
汽车半轴的碾压成形工艺.pdf

小宏****aa


1/10
2/10

3/10

4/10

5/10

6/10

7/10
8/10

9/10
10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
汽车半轴的碾压成形工艺.pdf
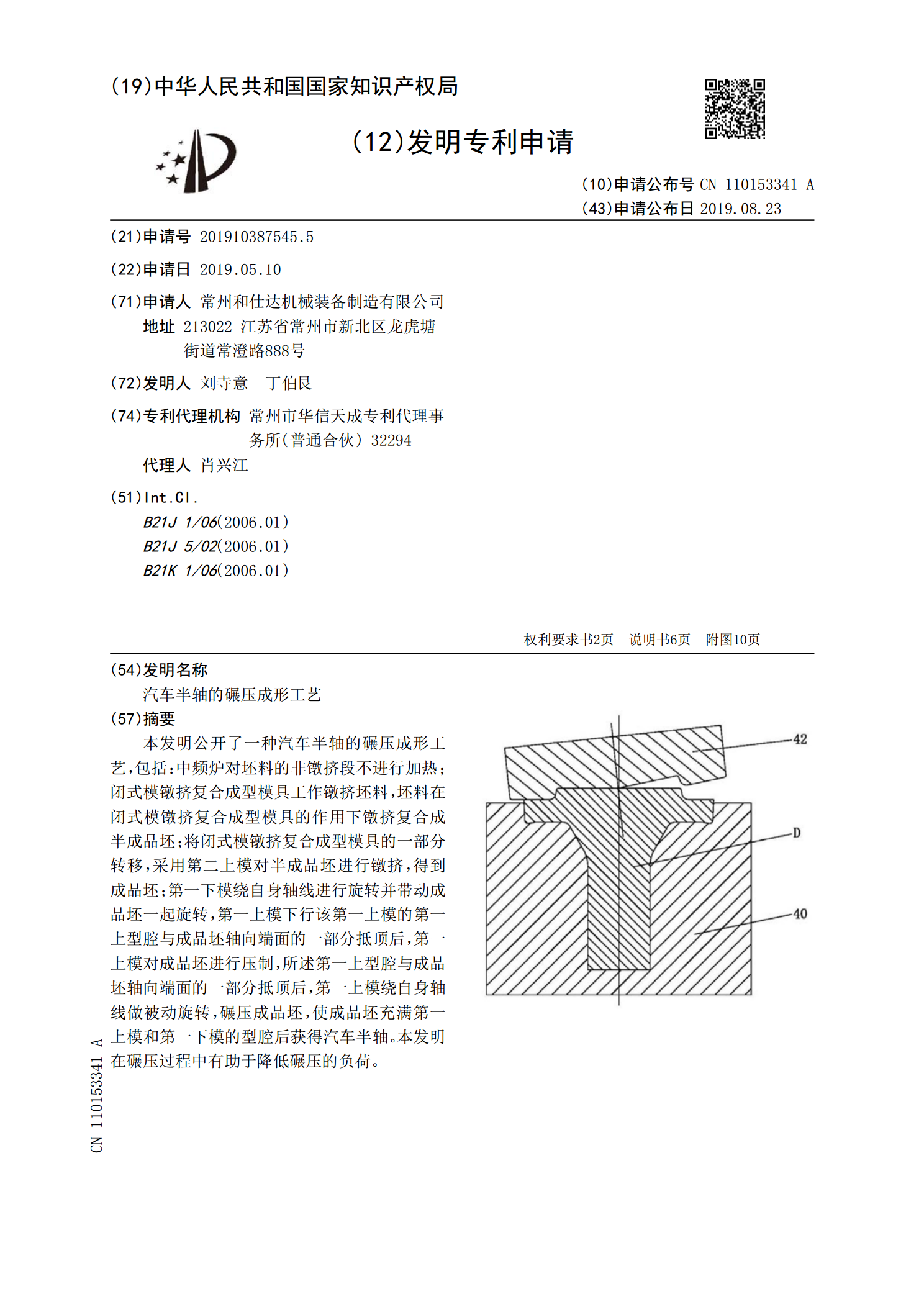
本发明公开了一种汽车半轴的碾压成形工艺,包括:中频炉对坯料的非镦挤段不进行加热;闭式模镦挤复合成型模具工作镦挤坯料,坯料在闭式模镦挤复合成型模具的作用下镦挤复合成半成品坯;将闭式模镦挤复合成型模具的一部分转移,采用第二上模对半成品坯进行镦挤,得到成品坯;第一下模绕自身轴线进行旋转并带动成品坯一起旋转,第一上模下行该第一上模的第一上型腔与成品坯轴向端面的一部分抵顶后,第一上模对成品坯进行压制,所述第一上型腔与成品坯轴向端面的一部分抵顶后,第一上模绕自身轴线做被动旋转,碾压成品坯,使成品坯充满第一上模和第一下

基于deform的汽车半轴摆动碾压工艺优化.docx
基于deform的汽车半轴摆动碾压工艺优化标题:基于Deform的汽车半轴摆动碾压工艺优化摘要:随着汽车工业的快速发展,汽车半轴在车辆驱动和悬挂系统中充当着重要的角色。为了提高汽车性能和安全性,对半轴的制造工艺需求越来越高。本文以汽车半轴的摆动碾压工艺为研究对象,通过应用Deform软件对工艺进行优化,以提高半轴的制造质量和效率。第一节:引言1.1背景和意义1.2国内外研究现状1.3研究目的第二节:半轴摆动碾压工艺分析2.1半轴的结构和功能2.2摆动碾压工艺的原理与流程2.3摆动碾压工艺存在的问题第三节:

一种汽车后桥半轴锻造成形工艺.pdf
本发明公开一种汽车后桥半轴锻造成形工艺,涉及汽车后桥半轴加工技术领域,包括步骤:(1)下料;选取直径为D、长度为L的圆形棒料;(2)坯料加热;将圆形棒料在中频电感炉中进行加热;(3)后桥半轴杆部辊锻成形;计算辊锻道次n,选择模具型槽系,用机械手夹持住工件分别在各道次辊锻模内进行辊锻;(4)后桥半轴头部镦锻成形;将最后一道次辊锻件平移至镦锻机上,定位夹紧后进行头部一次镦锻,得到后桥半轴的法兰盘部分。本发明提供的汽车后桥半轴锻造成形工艺,生产效率高,产品质量好。

汽车半轴摆辗成形工艺与实验研究的任务书.docx
汽车半轴摆辗成形工艺与实验研究的任务书任务书:一、课题背景汽车半轴是指车辆的驱动轴和非驱动轴,是汽车行驶中必须的重要部件之一。目前,半轴一般采用锻造、热成形、冷拔等传统加工工艺,但是这些传统工艺存在一些问题,比如成本高、效率低、产品精度差等。为了解决这些问题,需要采用先进的成形技术,比如摆辗成形。摆辗成形是一种先进的金属成形技术,具有成本低、高效率、精度高等优点。但是,目前国内对于汽车半轴的摆辗成形工艺与实验研究还较少,需要加强相关技术的研究和开发。二、研究目的本研究旨在探索汽车半轴摆辗成形的工艺与实验研

汽车半轴生产加工工艺.docx
汽车半轴生产加工工艺如今,汽车随处可见,汽车在当今社会有重要的影响,人们现在时刻也离不开汽车,现在没有汽车的世界是难以想象的。所以研究汽车有重要的意义。半轴是汽车传动系统的一个重要组成部分,半轴是用来将差速器半轴齿轮输出的动力传给驱动轮或轮边减速器,半轴外端与轮毂连接,半轴内端以花键连接着半轴齿轮,半轴齿轮在工作时只将扭矩传给半轴,半轴内端只受扭矩而不受弯曲力矩,半轴是汽车的轴类零件中承受扭矩最大的零件。汽车半轴图选材当汽车在启动或上坡时,扭矩很大,特别在紧急制动或行驶在不平坦的道路上时工作条件更为恶劣,