
一种管线钢板坯的叩翘头控制方法.pdf

明钰****甜甜

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种管线钢板坯的叩翘头控制方法.pdf
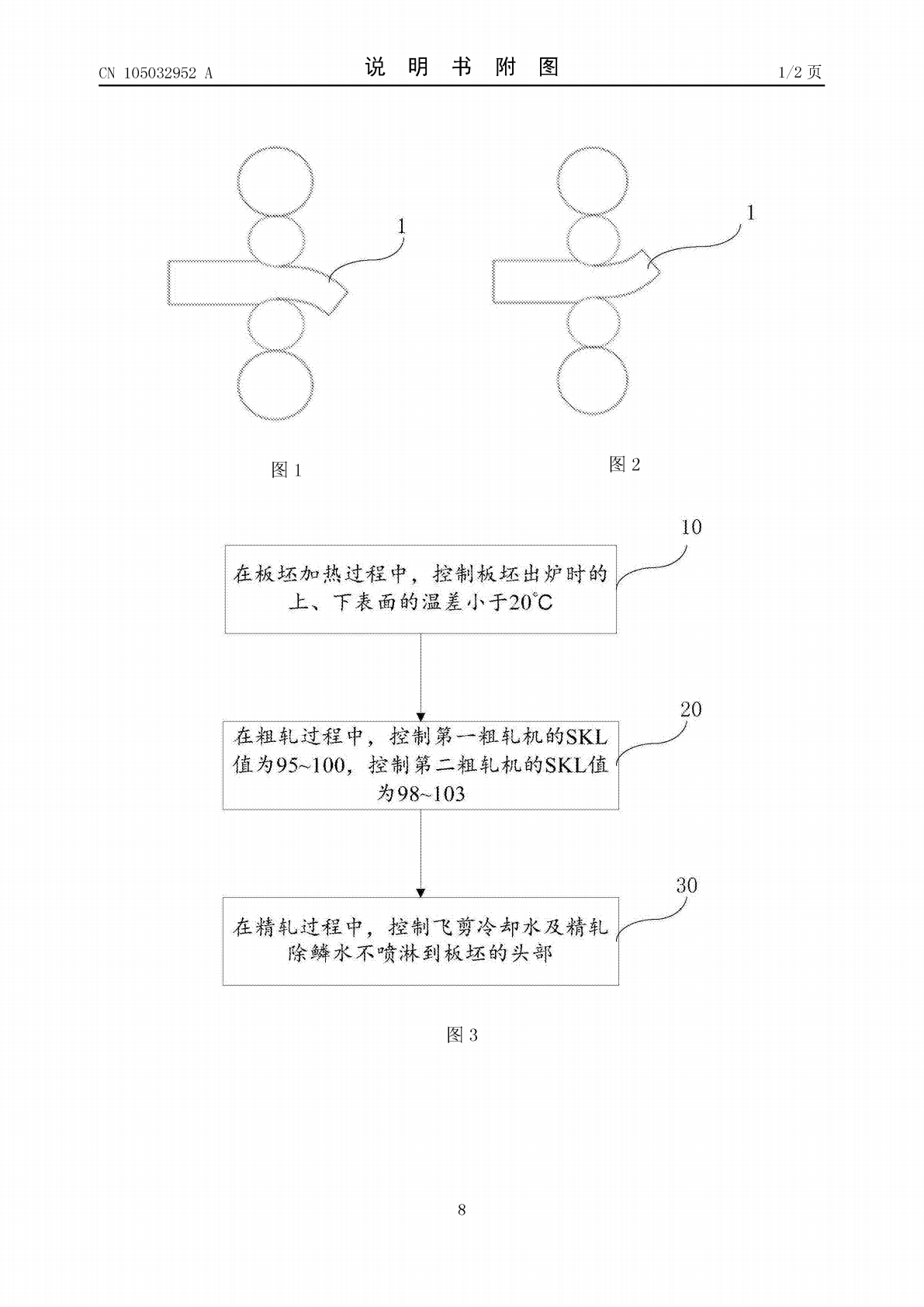
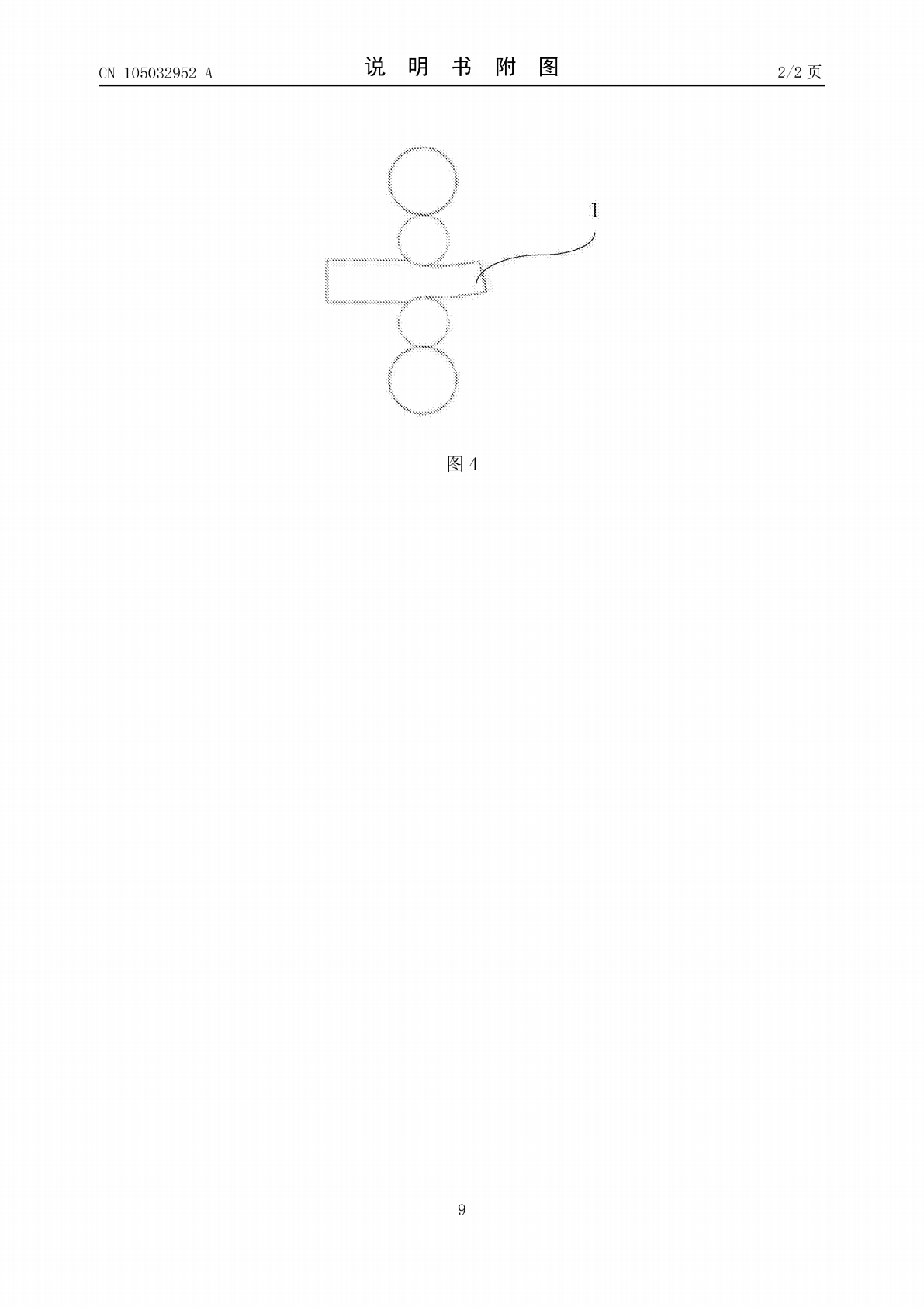
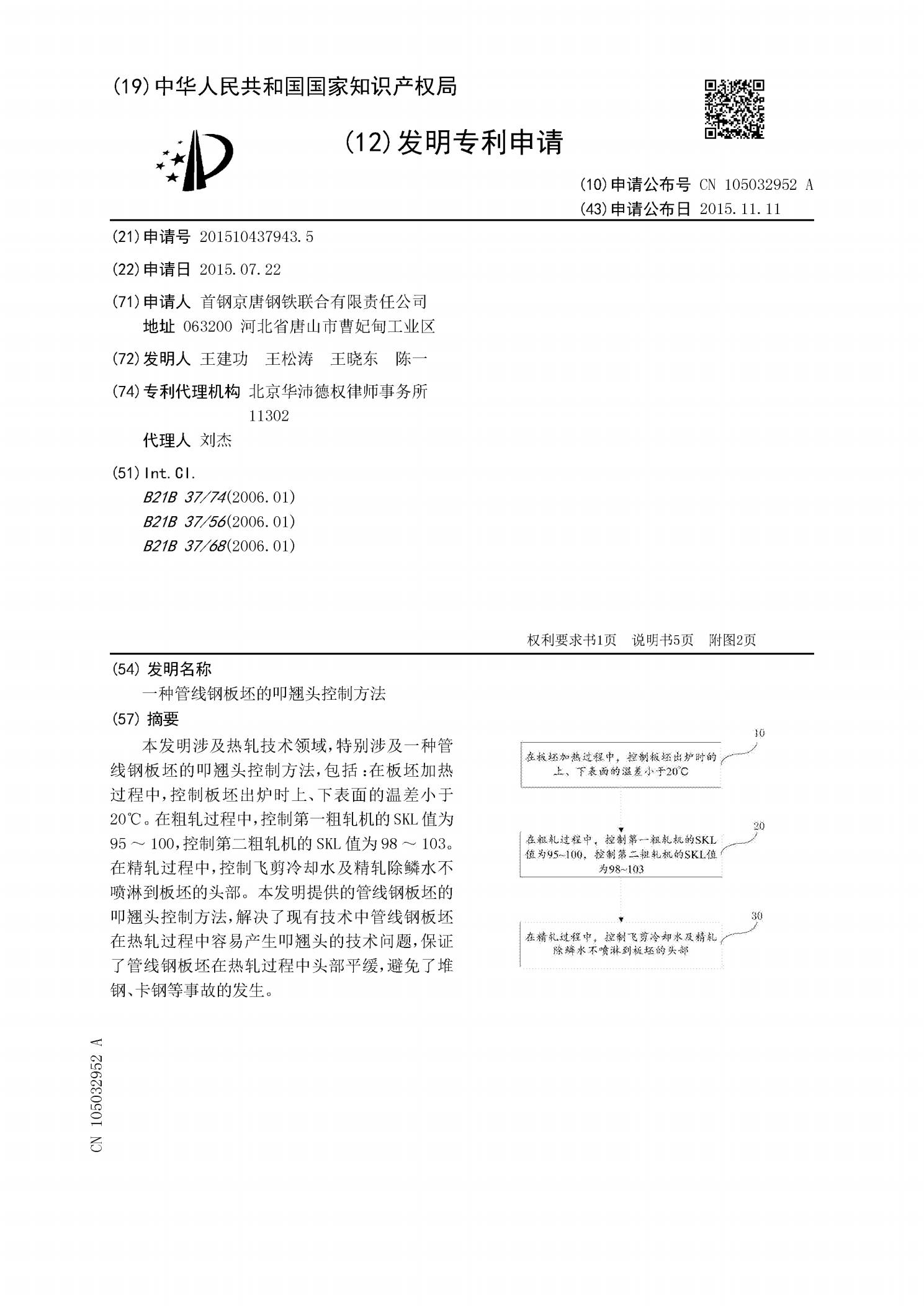
本发明涉及热轧技术领域,特别涉及一种管线钢板坯的叩翘头控制方法,包括:在板坯加热过程中,控制板坯出炉时上、下表面的温差小于20℃。在粗轧过程中,控制第一粗轧机的SKL值为95~100,控制第二粗轧机的SKL值为98~103。在精轧过程中,控制飞剪冷却水及精轧除鳞水不喷淋到板坯的头部。本发明提供的管线钢板坯的叩翘头控制方法,解决了现有技术中管线钢板坯在热轧过程中容易产生叩翘头的技术问题,保证了管线钢板坯在热轧过程中头部平缓,避免了堆钢、卡钢等事故的发生。
一种板坯翘头的控制方法.pdf
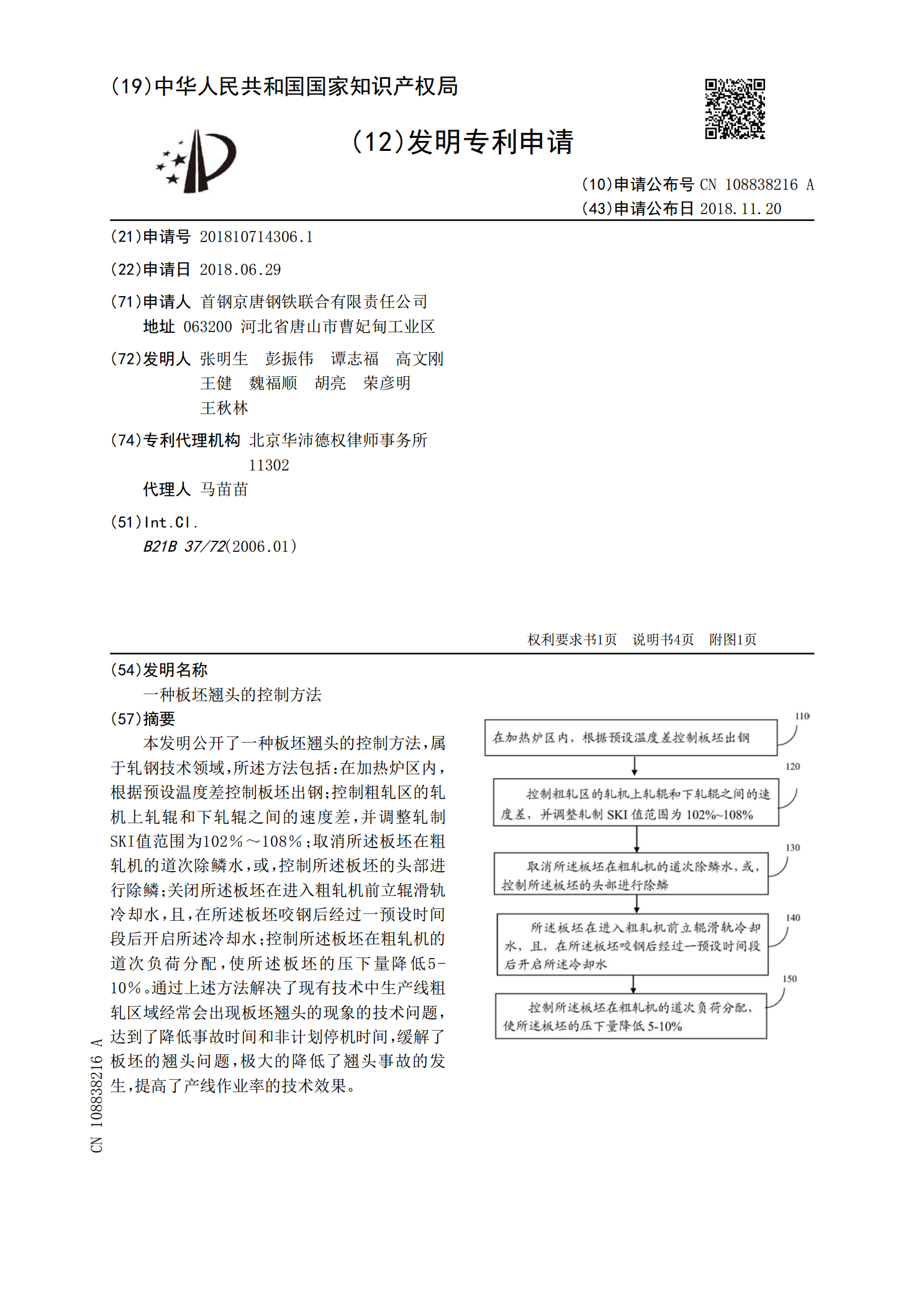
本发明公开了一种板坯翘头的控制方法,属于轧钢技术领域,所述方法包括:在加热炉区内,根据预设温度差控制板坯出钢;控制粗轧区的轧机上轧辊和下轧辊之间的速度差,并调整轧制SKI值范围为102%~108%;取消所述板坯在粗轧机的道次除鳞水,或,控制所述板坯的头部进行除鳞;关闭所述板坯在进入粗轧机前立辊滑轨冷却水,且,在所述板坯咬钢后经过一预设时间段后开启所述冷却水;控制所述板坯在粗轧机的道次负荷分配,使所述板坯的压下量降低5‑10%。通过上述方法解决了现有技术中生产线粗轧区域经常会出现板坯翘头的现象的技术问题,达

一种管线钢精轧翘头控制方法.pdf
本发明公开了一种管线钢精轧翘头控制方法,属于冶金技术领域,该方法为将管线钢铸坯放入加热炉,经第一加热段、第二加热段和均热段后出炉,再经粗轧,最后经精轧轧辊轧制,其中,在第一加热段、第二加热段和均热段中,管线钢铸坯上表面温度高于管线钢铸坯下表面温度30℃,第一加热段的加热时间和第二加热段的加热时间共计大于100min,第一加热段的升温速率和第二加热段的升温速率均小于10℃/min,均热段的加热时间大于35min,均热段的升温速度小于2℃/min,本发明能有效消除轧件精轧F1翘头现象。
一种板坯翘扣头控制方法.pdf
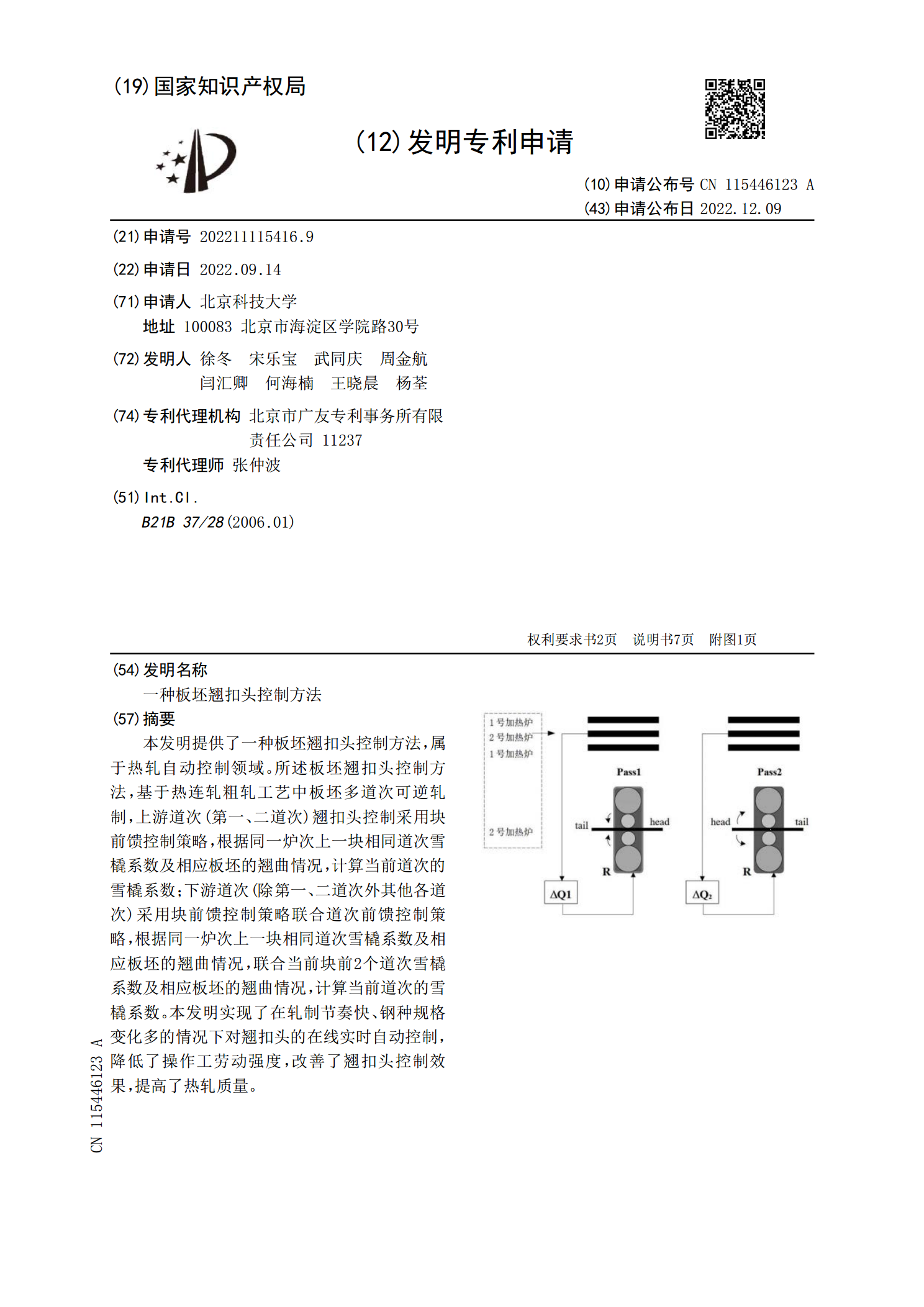
本发明提供了一种板坯翘扣头控制方法,属于热轧自动控制领域。所述板坯翘扣头控制方法,基于热连轧粗轧工艺中板坯多道次可逆轧制,上游道次(第一、二道次)翘扣头控制采用块前馈控制策略,根据同一炉次上一块相同道次雪橇系数及相应板坯的翘曲情况,计算当前道次的雪橇系数;下游道次(除第一、二道次外其他各道次)采用块前馈控制策略联合道次前馈控制策略,根据同一炉次上一块相同道次雪橇系数及相应板坯的翘曲情况,联合当前块前2个道次雪橇系数及相应板坯的翘曲情况,计算当前道次的雪橇系数。本发明实现了在轧制节奏快、钢种规格变化多的情况
一种热轧品种钢粗轧翘头的控制方法.pdf
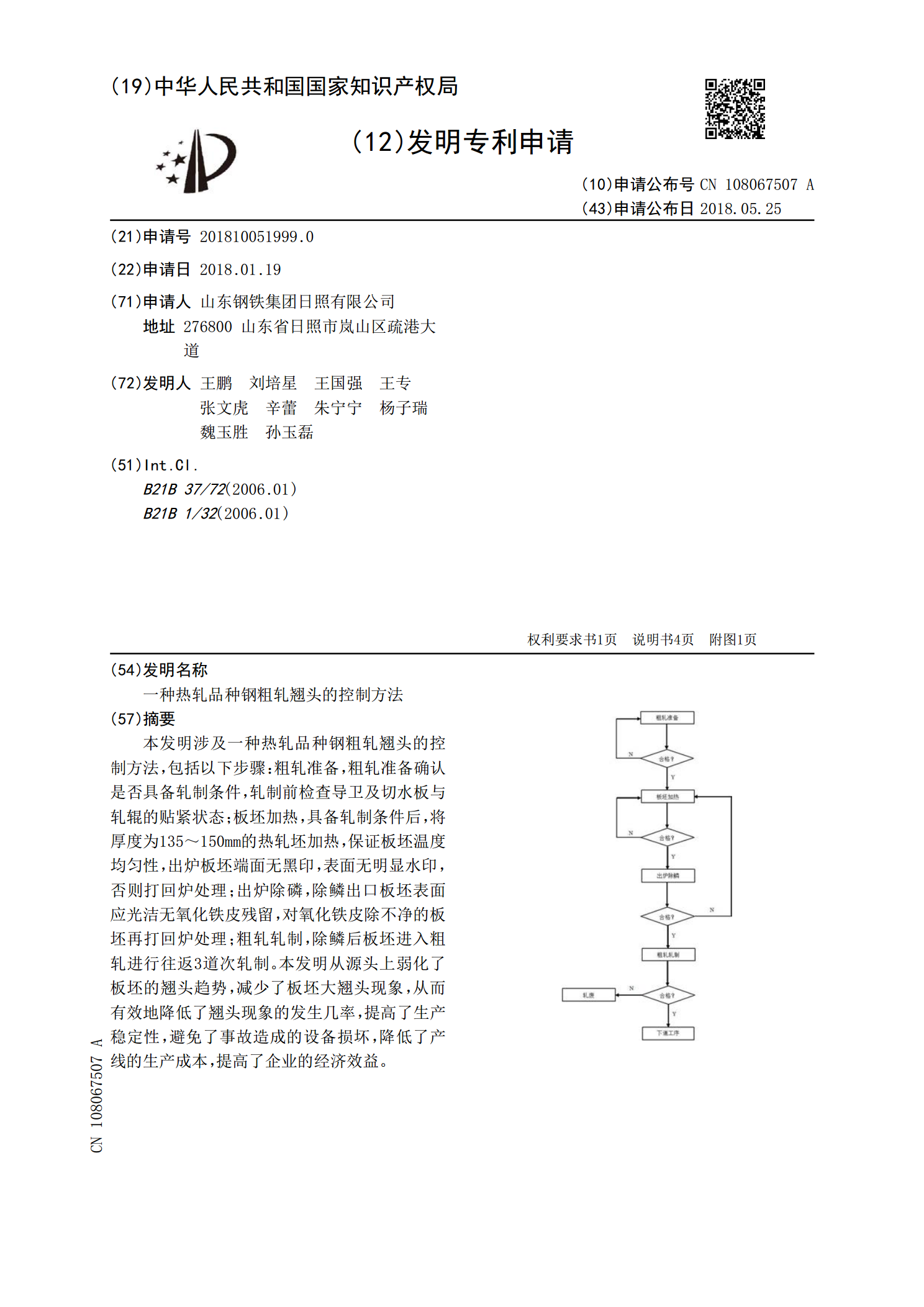
本发明涉及一种热轧品种钢粗轧翘头的控制方法,包括以下步骤:粗轧准备,粗轧准备确认是否具备轧制条件,轧制前检查导卫及切水板与轧辊的贴紧状态;板坯加热,具备轧制条件后,将厚度为135~150mm的热轧坯加热,保证板坯温度均匀性,出炉板坯端面无黑印,表面无明显水印,否则打回炉处理;出炉除磷,除鳞出口板坯表面应光洁无氧化铁皮残留,对氧化铁皮除不净的板坯再打回炉处理;粗轧轧制,除鳞后板坯进入粗轧进行往返3道次轧制。本发明从源头上弱化了板坯的翘头趋势,减少了板坯大翘头现象,从而有效地降低了翘头现象的发生几率,提高了生