
无取向硅钢加热方法及其模型化控制方法.pdf

一只****懿呀

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

无取向硅钢加热方法及其模型化控制方法.pdf
本发明公开了一种无取向硅钢加热方法及其模型化控制方法;无取向硅钢的加热方法能够实现步进式加热炉加热硅钢;包括以下步骤:按硅钢中硅的百分比含量划分加热控制区间;检测炉膛温度;选取硅钢加热控制区间,调节炉膛温度;硅钢均热处理。模型化控制方法能够实现无取向硅钢加热方法的自动化控制;包括以下步骤,根据硅钢加热区间建立控制模型,将控制模型以及测量得到的炉膛温度存储到过程PLC的存储器内;在PLC上设置选择器和比较器,选择器根选取硅钢对应的控制模型;通过比较器对炉膛温度和控制模型中的加热温度进行比较,通过比较结果调节

无取向硅钢板坯低温加热的控制方法及控制装置.pdf
本发明公开了一种无取向硅钢板坯低温加热的控制方法,包括:确定板坯的加热制度:确定板坯的目标出炉温度为1100~1140℃;降低板坯的目标在炉时间并控制板坯在均热段的加热时间≥30min;提高加热炉的预热段设定温度和一加热段设定温度;在板坯装炉时,控制轧制单元间留空位,并根据板坯的宽度,对应增加板坯的装钢间隙;在板坯加热过程中,获取分段炉气温度,根据分段炉气温度和分段设定温度,对板坯的加热过程进行协同控制;控制板坯在加热炉的二加热段和均热段的横向温度梯度在30℃以内;上述方法同时实现了降低板坯加热温度、加热
无取向硅钢及其制造方法.pdf
本发明提供一种磁性优异的无取向硅钢及其制造方法。在本发明的制造方法中,炼钢中的转炉出钢的钢水温度T与碳含量[C]以及自由氧含量[O]之间满足下式:7.27×103≤[O][C]e(-5000/T)≤2.99×104,并且最终的退火步骤采用低温张力短时退火。通过本发明的制造方法可获得低铁损、铁损各向异性优异的无取向硅钢。
无取向硅钢及其制造方法.pdf
本发明提供一种磁性优异的无取向硅钢及其制造方法。在本发明的制造方法中,炼钢中的转炉出钢的钢水温度T与碳含量[C]以及自由氧含量[O]之间满足下式:7.27×103≤[O][C]e(-1/T)≤2.99×104,并且最终的退火步骤采用低温张力短时退火。通过本发明的制造方法可获得低铁损、铁损各向异性优异的无取向硅钢。
高温取向硅钢加热炉化渣剂及其制备方法.pdf
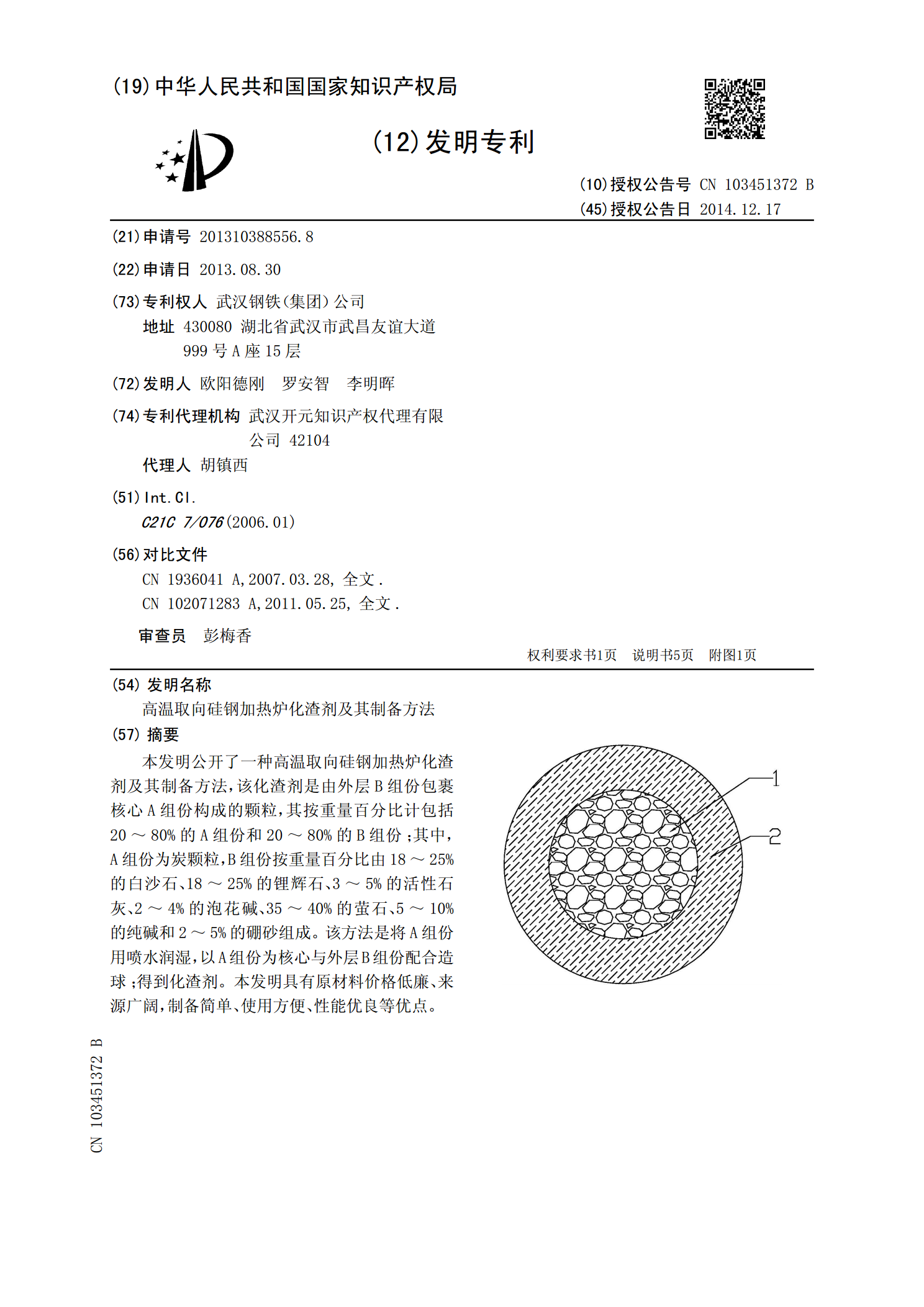
本发明公开了一种高温取向硅钢加热炉化渣剂及其制备方法,该化渣剂是由外层B组份包裹核心A组份构成的颗粒,其按重量百分比计包括20~80%的A组份和20~80%的B组份;其中,A组份为炭颗粒,B组份按重量百分比由18~25%的白沙石、18~25%的锂辉石、3~5%的活性石灰、2~4%的泡花碱、35~40%的萤石、5~10%的纯碱和2~5%的硼砂组成。该方法是将A组份用喷水润湿,以A组份为核心与外层B组份配合造球;得到化渣剂。本发明具有原材料价格低廉、来源广阔,制备简单、使用方便、性能优良等优点。