
汽车DCT变速器输入外轴深孔冷锻坯成形工艺.pdf

一只****呀9


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

汽车DCT变速器输入外轴深孔冷锻坯成形工艺.pdf
本发明公开了一种汽车DCT变速器输入外轴深孔冷锻成形工艺,该工艺包括以下步骤:下料‑冷锻制坯‑热处理‑分别冷挤压两端深孔,该工艺采用锻件采用全工序冷锻成形,采用冷挤压和冷摆辗成形外部形状,深孔冷挤压成形内孔,所成形的锻件精度高、内孔加工余量小,材料利用率提高25%;锻件内部晶粒细化,保留完整而有利的金属流线,强度提高30%以上;突破常规冷挤压成形极限,可挤压大深径比的孔,且模具寿命长,能耗少,绿色无污染,成本降低。

汽车DCT变速器输入外轴深孔冷锻坯成形工艺.pdf
本发明公开了一种汽车DCT变速器输入外轴深孔冷锻坯成形工艺,该工艺包括以下步骤:下料‑冷锻制坯‑热处理‑分别冷挤压两端深孔。本发明与现有技术相比具有以下优点:锻件全是冷锻成型,深孔成形过程中不会因坯料形状复杂造成缺陷或深径比小,深孔成形单位压力也会下降。工序简单,锻件精度高,晶粒细化,保留金属流线,强度提高30%以上,材料利用率提高27%,模具寿命提高3倍以上,易实现自动化生产,生产效率高;且摆辗成形需要的压力机吨位小,坯料不需要加热,能耗少,成本可以大大降低。

汽车DCT自动变速器外输入轴Ⅱ精锻坯制备方法.pdf
本发明提供了一种汽车DCT自动变速器输入轴Ⅱ精锻坯制备方法,料段经磨削表面、喷涂润滑剂并烘干,在磨具内进行冷收径处理,在保护气氛中加热至1000℃~1080℃;在压力机上制坯镦头,得到热制坯件;预锻出深5-8mm的凹形导向槽;再进行热挤压,挤压出孔径比≤4.5的深孔,该深孔的底厚≥D/2;再等温退火处理,然后喷丸,再对表面进行磷化皂化处理;再进行冷挤机,制得终锻坯;再进行机加工并去应力热处理。本发明的方法采用内孔挤压成形,保留金属流线机械强度提高25%,能够有效预防其上斜齿轮受力引起管壁破裂;材料利用率提
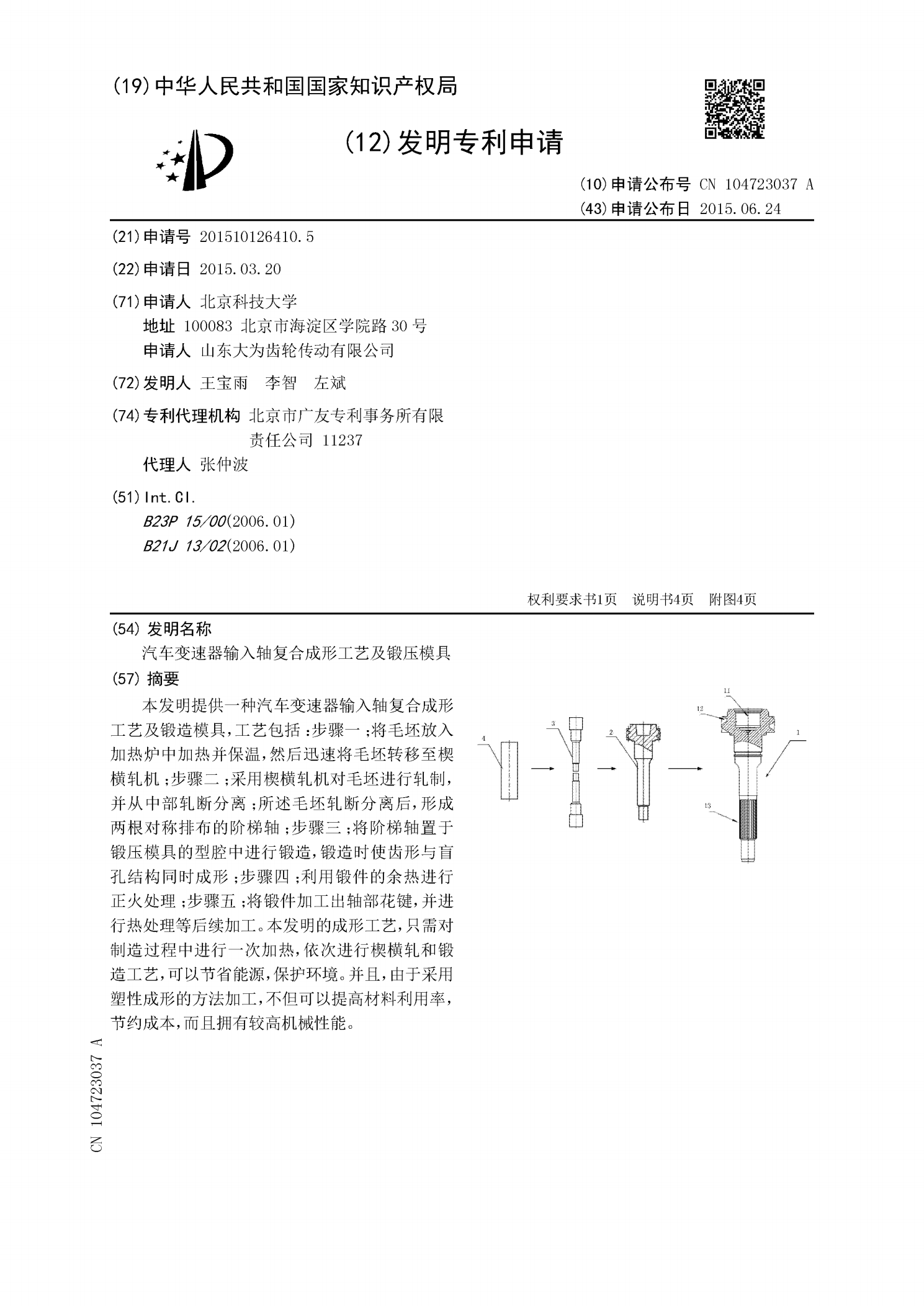
汽车变速器输入轴复合成形工艺及锻压模具.pdf
本发明提供一种汽车变速器输入轴复合成形工艺及锻造模具,工艺包括:步骤一;将毛坯放入加热炉中加热并保温,然后迅速将毛坯转移至楔横轧机;步骤二;采用楔横轧机对毛坯进行轧制,并从中部轧断分离;所述毛坯轧断分离后,形成两根对称排布的阶梯轴;步骤三;将阶梯轴置于锻压模具的型腔中进行锻造,锻造时使齿形与盲孔结构同时成形;步骤四;利用锻件的余热进行正火处理;步骤五;将锻件加工出轴部花键,并进行热处理等后续加工。本发明的成形工艺,只需对制造过程中进行一次加热,依次进行楔横轧和锻造工艺,可以节省能源,保护环境。并且,由于采
吉利7DCT变速器输入轴装配工艺.pdf
题目:吉利7DCT变速器输入轴装配工艺目录1.输入轴的定义与作用.....................................................................................................11.1输入轴定义...........................................................................................................11.2输入