
热镀锌退火炉带钢入锅温度控制方法.pdf

玉军****la

1/8
2/8
3/8

4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
热镀锌退火炉带钢入锅温度控制方法.pdf
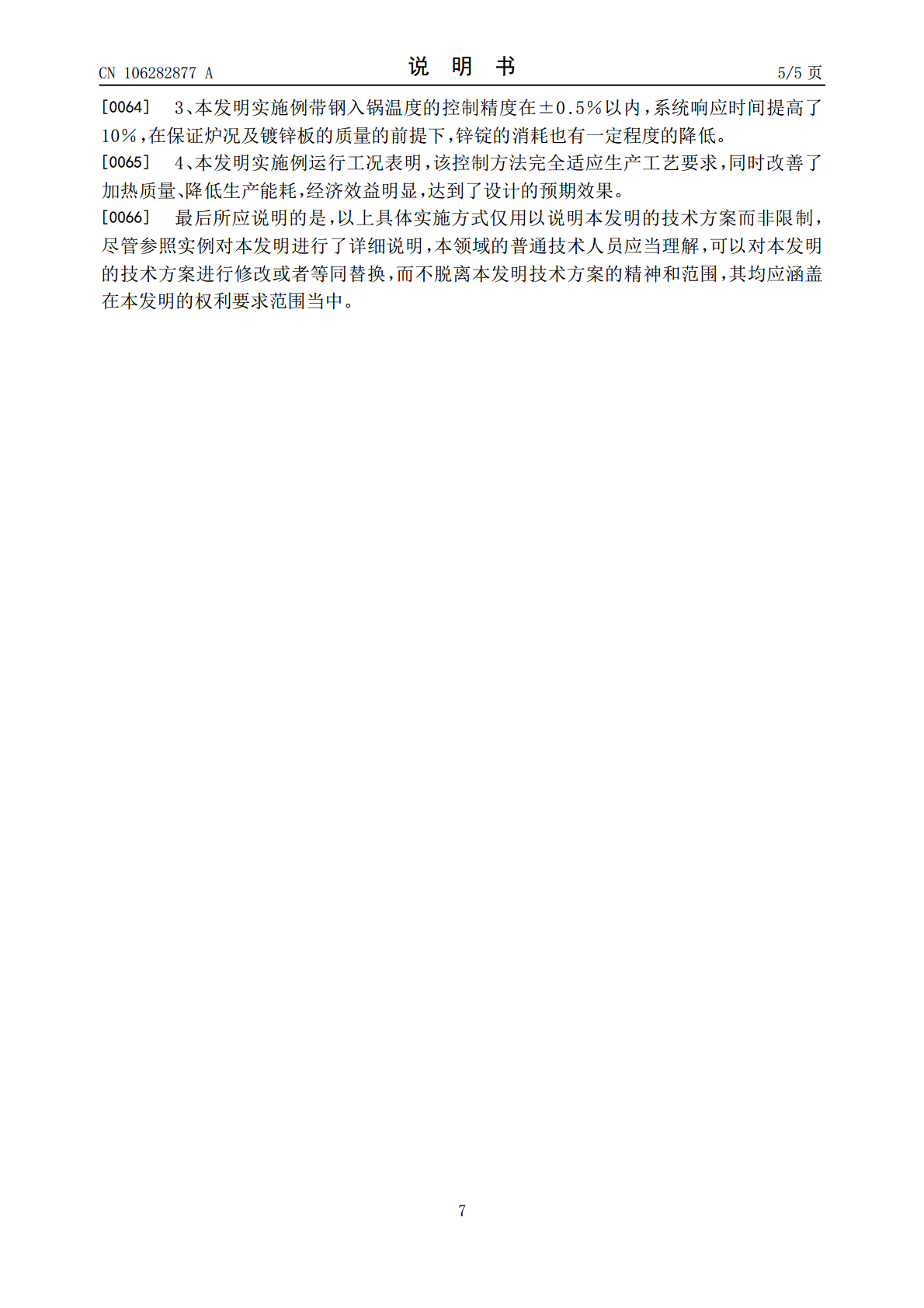
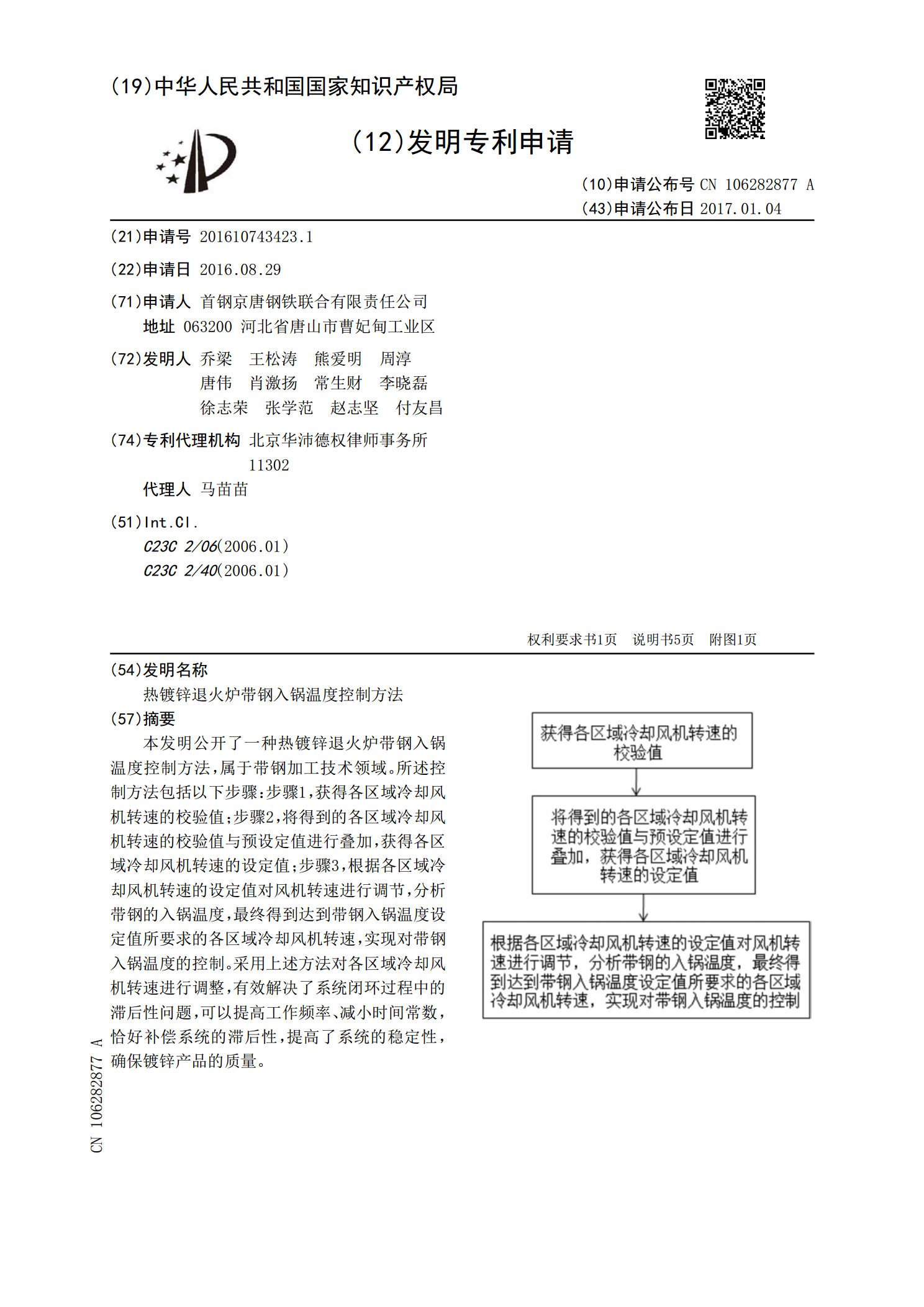
本发明公开了一种热镀锌退火炉带钢入锅温度控制方法,属于带钢加工技术领域。所述控制方法包括以下步骤:步骤1,获得各区域冷却风机转速的校验值;步骤2,将得到的各区域冷却风机转速的校验值与预设定值进行叠加,获得各区域冷却风机转速的设定值;步骤3,根据各区域冷却风机转速的设定值对风机转速进行调节,分析带钢的入锅温度,最终得到达到带钢入锅温度设定值所要求的各区域冷却风机转速,实现对带钢入锅温度的控制。采用上述方法对各区域冷却风机转速进行调整,有效解决了系统闭环过程中的滞后性问题,可以提高工作频率、减小时间常数,恰好
一种热镀锌退火炉带钢入锅温度控制装置.pdf
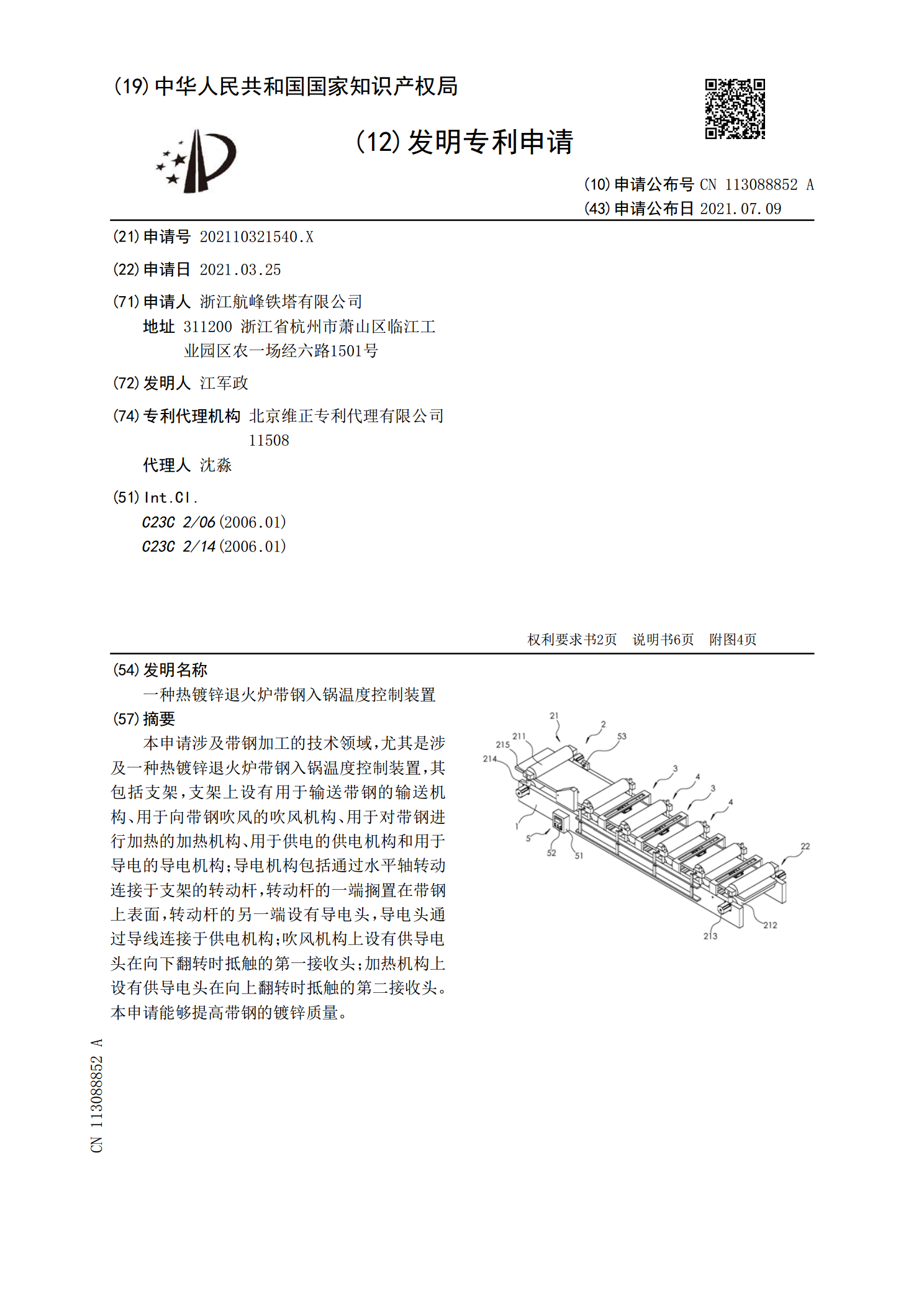
本申请涉及带钢加工的技术领域,尤其是涉及一种热镀锌退火炉带钢入锅温度控制装置,其包括支架,支架上设有用于输送带钢的输送机构、用于向带钢吹风的吹风机构、用于对带钢进行加热的加热机构、用于供电的供电机构和用于导电的导电机构;导电机构包括通过水平轴转动连接于支架的转动杆,转动杆的一端搁置在带钢上表面,转动杆的另一端设有导电头,导电头通过导线连接于供电机构;吹风机构上设有供导电头在向下翻转时抵触的第一接收头;加热机构上设有供导电头在向上翻转时抵触的第二接收头。本申请能够提高带钢的镀锌质量。
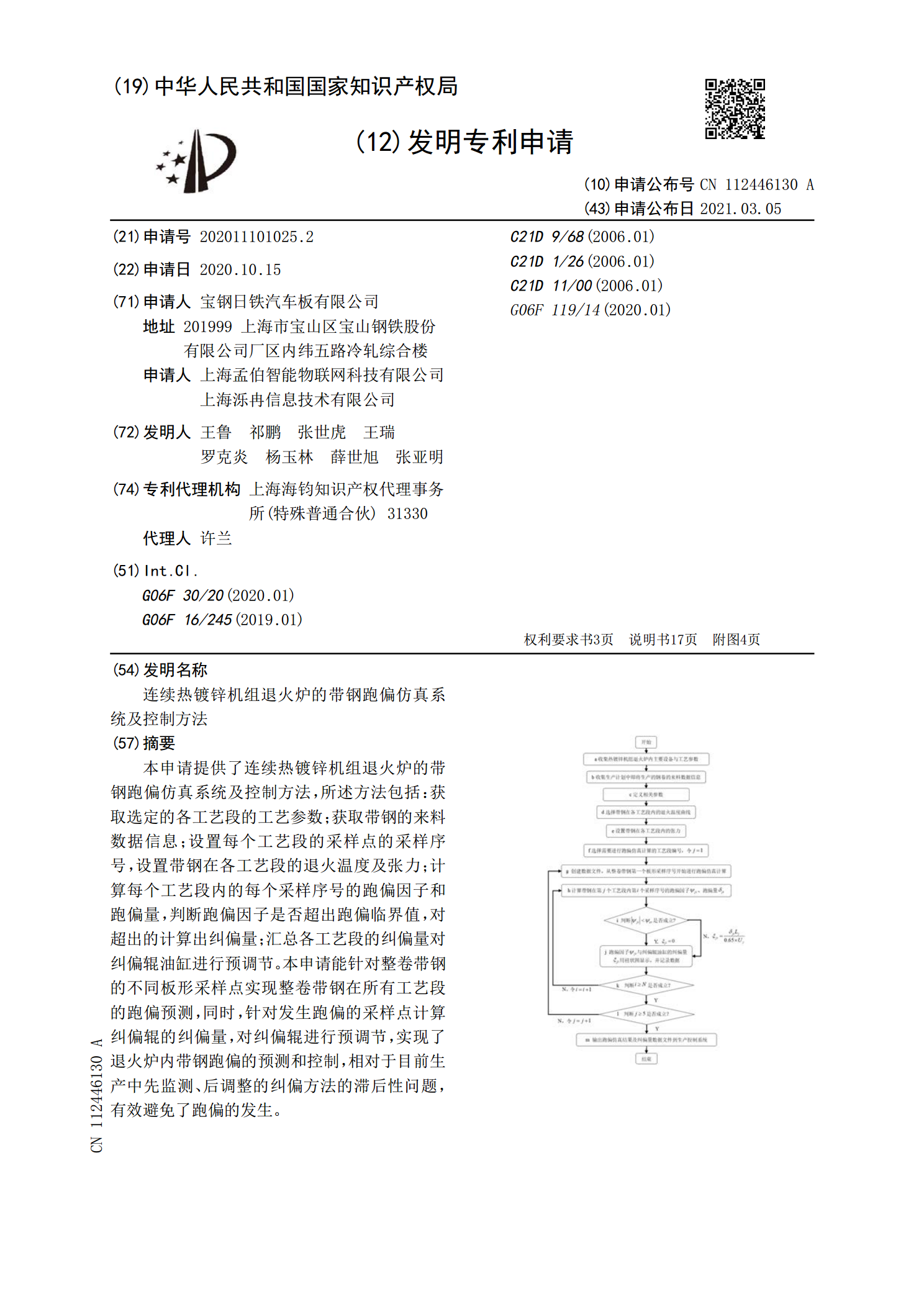
连续热镀锌机组退火炉的带钢跑偏仿真系统及控制方法.pdf
本申请提供了连续热镀锌机组退火炉的带钢跑偏仿真系统及控制方法,所述方法包括:获取选定的各工艺段的工艺参数;获取带钢的来料数据信息;设置每个工艺段的采样点的采样序号,设置带钢在各工艺段的退火温度及张力;计算每个工艺段内的每个采样序号的跑偏因子和跑偏量,判断跑偏因子是否超出跑偏临界值,对超出的计算出纠偏量;汇总各工艺段的纠偏量对纠偏辊油缸进行预调节。本申请能针对整卷带钢的不同板形采样点实现整卷带钢在所有工艺段的跑偏预测,同时,针对发生跑偏的采样点计算纠偏辊的纠偏量,对纠偏辊进行预调节,实现了退火炉内带钢跑偏的

一种热镀锌带钢温度过渡方法.pdf
本发明涉及一种热镀锌带钢温度过渡方法,所述方法包括以下步骤:步骤1:入口段的控制;步骤2:清洗段的控制;步骤3:炉子段的控制;步骤4:气刀的控制;步骤5:平整、拉矫的控制;步骤6:后处理与卷取。该技术方案可以有效的使得规格切换过程中退火温度稳定在一定的范围内,保证切换前后带钢的性能合格稳定。
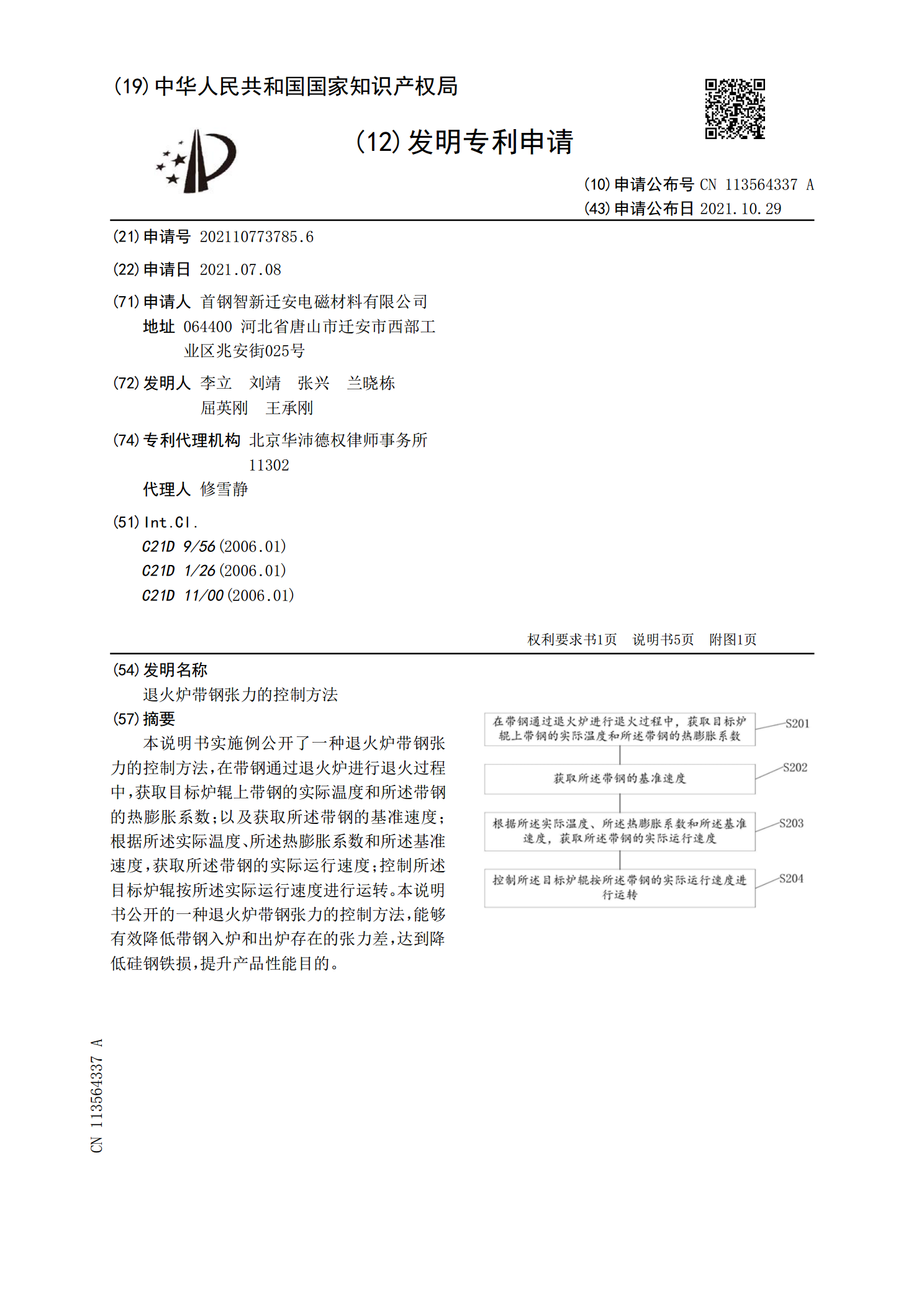
退火炉带钢张力的控制方法.pdf
本说明书实施例公开了一种退火炉带钢张力的控制方法,在带钢通过退火炉进行退火过程中,获取目标炉辊上带钢的实际温度和所述带钢的热膨胀系数;以及获取所述带钢的基准速度;根据所述实际温度、所述热膨胀系数和所述基准速度,获取所述带钢的实际运行速度;控制所述目标炉辊按所述实际运行速度进行运转。本说明书公开的一种退火炉带钢张力的控制方法,能够有效降低带钢入炉和出炉存在的张力差,达到降低硅钢铁损,提升产品性能目的。