
热轧带钢酸洗表面水印控制装置及水印控制方法.pdf

Ch****49


1/5

2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
热轧带钢酸洗表面水印控制装置及水印控制方法.pdf
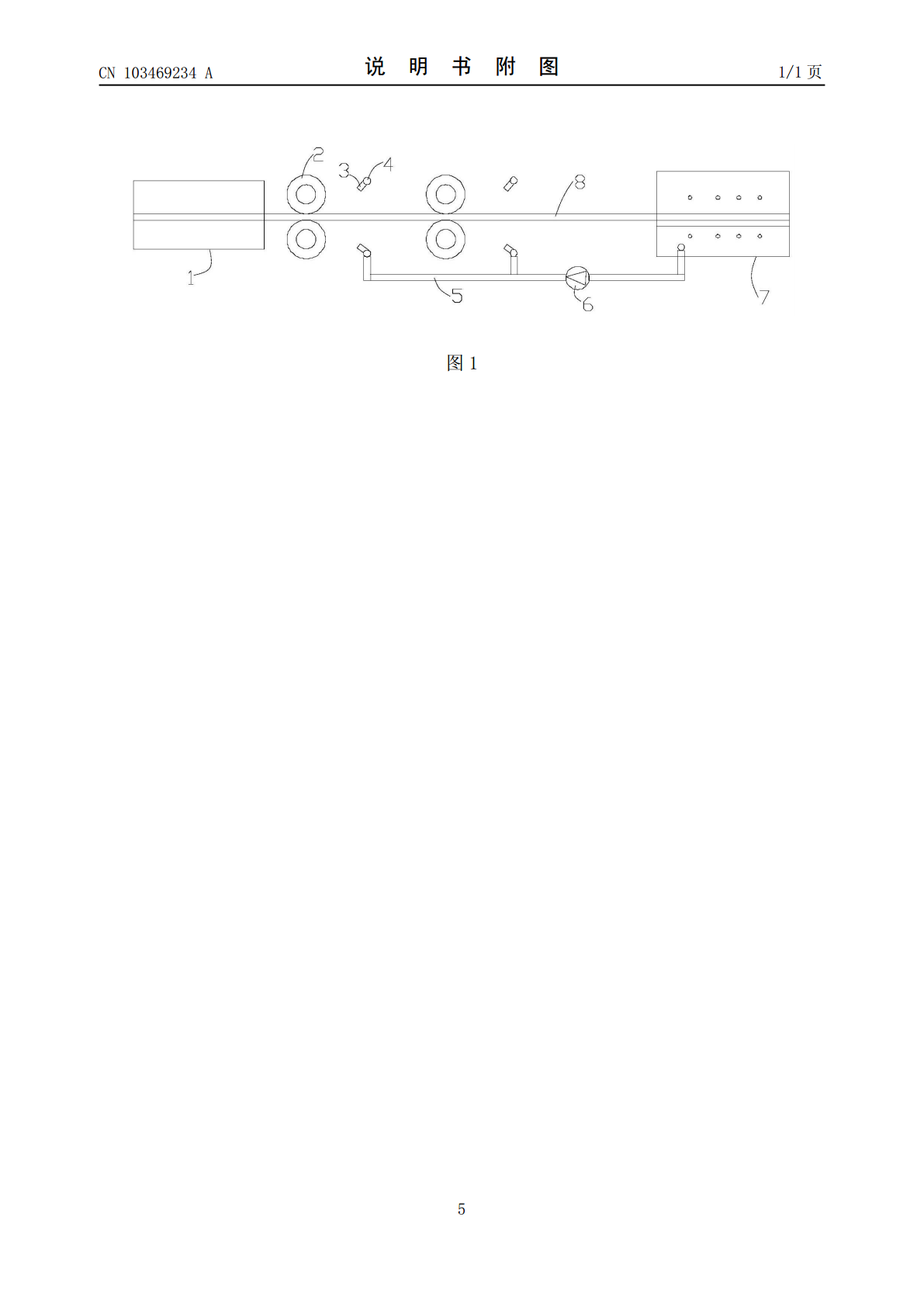
本发明公开了一种热轧带钢酸洗表面水印控制装置及水印控制方法,用于防止带钢表面出现印记。该装置包括酸洗槽和漂洗槽,酸洗槽与漂洗槽之间设置有多组间隔排列的挤干辊,酸洗槽的出口对应的一组挤干辊与漂洗槽之间设置有支撑架,支撑架上安装有多个用于向带钢喷洒酸性漂洗水的喷嘴,喷嘴通过送水管道与水源相连。上述水源可为漂洗槽,送水管道上安装有漂洗水泵。所述多个喷嘴分别设置在带钢的上方和下方。该方法主要是通过喷嘴向带钢表面喷洒酸性漂洗水,喷洒量为2~30ml/m2。
带钢水印点温度控制方法.pdf
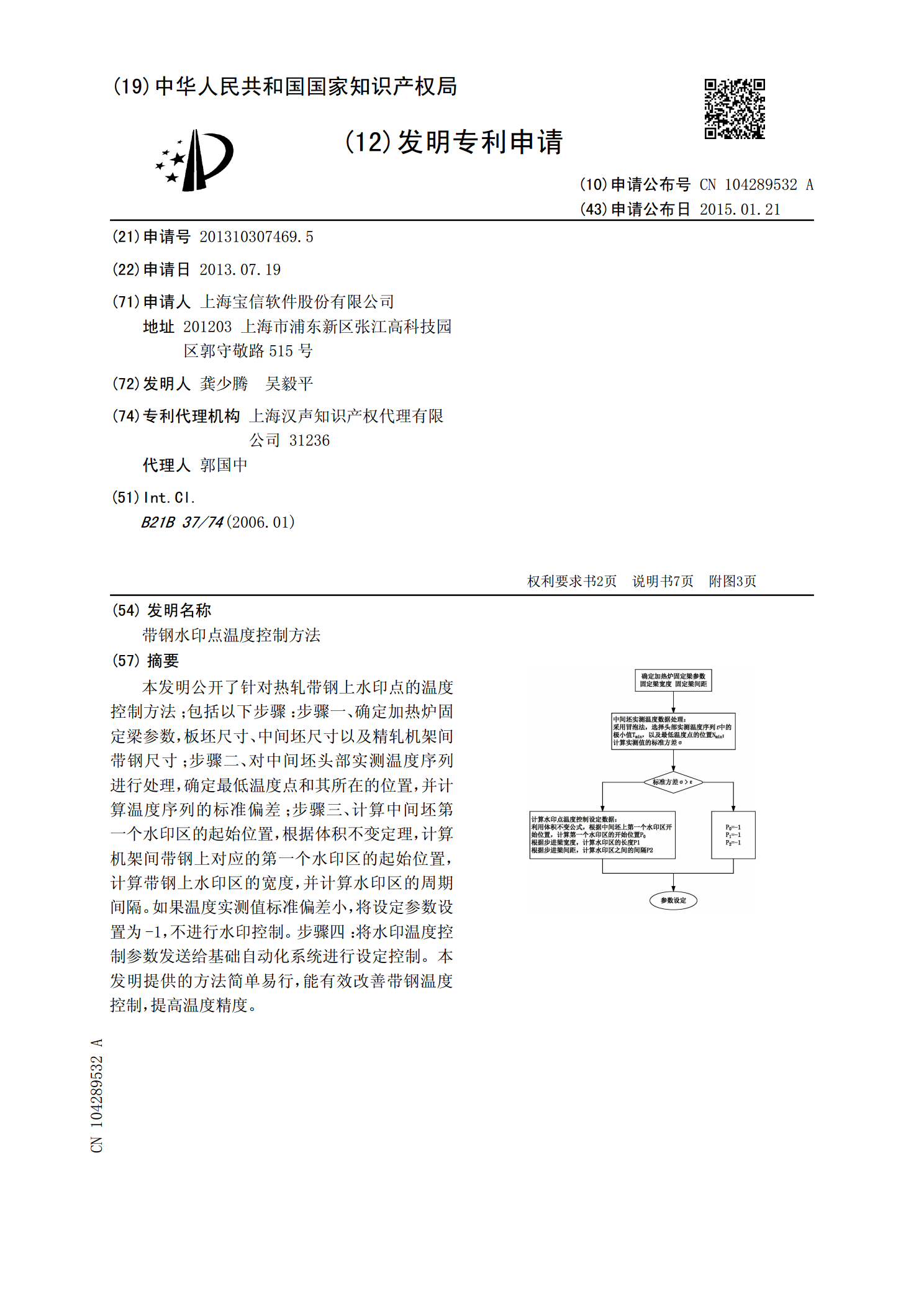
本发明公开了针对热轧带钢上水印点的温度控制方法;包括以下步骤:步骤一、确定加热炉固定梁参数,板坯尺寸、中间坯尺寸以及精轧机架间带钢尺寸;步骤二、对中间坯头部实测温度序列进行处理,确定最低温度点和其所在的位置,并计算温度序列的标准偏差;步骤三、计算中间坯第一个水印区的起始位置,根据体积不变定理,计算机架间带钢上对应的第一个水印区的起始位置,计算带钢上水印区的宽度,并计算水印区的周期间隔。如果温度实测值标准偏差小,将设定参数设置为-1,不进行水印控制。步骤四:将水印温度控制参数发送给基础自动化系统进行设定控制

热轧带钢酸洗速度确定方法及装置.pdf
本发明公开了热轧带钢酸洗速度确定方法及装置,涉及热轧带钢酸洗技术领域。本发明在计算得到综合酸洗时间后,根据目标参数修正综合酸洗时间,消除了目标参数对综合酸洗时间的影响,根据修正后的综合酸洗时间确定的带钢酸洗速度为最优酸洗速度,适用于不同钢种,通过本发明确定的最优酸洗速度进行热轧带钢酸洗,可避免欠酸洗和过酸洗,提高产品质量。

硅料酸洗过后的水印怎么控制.doc
硅料酸洗过后的水印怎么控制?用酒精擦过的硅料酸洗是不是会发黑?水印,这个估计是你的酸配比有问题,减少氢氟酸含量,加长酸洗时间试试。还有酒精擦过的不会发黑!追问HF和硝酸1:35会有什么问题啊有问题也应该是有酸印把回答HF和HNO3的浓度分别是多少?你们的清洗机是不是在酸里洗了直接提到纯水槽里,在硅料脱离酸的液面到进入水里这个过程大概要几秒?追问是酸洗洗60S后直接到清洗1了时间大概啊1S.加长冲水时间或超声波会不会好点啊回答我是问在从酸槽移动到冲洗水槽这个过程中,硅料会在空气中暴露多长时间?还有酸洗过后的
水印嵌入方法、水印提取方法和装置.pdf
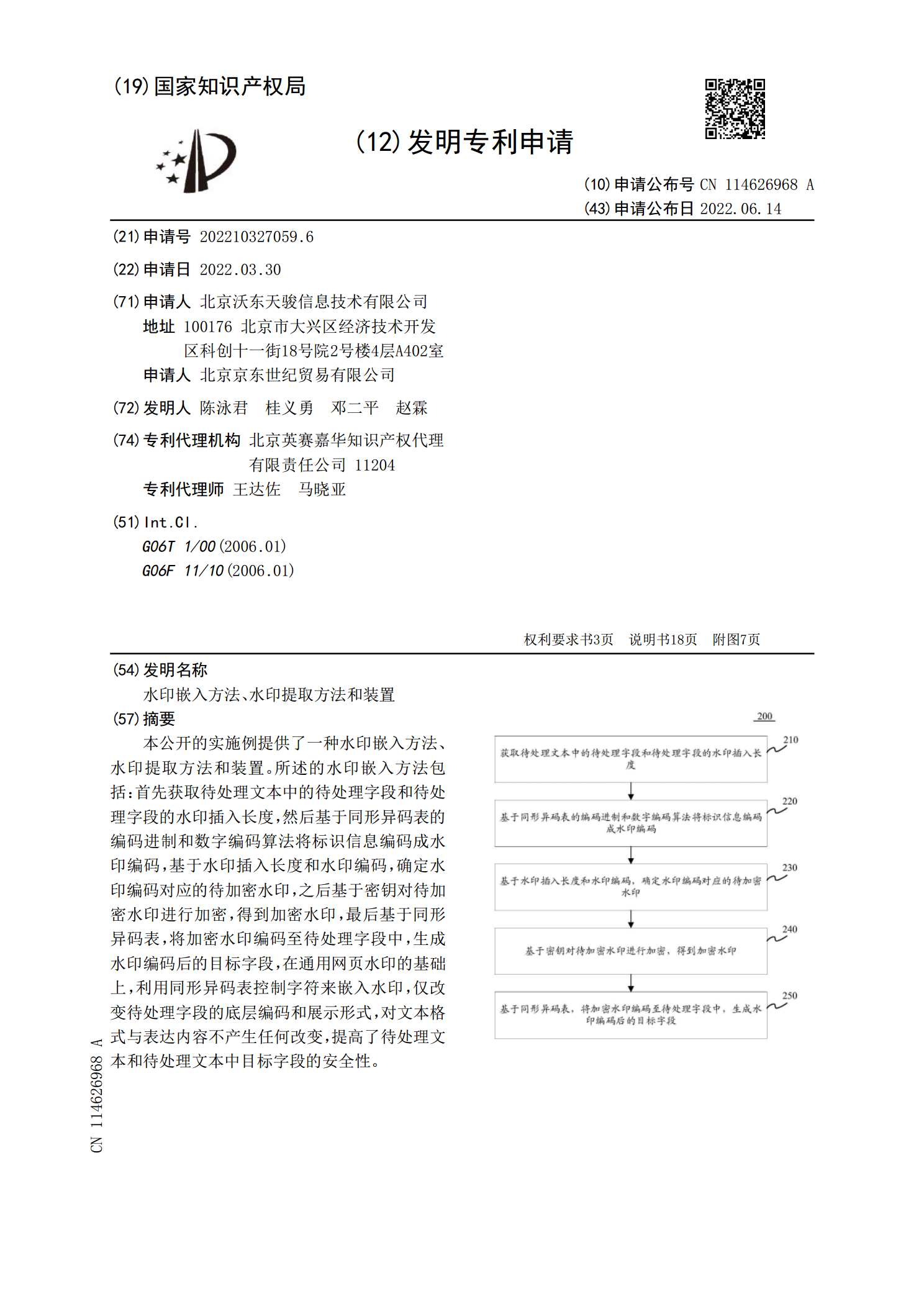
本公开的实施例提供了一种水印嵌入方法、水印提取方法和装置。所述的水印嵌入方法包括:首先获取待处理文本中的待处理字段和待处理字段的水印插入长度,然后基于同形异码表的编码进制和数字编码算法将标识信息编码成水印编码,基于水印插入长度和水印编码,确定水印编码对应的待加密水印,之后基于密钥对待加密水印进行加密,得到加密水印,最后基于同形异码表,将加密水印编码至待处理字段中,生成水印编码后的目标字段,在通用网页水印的基础上,利用同形异码表控制字符来嵌入水印,仅改变待处理字段的底层编码和展示形式,对文本格式与表达内容不