
铝合金门窗型材的挤压成形方法.pdf

是你****盟主

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铝合金门窗型材的挤压成形方法.pdf
本发明公开了一种铝合金门窗型材的挤压成形方法,对挤压机的挤压筒在挤压成形生产前进行预加热,预加热温度为420—430℃;对铝合金铸锭进行加热,加热温度为490-—510℃;对挤压工具表面进行清理,并在挤压使用前对挤压工具进行预加热,加热温度为350—380℃;将模具置于模具加热炉中进行预加热,模具预加热温度为450—460℃;进行挤压成形,在挤压的过程中,在挤压机上,直接水冷淬火;当型材冷却到50℃以下时,进行拉伸矫直,拉伸率控制在0.1%—1.5%范围内;最后,对型材进行时效处理即可。

基于HyperXtrude的铝合金型材挤压成形特性研究.docx
基于HyperXtrude的铝合金型材挤压成形特性研究摘要:本文以HyperXtrude作为铝合金型材挤压成形的仿真工具,通过建立数值模型,研究了挤压成形过程中的温度场分布、应力应变分布以及变形行为等特性。结果表明,挤压成形过程中铝合金型材受到了较大的压力和变形,产生了明显的热力学效应。随着挤压速度的增加,型材温度升高速度加快,而应力应变曲线也呈现出下降的趋势。关键词:HyperXtrude;铝合金型材;挤压成形;温度场分布;应力应变分布第一章绪论1.1研究背景和意义随着现代工业在结构材料、载荷性能、制造

铝合金门窗型材生产方法.pdf
本发明公开了一种铝合金门窗型材生产方法,根据所要生产的合金牌号,进行配料;将各类原材料投入熔铸炉中进行高温熔化,并在熔炼的过程中进行搅拌,熔炼温度为700—800℃;将精炼剂压入熔体接近熔铸炉底部的位置,进行精炼,精炼温度为750-800℃,精炼过程中通入氮气、氮—氯混合气体或氩气;将精炼好的铝熔体撒上一层覆盖剂,同时静置,让氢气逸出,静置过程中铝熔体温度保持在745-755℃之间;对铝熔体进行铸造,在铸造的过程中往铝熔体中添加Al-Ti-B细化剂进行变质处理,使晶粒细化,铸造的温度为715-725℃;对

型材挤压的稳定成形机理分析.docx
型材挤压的稳定成形机理分析论文标题:型材挤压的稳定成形机理分析摘要:型材挤压作为一种常见的金属成形工艺,在工业生产中具有重要的应用价值。而型材挤压的稳定成形是保证产品质量与生产效率的重要因素。本论文通过对型材挤压的稳定成形机理进行分析,旨在深入探讨型材挤压过程中形成不稳定因素及其影响,以期为生产实践提供理论支持与指导。1.引言2.型材挤压的基本原理3.型材挤压过程中的不稳定因素4.不稳定因素对型材挤压的影响5.型材挤压的稳定成形机理分析5.1材料流动性与形变均匀性5.2机械条件与挤压速度5.3模具几何结构
型材自弯曲成形挤压模具.pdf
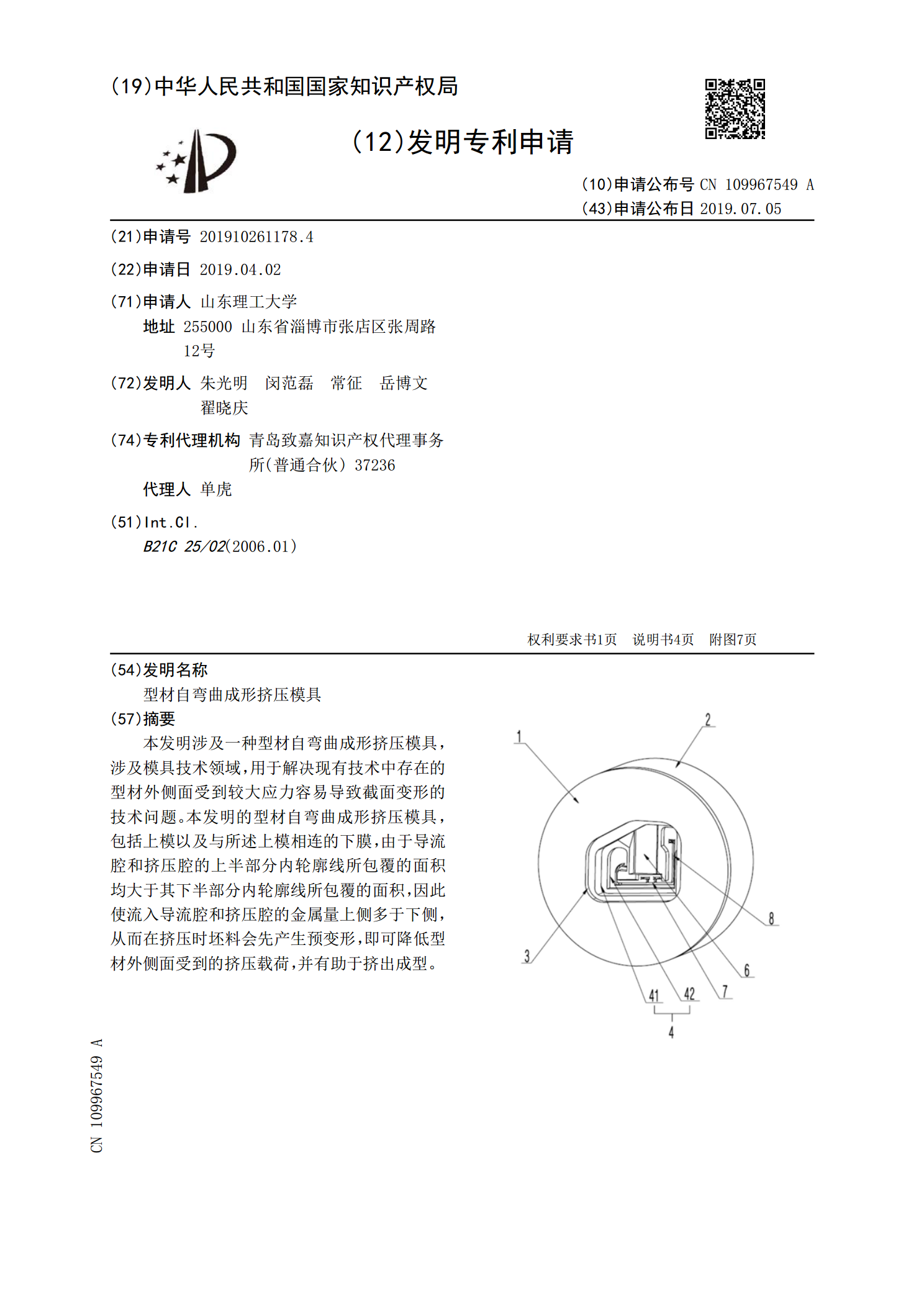
本发明涉及一种型材自弯曲成形挤压模具,涉及模具技术领域,用于解决现有技术中存在的型材外侧面受到较大应力容易导致截面变形的技术问题。本发明的型材自弯曲成形挤压模具,包括上模以及与所述上模相连的下膜,由于导流腔和挤压腔的上半部分内轮廓线所包覆的面积均大于其下半部分内轮廓线所包覆的面积,因此使流入导流腔和挤压腔的金属量上侧多于下侧,从而在挤压时坯料会先产生预变形,即可降低型材外侧面受到的挤压载荷,并有助于挤出成型。