
避免汽车排气管消音器表面出现点腐蚀的防腐工艺.pdf

努力****弘毅

1/5

2/5

3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
避免汽车排气管消音器表面出现点腐蚀的防腐工艺.pdf
本发明涉及避免汽车排气管消音器表面出现点腐蚀的防腐工艺,包括以下步骤:首先,汽车消音器的表面的前处理:对汽车消音器的表面进行清洁、干燥处理,以除去汽车消音器表面的油和粉尘;其次,选用锌铬膜涂覆在汽车消音器的表面,确保涂覆的均匀性,避免产生气泡等问题;然后,将涂覆有锌铬膜的汽车消音器放入加热炉进行固化处理,设置固化的参数将固化温度设置在280℃~320℃;再然后,锌铬膜固化后再涂覆一层聚四氟乙烯涂料,再放入加热炉内进行二次固化处理固化温度设置在220℃~250℃;最后,将二次固化后的汽车消音器自然冷却后即可
避免氢脆的汽车排气管消音器表面处理方法.pdf
本发明涉及避免氢脆的汽车排气管消音器表面处理方法,包括以下步骤:首先,汽车消音器的表面的前处理:对汽车消音器的表面进行清洁、干燥处理,以除去汽车消音器表面的油和粉尘;其次,选用锌铬膜涂覆在汽车消音器的表面,确保涂覆的均匀性,避免产生气泡等问题;然后,将涂覆有锌铬膜的汽车消音器放入加热炉进行固化处理,设置固化的参数将固化温度设置在280℃~320℃;最后,将固化后的汽车消音器自然冷却后即可使用。本发明克服了现有消音器表面处理后因氢脆导致的机械强度降低的问题。
处理发动机排气管消音器表面腐蚀斑痕的工艺.pdf
本发明涉及处理发动机排气管消音器表面腐蚀斑痕的工艺,包括以下步骤:首先,汽车消音器的表面的前处理:对汽车消音器的表面进行清洁、干燥处理,以除去汽车消音器表面的油和粉尘;其次,选用锌铬膜涂覆在汽车消音器的表面,确保涂覆的均匀性,避免产生气泡等问题;然后,将涂覆有锌铬膜的汽车消音器放入加热炉进行固化处理,设置固化的参数将固化温度设置在280℃~320℃;再然后,锌铬膜固化后再涂覆一层聚四氟乙烯涂料,再放入加热炉内进行二次固化处理固化温度设置在220℃~250℃;最后,将二次固化后的汽车消音器自然冷却后即可使用

一种避免模具零件表面加工出现腐蚀凹坑的方法.pdf
本发明公开了一种避免模具零件表面加工出现腐蚀凹坑的方法,包括S1、磨床加工外形直角准,对工件外形尺寸留铁,并对加工后的工件全部退磁;S2、线切割粗加工,再次对工件进行退磁,对工件及夹具夹持区域涂抹防锈油,保持水箱内pH值为5‑9,喷防爆剂,所有尺寸开粗留余量;取下加工完的工件,去锈、退磁,并对工件喷上防锈油;S3、CNC加工保持切削液浓度为9%—10%,CNC加工后再次退磁;S4、电火花加工过程后,清洗去碳渣,退磁并喷上防锈油;S5、线切割精加工,再次对工件进行退磁,对工件及夹具夹持区域涂抹防锈油,保持水
排气管副消音器结构及其制造工艺.pdf
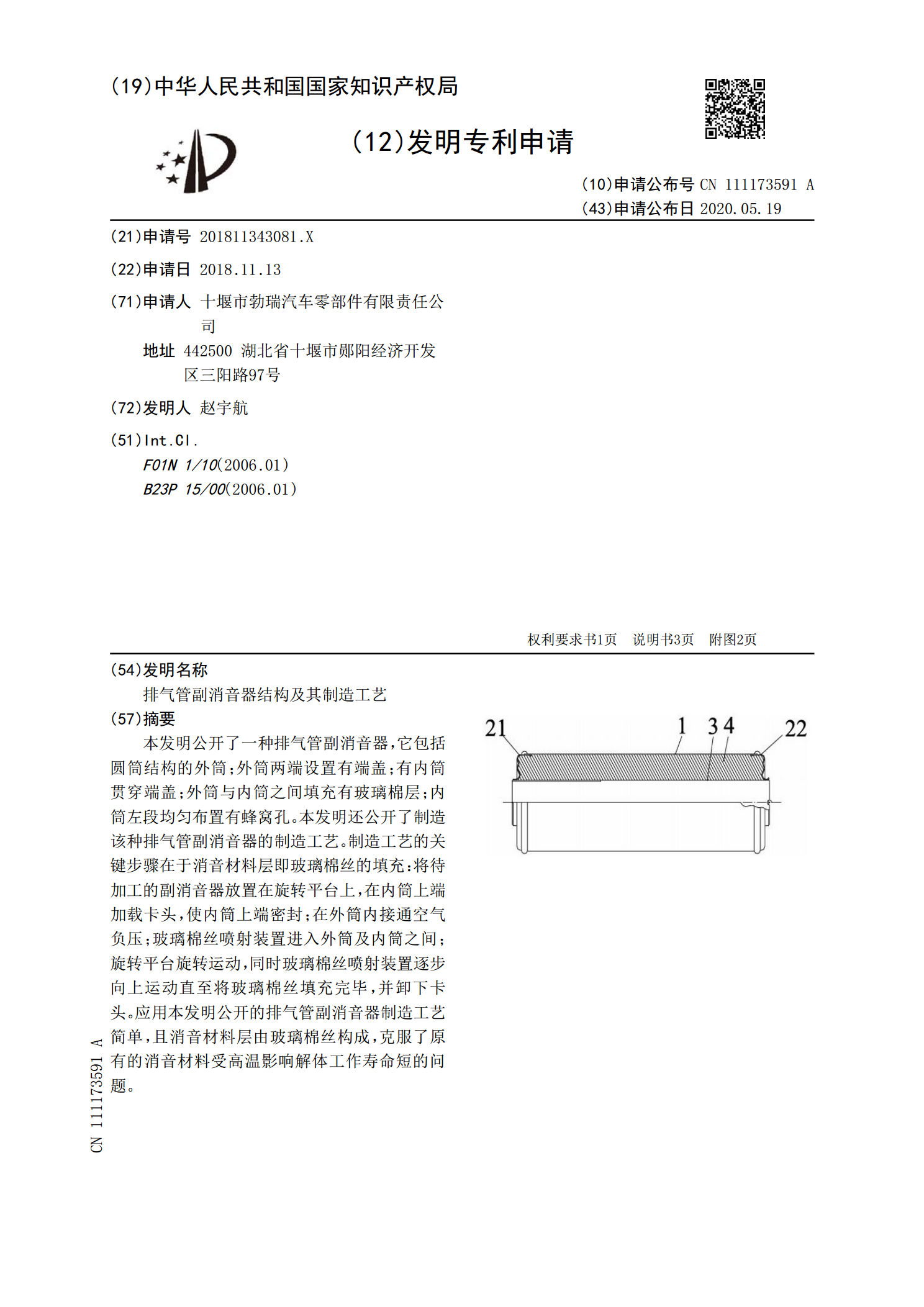
本发明公开了一种排气管副消音器,它包括圆筒结构的外筒;外筒两端设置有端盖;有内筒贯穿端盖;外筒与内筒之间填充有玻璃棉层;内筒左段均匀布置有蜂窝孔。本发明还公开了制造该种排气管副消音器的制造工艺。制造工艺的关键步骤在于消音材料层即玻璃棉丝的填充:将待加工的副消音器放置在旋转平台上,在内筒上端加载卡头,使内筒上端密封;在外筒内接通空气负压;玻璃棉丝喷射装置进入外筒及内筒之间;旋转平台旋转运动,同时玻璃棉丝喷射装置逐步向上运动直至将玻璃棉丝填充完毕,并卸下卡头。应用本发明公开的排气管副消音器制造工艺简单,且消音