
一种板坯翘扣头控制方法.pdf

雨巷****凝海


1/10
2/10
3/10
4/10
5/10
6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种板坯翘扣头控制方法.pdf
本发明提供了一种板坯翘扣头控制方法,属于热轧自动控制领域。所述板坯翘扣头控制方法,基于热连轧粗轧工艺中板坯多道次可逆轧制,上游道次(第一、二道次)翘扣头控制采用块前馈控制策略,根据同一炉次上一块相同道次雪橇系数及相应板坯的翘曲情况,计算当前道次的雪橇系数;下游道次(除第一、二道次外其他各道次)采用块前馈控制策略联合道次前馈控制策略,根据同一炉次上一块相同道次雪橇系数及相应板坯的翘曲情况,联合当前块前2个道次雪橇系数及相应板坯的翘曲情况,计算当前道次的雪橇系数。本发明实现了在轧制节奏快、钢种规格变化多的情况

一种中厚板轧机翘、扣头的控制方法.pdf
本发明提供了一种中厚板轧机翘、扣头的控制方法,其技术方案为:包括加热炉运过来板坯厚度的不同,PLC控制系统计算KP系数值;当前轧制板坯厚度大于等于300mm时,钢板扣头,将粗轧机的上电机速度的响应时间放慢;当板坯厚度小于300mm时,将粗轧机的上电机速度的响应时间放快;通过DP通讯协议将KP值发送给ACS6000控制系统,轧制钢板头部时调节轧机上辊ACS6000的KP系数,实现不同厚度的板坯设置不同的KP系数;通过传动上、下辊调节速度响应时间的快慢,实现操作工控制轧制钢板的扣、翘头。
一种板坯翘头的控制方法.pdf
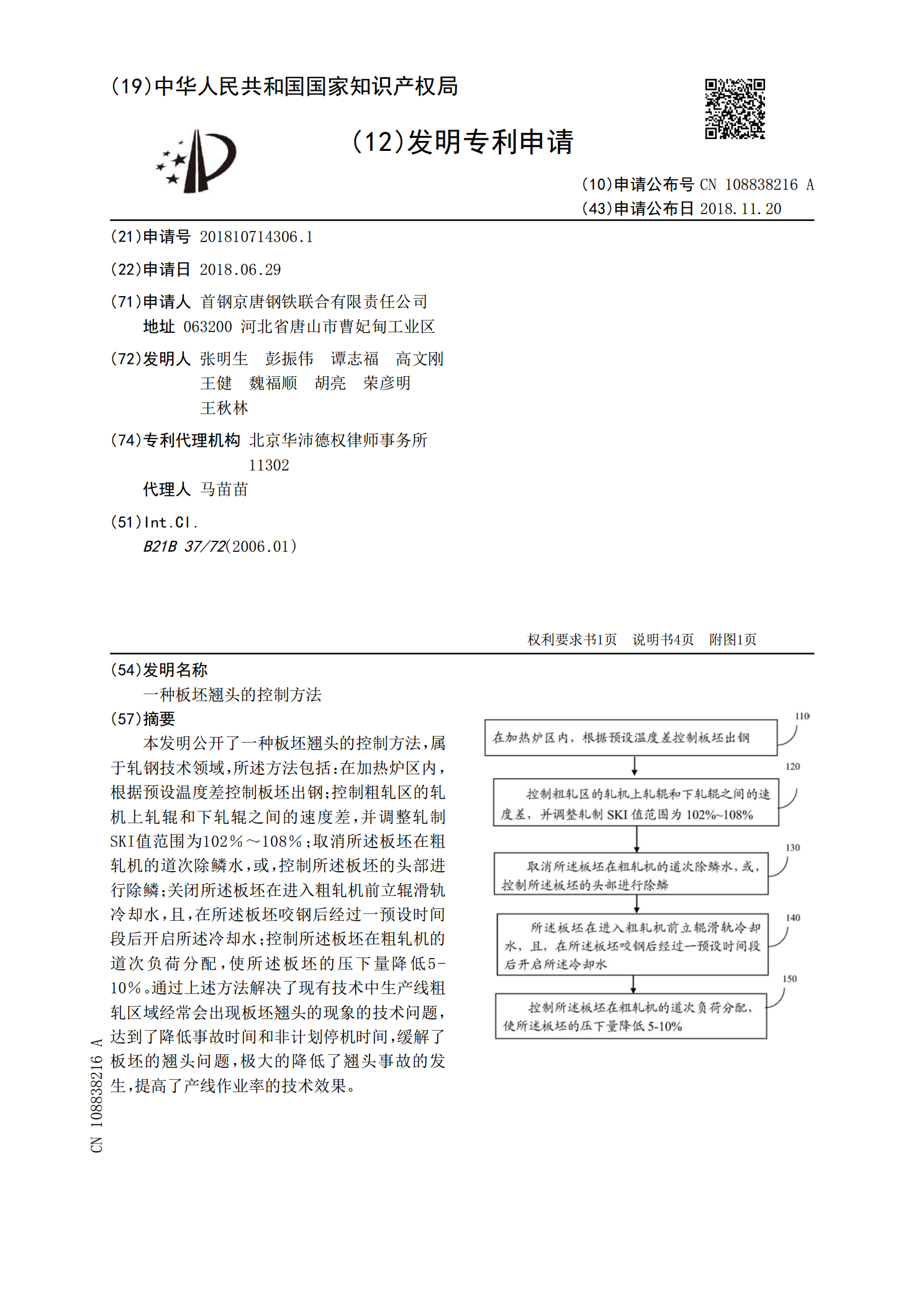
本发明公开了一种板坯翘头的控制方法,属于轧钢技术领域,所述方法包括:在加热炉区内,根据预设温度差控制板坯出钢;控制粗轧区的轧机上轧辊和下轧辊之间的速度差,并调整轧制SKI值范围为102%~108%;取消所述板坯在粗轧机的道次除鳞水,或,控制所述板坯的头部进行除鳞;关闭所述板坯在进入粗轧机前立辊滑轨冷却水,且,在所述板坯咬钢后经过一预设时间段后开启所述冷却水;控制所述板坯在粗轧机的道次负荷分配,使所述板坯的压下量降低5‑10%。通过上述方法解决了现有技术中生产线粗轧区域经常会出现板坯翘头的现象的技术问题,达
一种管线钢板坯的叩翘头控制方法.pdf
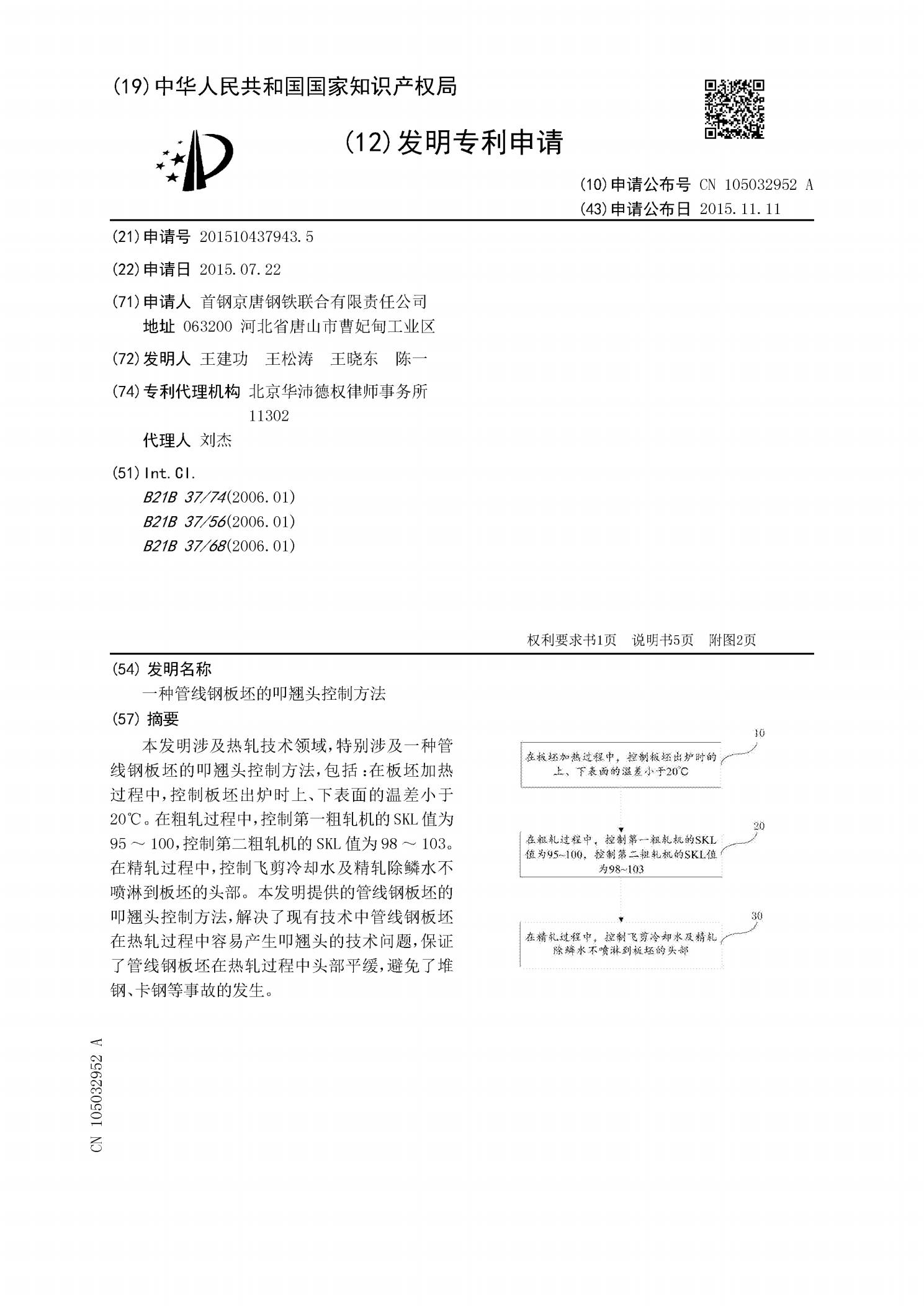
本发明涉及热轧技术领域,特别涉及一种管线钢板坯的叩翘头控制方法,包括:在板坯加热过程中,控制板坯出炉时上、下表面的温差小于20℃。在粗轧过程中,控制第一粗轧机的SKL值为95~100,控制第二粗轧机的SKL值为98~103。在精轧过程中,控制飞剪冷却水及精轧除鳞水不喷淋到板坯的头部。本发明提供的管线钢板坯的叩翘头控制方法,解决了现有技术中管线钢板坯在热轧过程中容易产生叩翘头的技术问题,保证了管线钢板坯在热轧过程中头部平缓,避免了堆钢、卡钢等事故的发生。
一种控制无取向硅钢粗轧板坯翘头生产方法.pdf
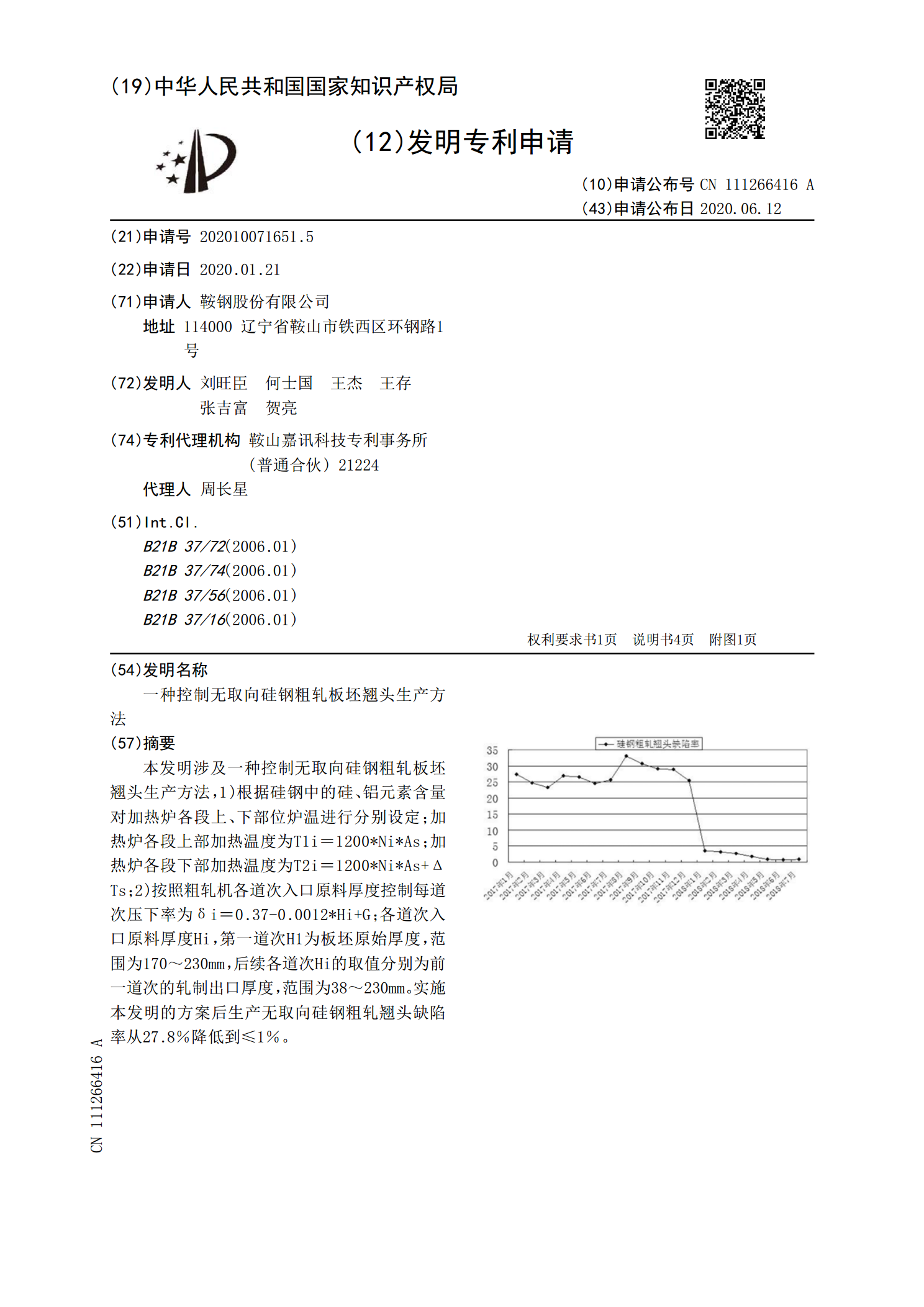
本发明涉及一种控制无取向硅钢粗轧板坯翘头生产方法,1)根据硅钢中的硅、铝元素含量对加热炉各段上、下部位炉温进行分别设定;加热炉各段上部加热温度为T1i=1200*Ni*As;加热炉各段下部加热温度为T2i=1200*Ni*As+ΔTs;2)按照粗轧机各道次入口原料厚度控制每道次压下率为δi=0.37‑0.0012*Hi+G;各道次入口原料厚度Hi,第一道次H1为板坯原始厚度,范围为170~230mm,后续各道次Hi的取值分别为前一道次的轧制出口厚度,范围为38~230mm。实施本发明的方案后生产无取向硅钢