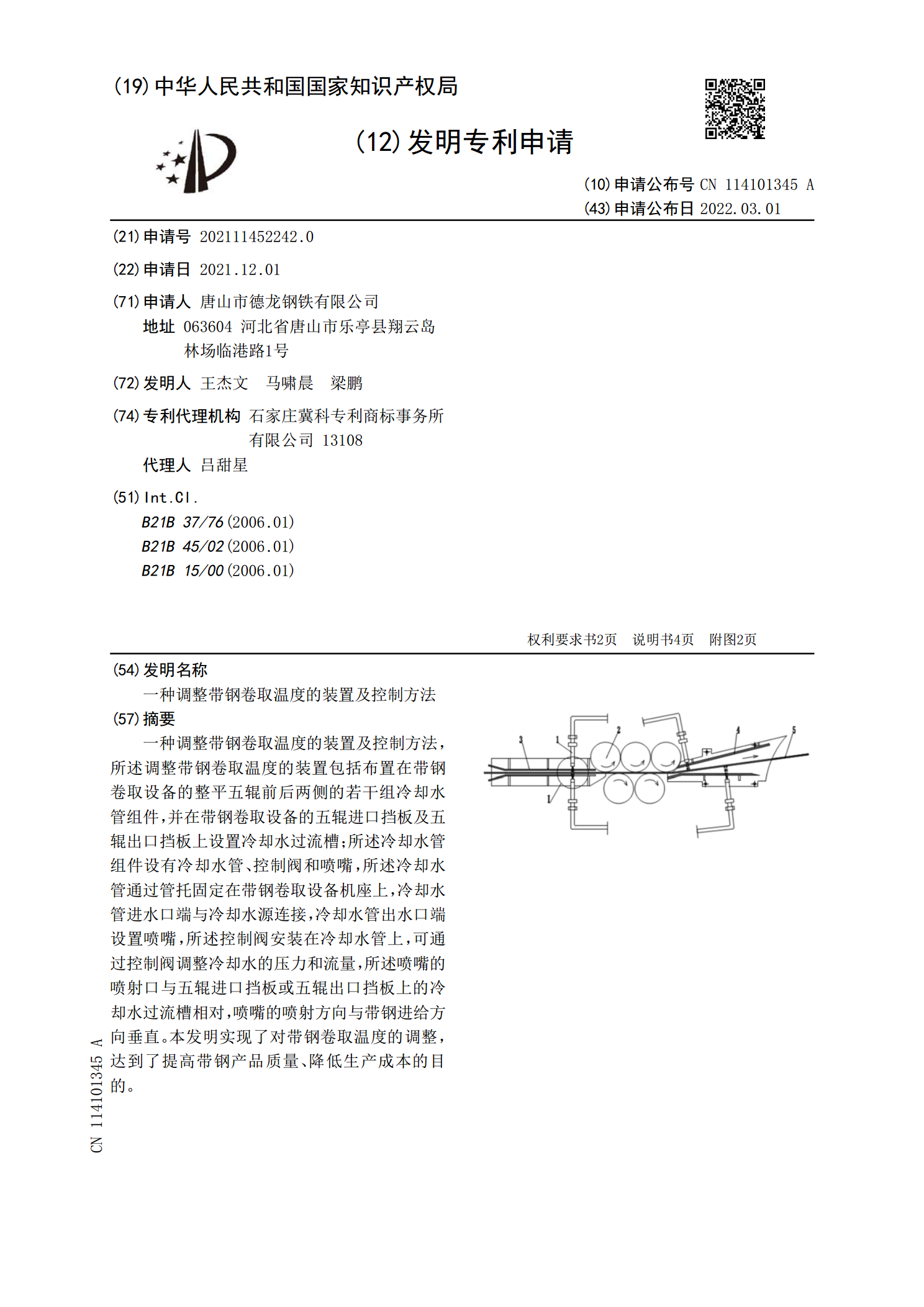
一种调整带钢卷取温度的装置及控制方法,所述调整带钢卷取温度的装置包括布置在带钢卷取设备的整平五辊前后两侧的若干组冷却水管组件,并在带钢卷取设备的五辊进口挡板及五辊出口挡板上设置冷却水过流槽;所述冷却水管组件设有冷却水管、控制阀和喷嘴,所述冷却水管通过管托固定在带钢卷取设备机座上,冷却水管进水口端与冷却水源连接,冷却水管出水口端设置喷嘴,所述控制阀安装在冷却水管上,可通过控制阀调整冷却水的压力和流量,所述喷嘴的喷射口与五辊进口挡板或五辊出口挡板上的冷却水过流槽相对,喷嘴的喷射方向与带钢进给方向垂直。本发明实
一种带钢热连轧温度控制方法及装置.pdf
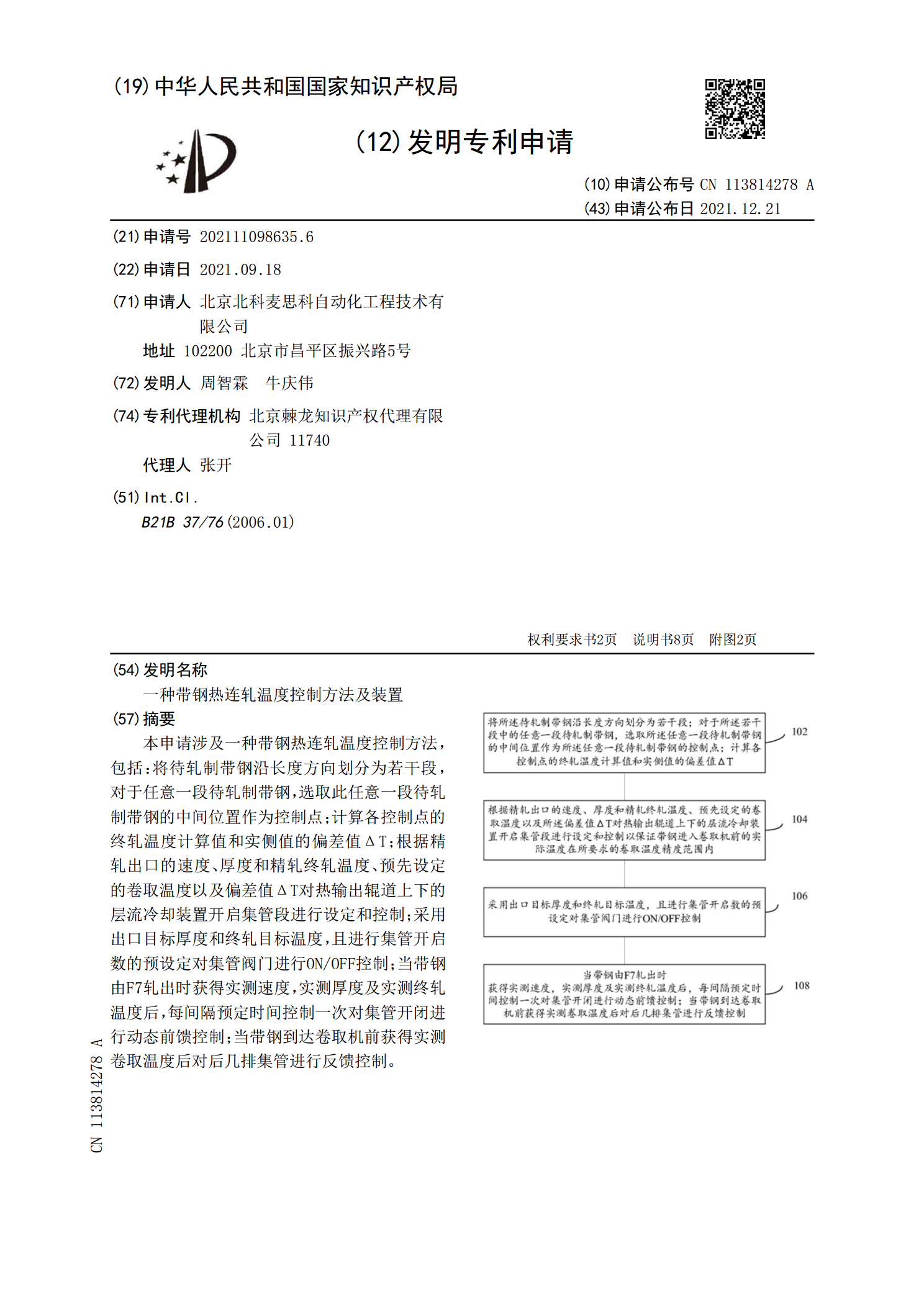
本申请涉及一种带钢热连轧温度控制方法,包括:将待轧制带钢沿长度方向划分为若干段,对于任意一段待轧制带钢,选取此任意一段待轧制带钢的中间位置作为控制点;计算各控制点的终轧温度计算值和实侧值的偏差值ΔT;根据精轧出口的速度、厚度和精轧终轧温度、预先设定的卷取温度以及偏差值ΔT对热输出辊道上下的层流冷却装置开启集管段进行设定和控制;采用出口目标厚度和终轧目标温度,且进行集管开启数的预设定对集管阀门进行ON/OFF控制;当带钢由F7轧出时获得实测速度,实测厚度及实测终轧温度后,每间隔预定时间控制一次对集管开闭进行