
一种板坯加热控制方法和装置.pdf

靖烟****魔王

1/10

2/10
3/10
4/10
5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种板坯加热控制方法和装置.pdf
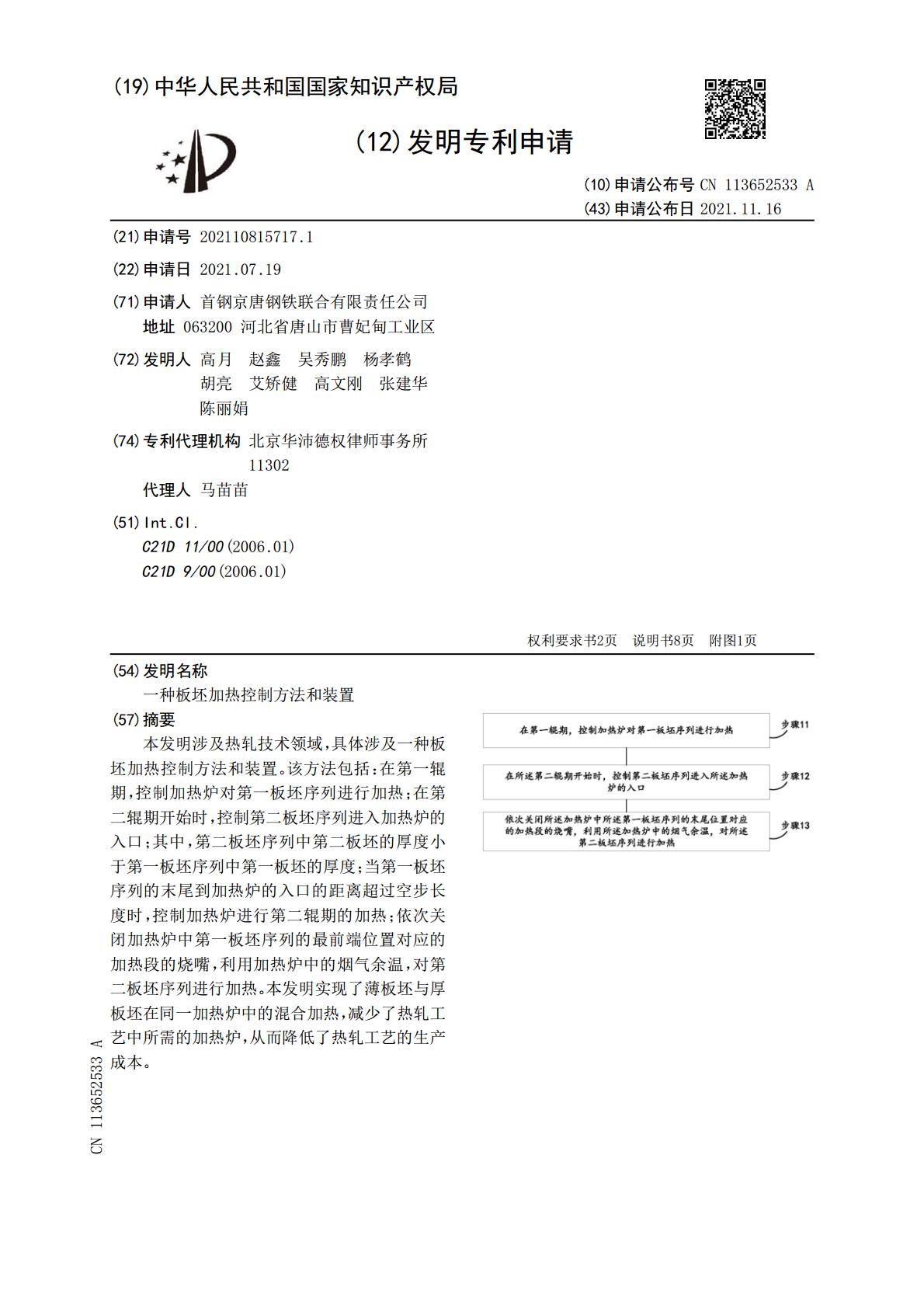
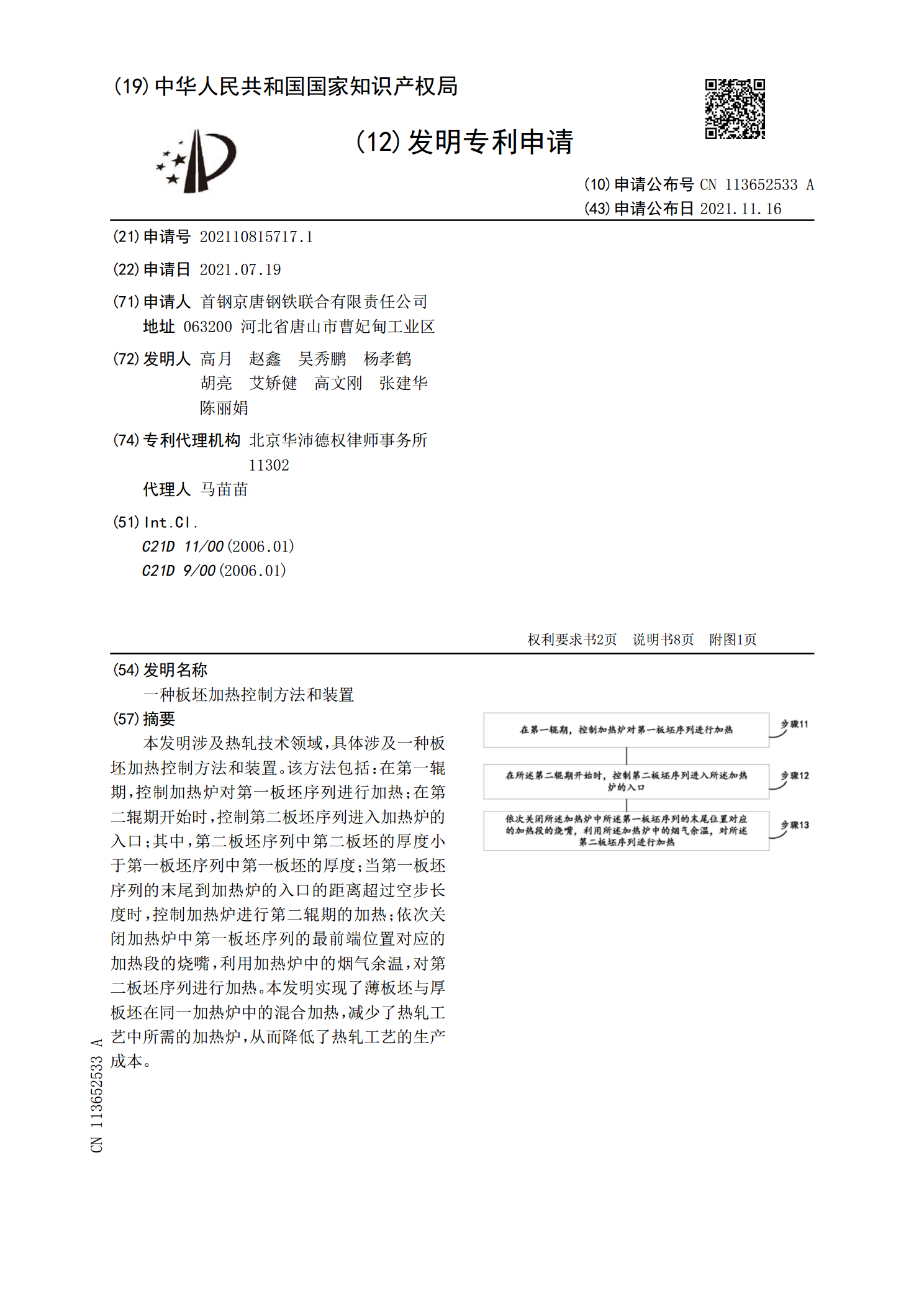
本发明涉及热轧技术领域,具体涉及一种板坯加热控制方法和装置。该方法包括:在第一辊期,控制加热炉对第一板坯序列进行加热;在第二辊期开始时,控制第二板坯序列进入加热炉的入口;其中,第二板坯序列中第二板坯的厚度小于第一板坯序列中第一板坯的厚度;当第一板坯序列的末尾到加热炉的入口的距离超过空步长度时,控制加热炉进行第二辊期的加热;依次关闭加热炉中第一板坯序列的最前端位置对应的加热段的烧嘴,利用加热炉中的烟气余温,对第二板坯序列进行加热。本发明实现了薄板坯与厚板坯在同一加热炉中的混合加热,减少了热轧工艺中所需的加热

一种板坯加热温度的控制方法.pdf
本发明公开了一种板坯加热温度的控制方法,属于轧钢技术领域,所述方法包括:根据板坯装钢机上的码盘获得装钢距离,并根据所述装钢距离控制连铸板坯在加热炉内的板坯与板坯之间的间隙;控制所述加热炉内的压力,其中,所述压力的范围为20‑30Pa;利用轧钢时单块钢的轧制时间及轧制间歇时间控制连铸板坯在出炉侧的炉头停留时间,且根据加热炉内的物料跟踪系统,确定所述连铸板坯的前端面距离激光检测器的距离。解决了现有技术中连铸板坯两侧温度不一致时,导致两侧中间板坯厚度不一致而产生中间坯楔形;或在热塑性变形过程中因两侧延伸不一致而

无取向硅钢板坯低温加热的控制方法及控制装置.pdf
本发明公开了一种无取向硅钢板坯低温加热的控制方法,包括:确定板坯的加热制度:确定板坯的目标出炉温度为1100~1140℃;降低板坯的目标在炉时间并控制板坯在均热段的加热时间≥30min;提高加热炉的预热段设定温度和一加热段设定温度;在板坯装炉时,控制轧制单元间留空位,并根据板坯的宽度,对应增加板坯的装钢间隙;在板坯加热过程中,获取分段炉气温度,根据分段炉气温度和分段设定温度,对板坯的加热过程进行协同控制;控制板坯在加热炉的二加热段和均热段的横向温度梯度在30℃以内;上述方法同时实现了降低板坯加热温度、加热
板坯加热参数的获取方法、板坯加热方法及钢板板坯.pdf
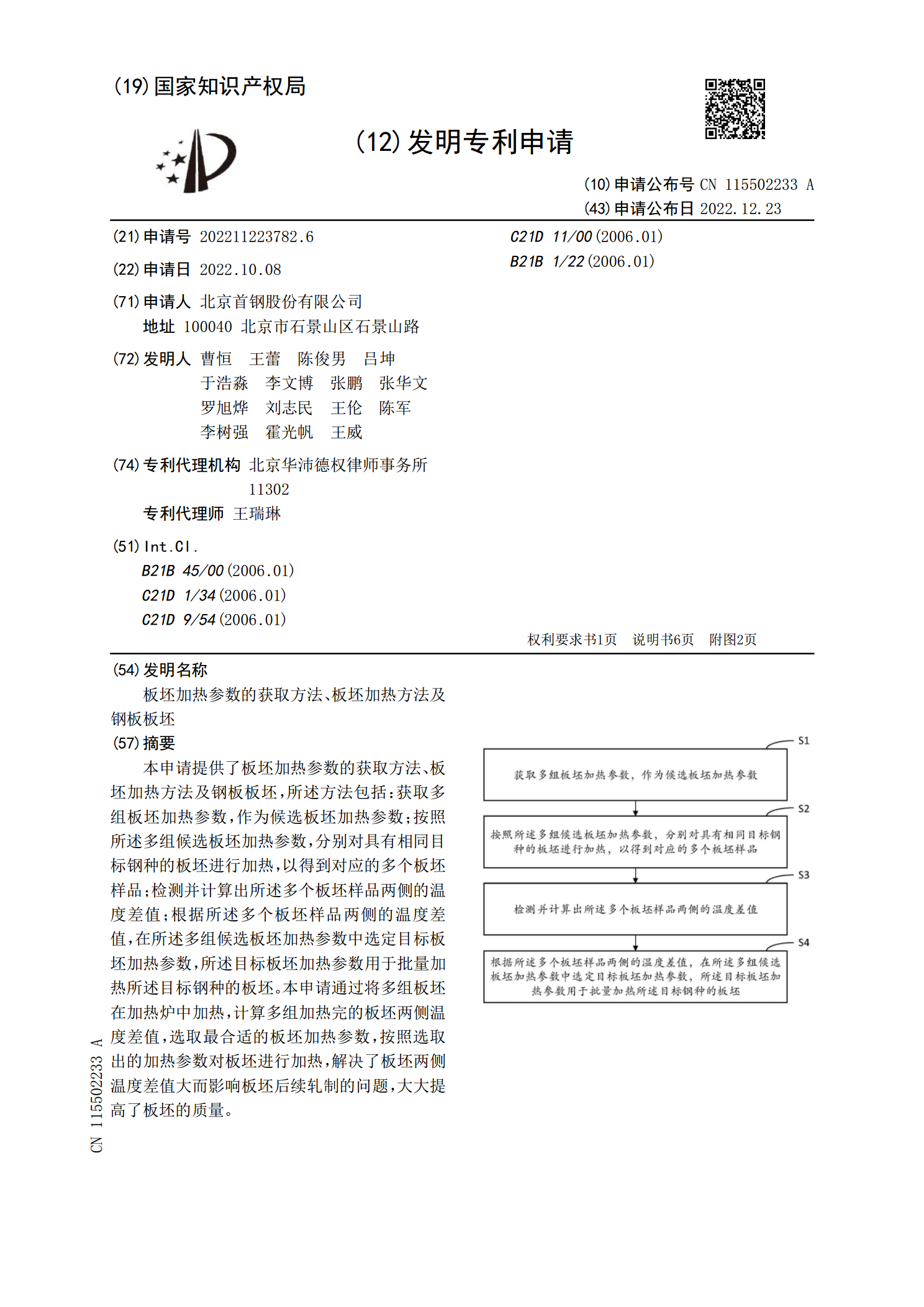
本申请提供了板坯加热参数的获取方法、板坯加热方法及钢板板坯,所述方法包括:获取多组板坯加热参数,作为候选板坯加热参数;按照所述多组候选板坯加热参数,分别对具有相同目标钢种的板坯进行加热,以得到对应的多个板坯样品;检测并计算出所述多个板坯样品两侧的温度差值;根据所述多个板坯样品两侧的温度差值,在所述多组候选板坯加热参数中选定目标板坯加热参数,所述目标板坯加热参数用于批量加热所述目标钢种的板坯。本申请通过将多组板坯在加热炉中加热,计算多组加热完的板坯两侧温度差值,选取最合适的板坯加热参数,按照选取出的加热参数

一种厚规格板坯加热炉加热薄板坯的方法.pdf
本发明公开了一种厚规格板坯加热炉加热薄板坯的方法,属于热轧生产技术领域。所述厚规格板坯加热炉加热薄板坯的方法包括:第二批次的多个第一薄板坯中的第一个第一薄板坯与第一批次的多个第一厚板坯中的最后一个第一厚板坯之间有第一间距,将多个第一薄板坯中前a个第一薄板坯送入多个加热炉中第b个加热炉内,多个第一薄板坯中其余第一薄板坯依次交替送入多个加热炉内,多个第一薄板坯中最后c个第一薄板坯依次交替送入多个加热炉中除了第b个加热炉以外的加热炉中,进行加热。本发明厚规格板坯加热炉加热薄板坯的方法实现了加热品种的多样化,释放