
汽车变速器输入轴复合成形工艺及锻压模具.pdf

书生****35

1/10
2/10
3/10
4/10
5/10

6/10
7/10
8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
汽车变速器输入轴复合成形工艺及锻压模具.pdf
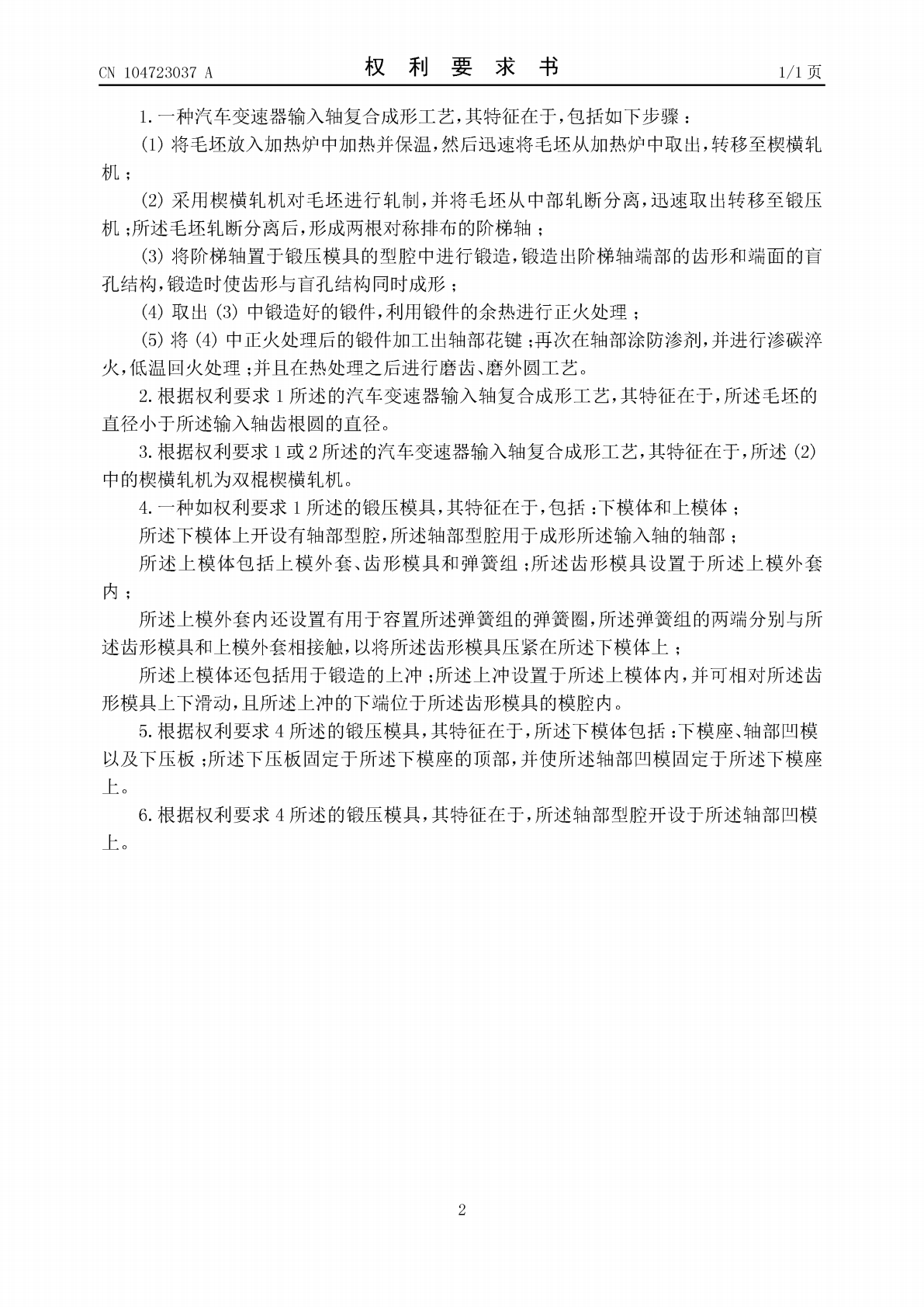
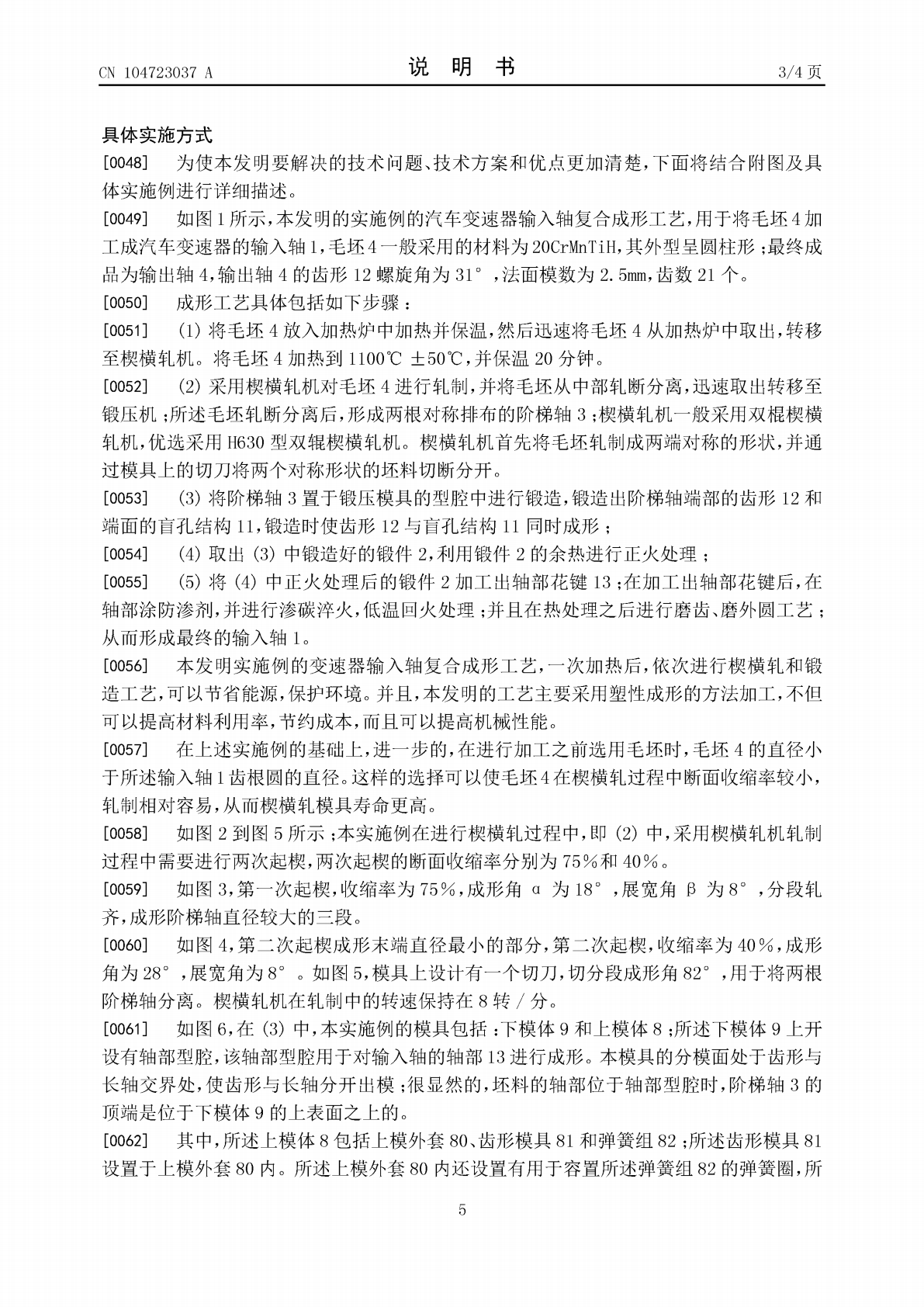
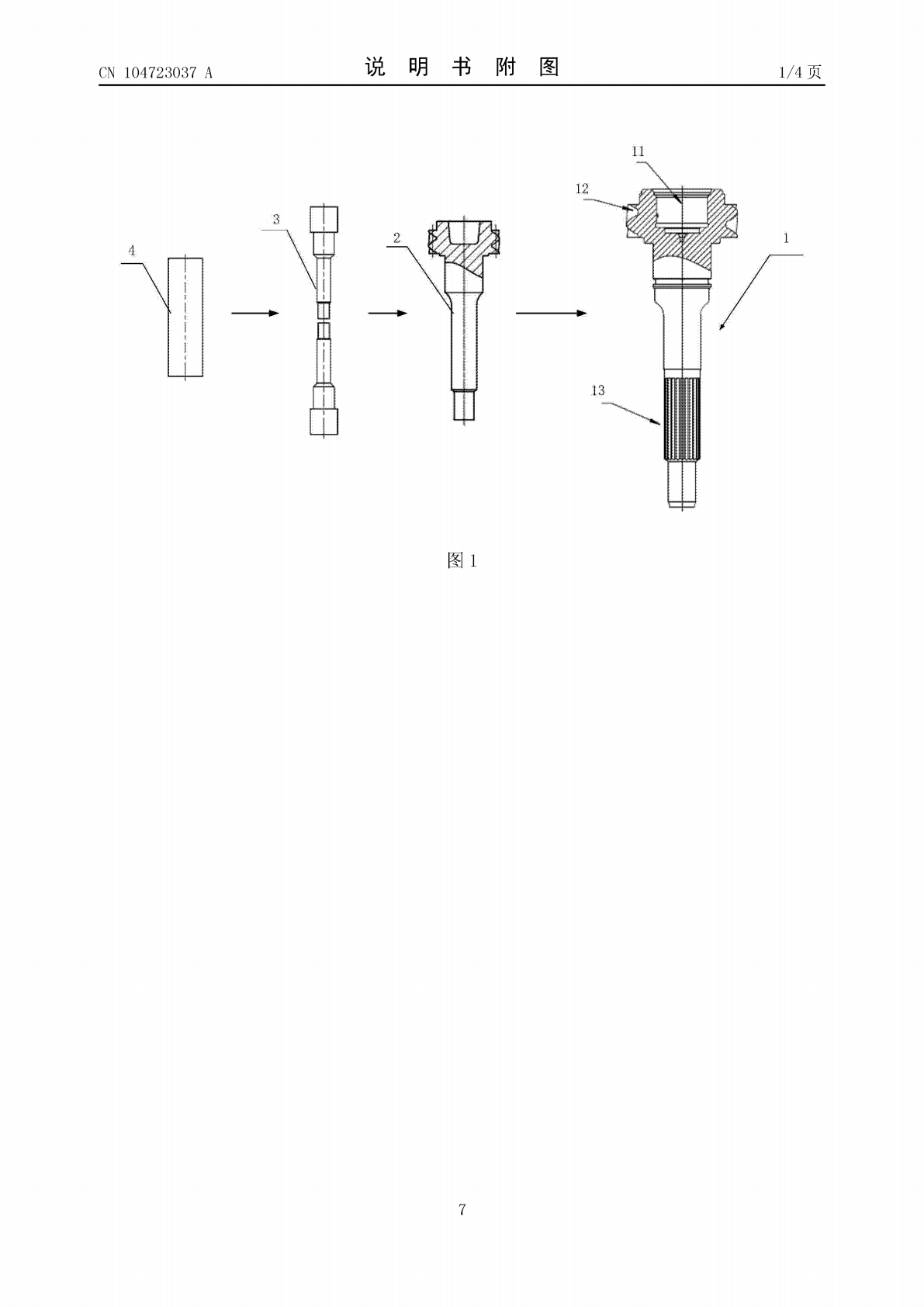
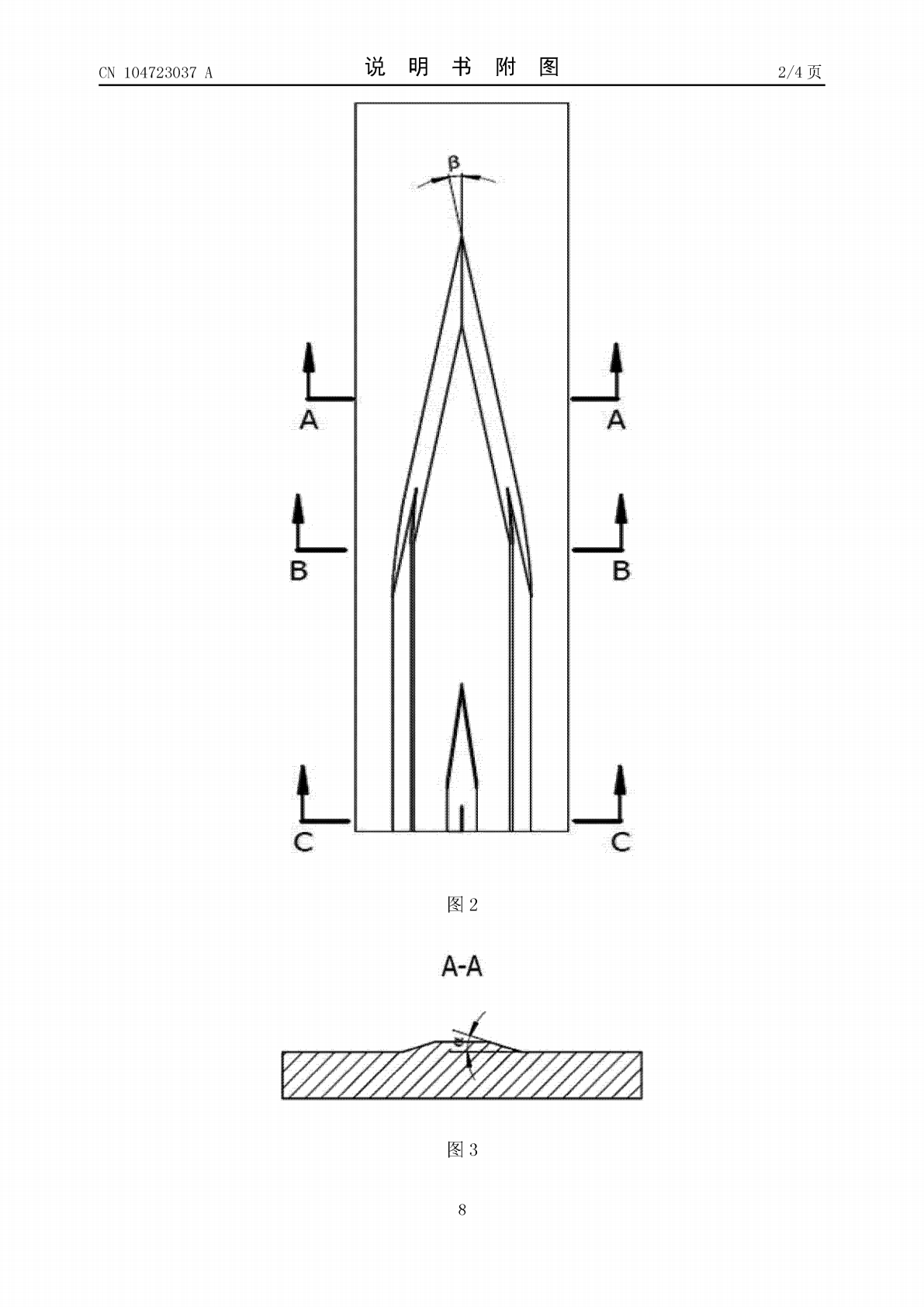
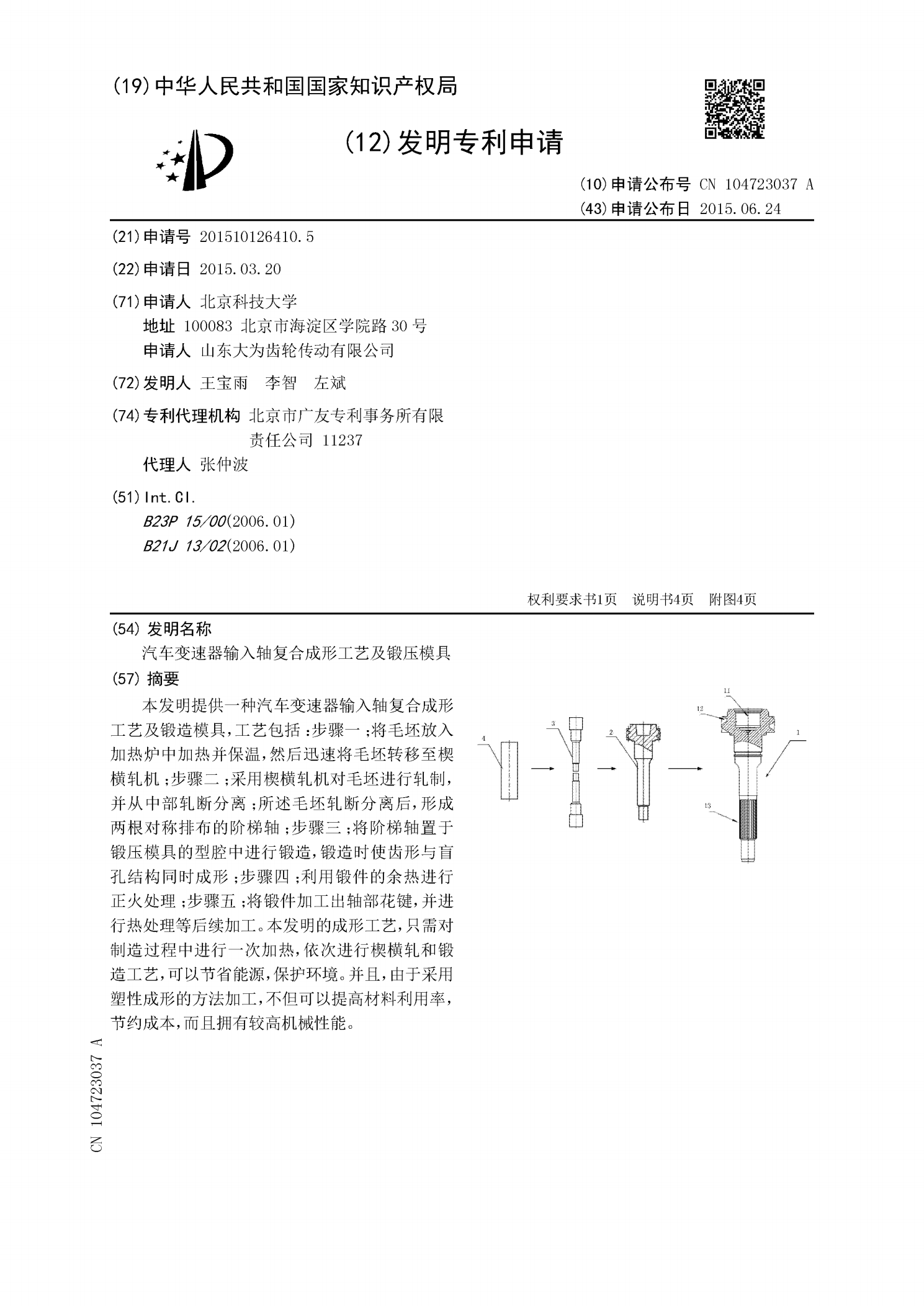
本发明提供一种汽车变速器输入轴复合成形工艺及锻造模具,工艺包括:步骤一;将毛坯放入加热炉中加热并保温,然后迅速将毛坯转移至楔横轧机;步骤二;采用楔横轧机对毛坯进行轧制,并从中部轧断分离;所述毛坯轧断分离后,形成两根对称排布的阶梯轴;步骤三;将阶梯轴置于锻压模具的型腔中进行锻造,锻造时使齿形与盲孔结构同时成形;步骤四;利用锻件的余热进行正火处理;步骤五;将锻件加工出轴部花键,并进行热处理等后续加工。本发明的成形工艺,只需对制造过程中进行一次加热,依次进行楔横轧和锻造工艺,可以节省能源,保护环境。并且,由于采

汽车DCT变速器输入外轴深孔冷锻坯成形工艺.pdf
本发明公开了一种汽车DCT变速器输入外轴深孔冷锻成形工艺,该工艺包括以下步骤:下料‑冷锻制坯‑热处理‑分别冷挤压两端深孔,该工艺采用锻件采用全工序冷锻成形,采用冷挤压和冷摆辗成形外部形状,深孔冷挤压成形内孔,所成形的锻件精度高、内孔加工余量小,材料利用率提高25%;锻件内部晶粒细化,保留完整而有利的金属流线,强度提高30%以上;突破常规冷挤压成形极限,可挤压大深径比的孔,且模具寿命长,能耗少,绿色无污染,成本降低。

汽车DCT变速器输入外轴深孔冷锻坯成形工艺.pdf
本发明公开了一种汽车DCT变速器输入外轴深孔冷锻坯成形工艺,该工艺包括以下步骤:下料‑冷锻制坯‑热处理‑分别冷挤压两端深孔。本发明与现有技术相比具有以下优点:锻件全是冷锻成型,深孔成形过程中不会因坯料形状复杂造成缺陷或深径比小,深孔成形单位压力也会下降。工序简单,锻件精度高,晶粒细化,保留金属流线,强度提高30%以上,材料利用率提高27%,模具寿命提高3倍以上,易实现自动化生产,生产效率高;且摆辗成形需要的压力机吨位小,坯料不需要加热,能耗少,成本可以大大降低。
大功率风电主轴的复合锻压工艺及锻压用模具.pdf
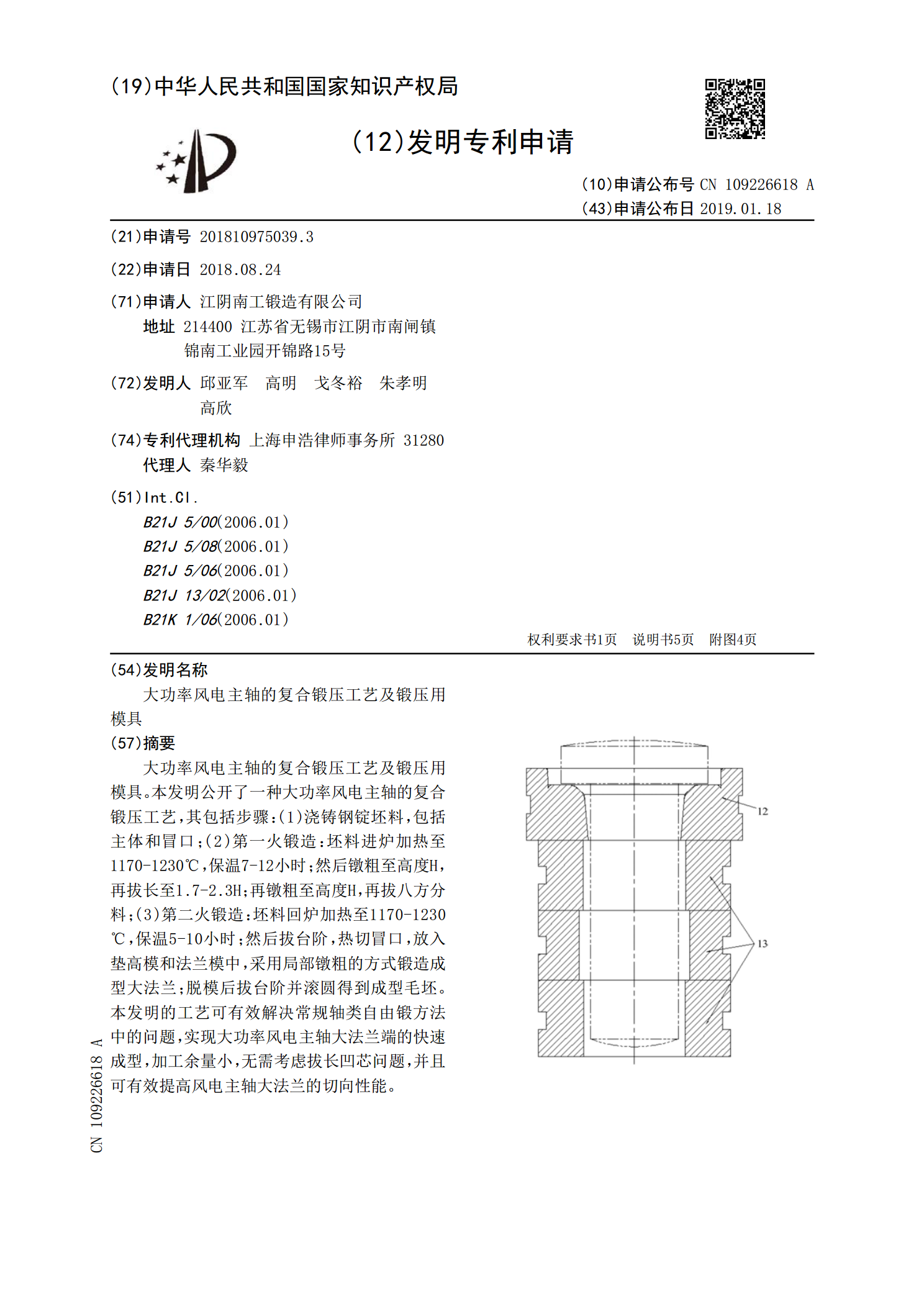
大功率风电主轴的复合锻压工艺及锻压用模具。本发明公开了一种大功率风电主轴的复合锻压工艺,其包括步骤:(1)浇铸钢锭坯料,包括主体和冒口;(2)第一火锻造:坯料进炉加热至1170‑1230℃,保温7‑12小时;然后镦粗至高度H,再拔长至1.7‑2.3H;再镦粗至高度H,再拔八方分料;(3)第二火锻造:坯料回炉加热至1170‑1230℃,保温5‑10小时;然后拔台阶,热切冒口,放入垫高模和法兰模中,采用局部镦粗的方式锻造成型大法兰;脱模后拔台阶并滚圆得到成型毛坯。本发明的工艺可有效解决常规轴类自由锻方法中的问
汽车半轴的碾压成形工艺.pdf
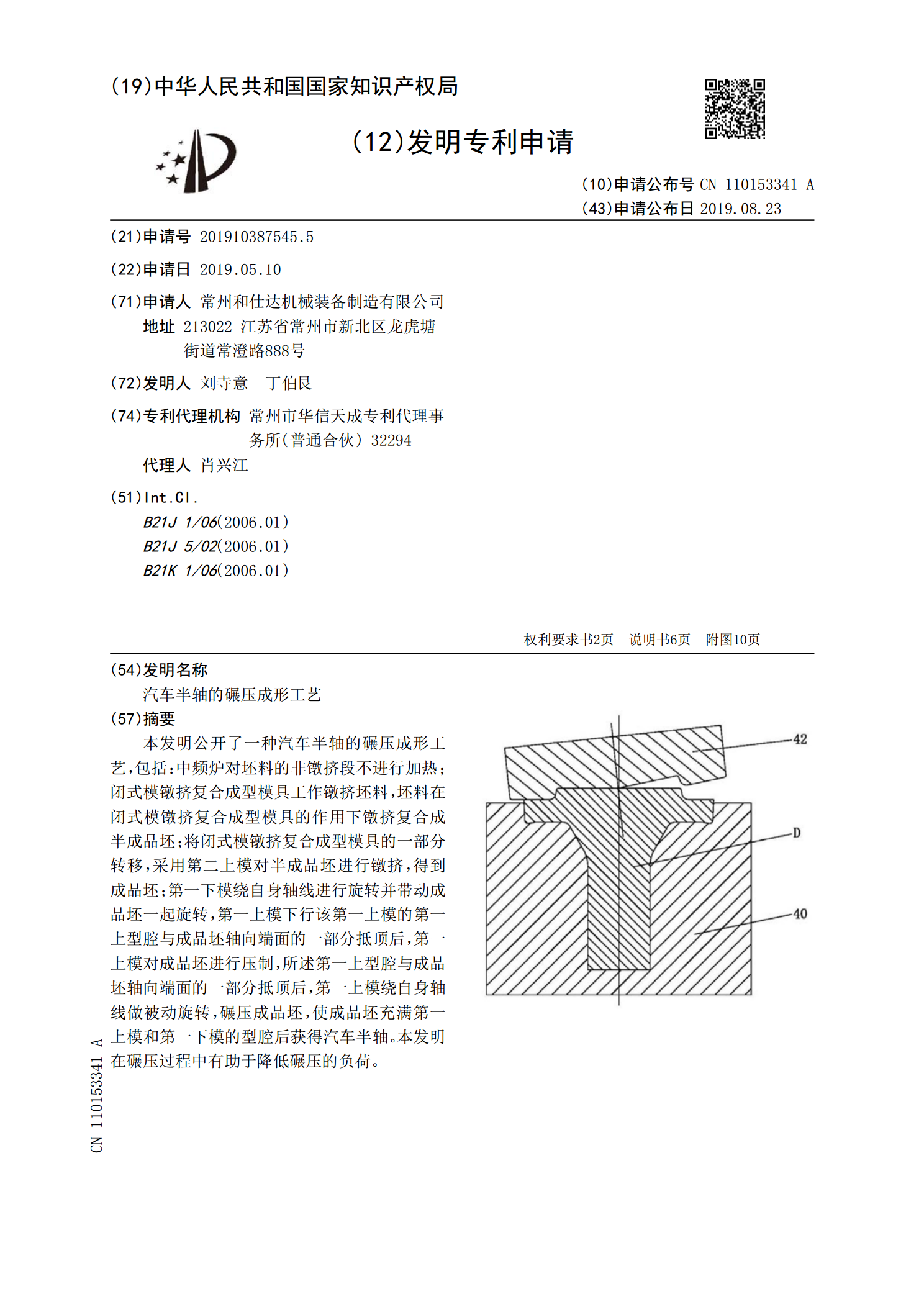
本发明公开了一种汽车半轴的碾压成形工艺,包括:中频炉对坯料的非镦挤段不进行加热;闭式模镦挤复合成型模具工作镦挤坯料,坯料在闭式模镦挤复合成型模具的作用下镦挤复合成半成品坯;将闭式模镦挤复合成型模具的一部分转移,采用第二上模对半成品坯进行镦挤,得到成品坯;第一下模绕自身轴线进行旋转并带动成品坯一起旋转,第一上模下行该第一上模的第一上型腔与成品坯轴向端面的一部分抵顶后,第一上模对成品坯进行压制,所述第一上型腔与成品坯轴向端面的一部分抵顶后,第一上模绕自身轴线做被动旋转,碾压成品坯,使成品坯充满第一上模和第一下