
一种不锈钢板坯缓冷温度控制装置及控制方法.pdf

一只****ng


1/9

2/9
3/9
4/9

5/9

6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种不锈钢板坯缓冷温度控制装置及控制方法.pdf
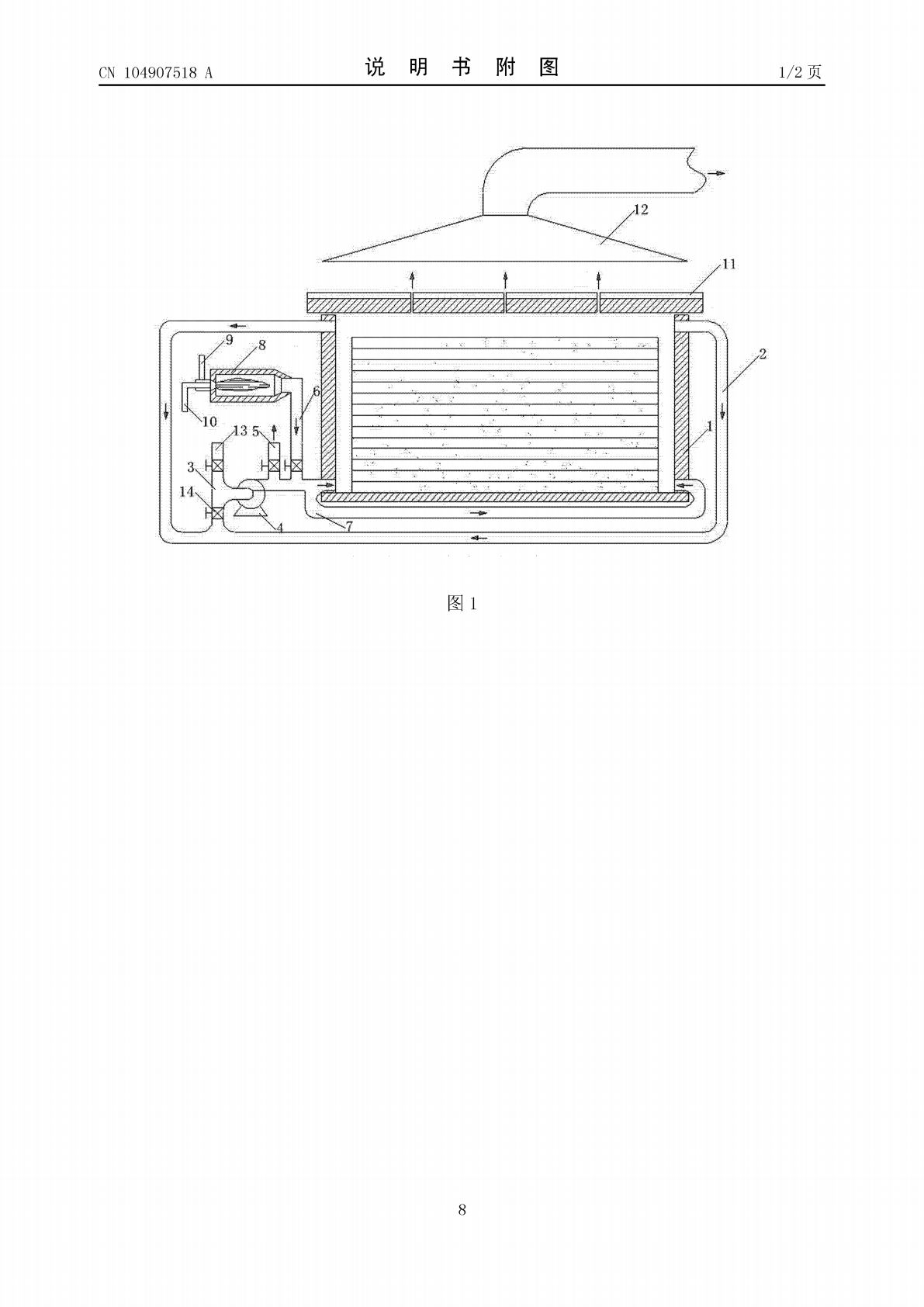
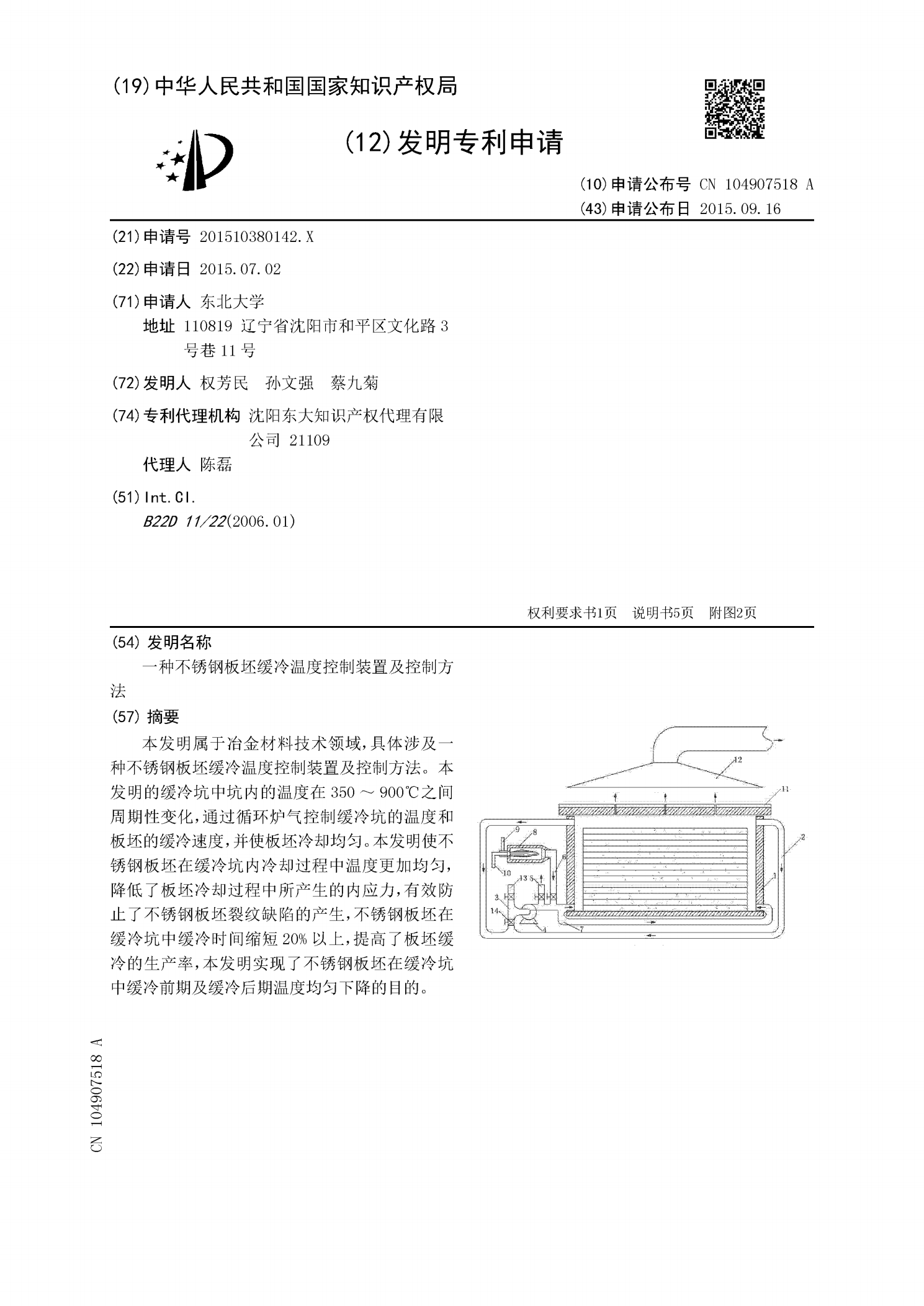
本发明属于冶金材料技术领域,具体涉及一种不锈钢板坯缓冷温度控制装置及控制方法。本发明的缓冷坑中坑内的温度在350~900℃之间周期性变化,通过循环炉气控制缓冷坑的温度和板坯的缓冷速度,并使板坯冷却均匀。本发明使不锈钢板坯在缓冷坑内冷却过程中温度更加均匀,降低了板坯冷却过程中所产生的内应力,有效防止了不锈钢板坯裂纹缺陷的产生,不锈钢板坯在缓冷坑中缓冷时间缩短20%以上,提高了板坯缓冷的生产率,本发明实现了不锈钢板坯在缓冷坑中缓冷前期及缓冷后期温度均匀下降的目的。

不锈钢板坯在缓冷坑中温度模拟的研究.docx
不锈钢板坯在缓冷坑中温度模拟的研究摘要以缓冷坑能量平衡方程和钢坯、坑体的热传导方程为基础,建立了缓冷坑炉数学模型,实现了缓冷坑全过程的数学描述。模型的辐射热交换部分采用了全交换面积的概念,有效减少了重复计算,在此基础上实现了缓冷坑过程及其温度的离线模拟。关键词缓冷坑数学模型温度模拟在不锈钢热轧生产中,为解决马氏体不锈钢、铁素体不锈钢及其它不锈钢的缓冷问题,以及在板坯热装过程中,为尽可能提高板坯热装温度,均匀入炉各板坯温度,避免入炉温度的较大波动,在不锈钢轧制生产线上设置缓冷坑,用来对加热前板坯进行缓冷和保

一种板坯加热温度的控制方法.pdf
本发明公开了一种板坯加热温度的控制方法,属于轧钢技术领域,所述方法包括:根据板坯装钢机上的码盘获得装钢距离,并根据所述装钢距离控制连铸板坯在加热炉内的板坯与板坯之间的间隙;控制所述加热炉内的压力,其中,所述压力的范围为20‑30Pa;利用轧钢时单块钢的轧制时间及轧制间歇时间控制连铸板坯在出炉侧的炉头停留时间,且根据加热炉内的物料跟踪系统,确定所述连铸板坯的前端面距离激光检测器的距离。解决了现有技术中连铸板坯两侧温度不一致时,导致两侧中间板坯厚度不一致而产生中间坯楔形;或在热塑性变形过程中因两侧延伸不一致而
一种板坯加热控制方法和装置.pdf
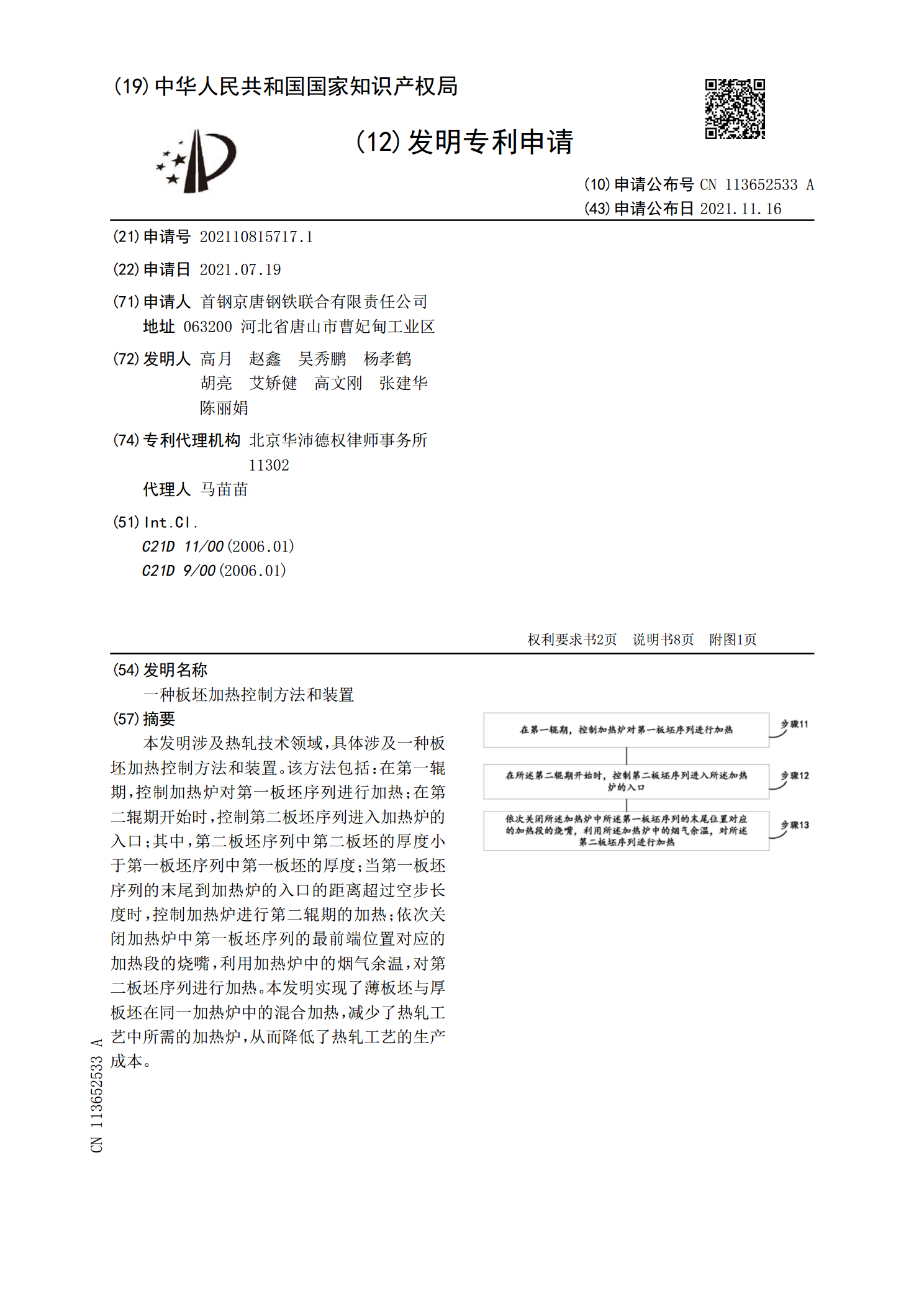
本发明涉及热轧技术领域,具体涉及一种板坯加热控制方法和装置。该方法包括:在第一辊期,控制加热炉对第一板坯序列进行加热;在第二辊期开始时,控制第二板坯序列进入加热炉的入口;其中,第二板坯序列中第二板坯的厚度小于第一板坯序列中第一板坯的厚度;当第一板坯序列的末尾到加热炉的入口的距离超过空步长度时,控制加热炉进行第二辊期的加热;依次关闭加热炉中第一板坯序列的最前端位置对应的加热段的烧嘴,利用加热炉中的烟气余温,对第二板坯序列进行加热。本发明实现了薄板坯与厚板坯在同一加热炉中的混合加热,减少了热轧工艺中所需的加热
一种速冷速热温度控制装置.pdf
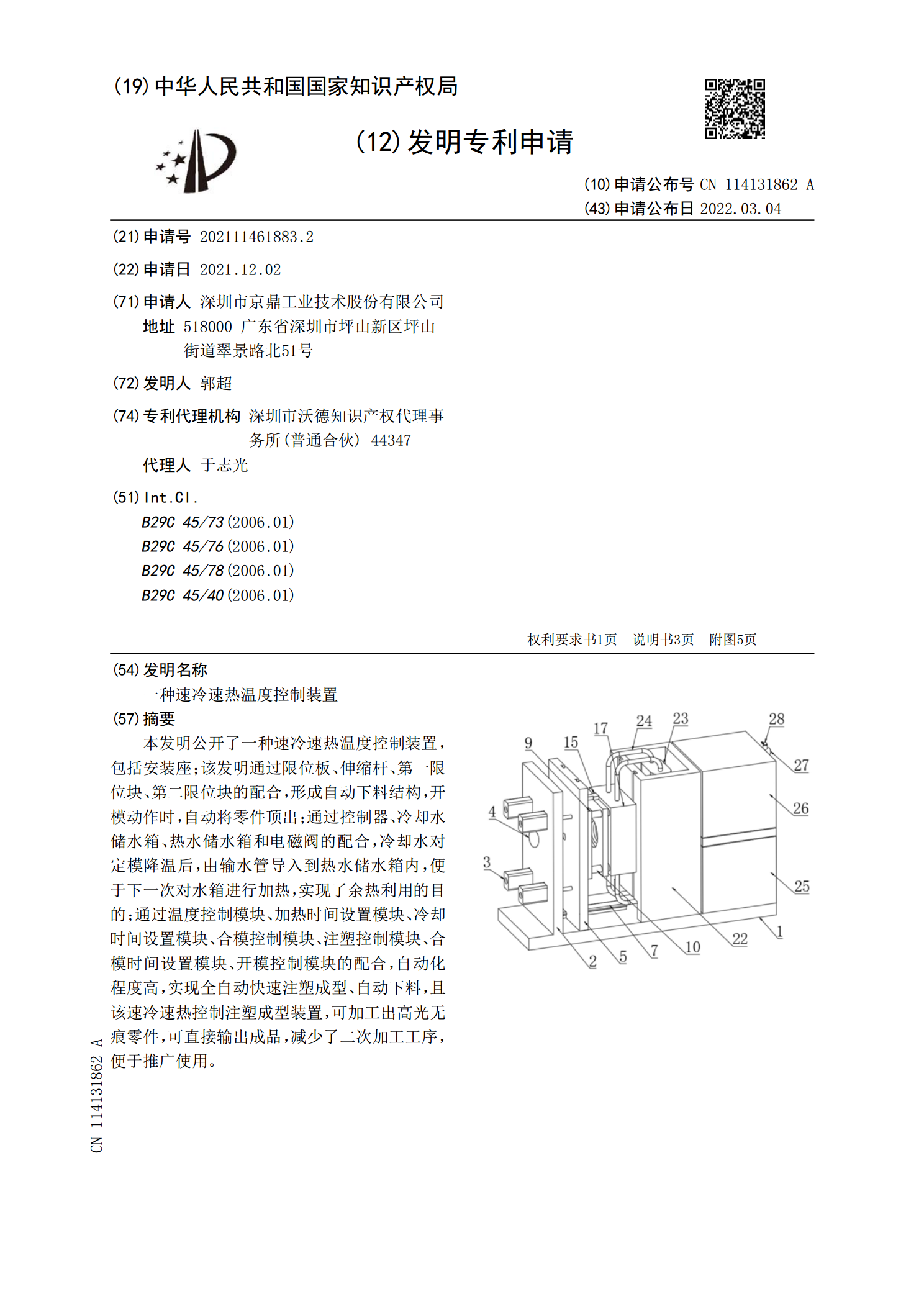
本发明公开了一种速冷速热温度控制装置,包括安装座;该发明通过限位板、伸缩杆、第一限位块、第二限位块的配合,形成自动下料结构,开模动作时,自动将零件顶出;通过控制器、冷却水储水箱、热水储水箱和电磁阀的配合,冷却水对定模降温后,由输水管导入到热水储水箱内,便于下一次对水箱进行加热,实现了余热利用的目的;通过温度控制模块、加热时间设置模块、冷却时间设置模块、合模控制模块、注塑控制模块、合模时间设置模块、开模控制模块的配合,自动化程度高,实现全自动快速注塑成型、自动下料,且该速冷速热控制注塑成型装置,可加工出高光