
用于耐材质高炉风口小套的修补料及其制备方法.pdf

努力****爱敏

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
用于耐材质高炉风口小套的修补料及其制备方法.pdf
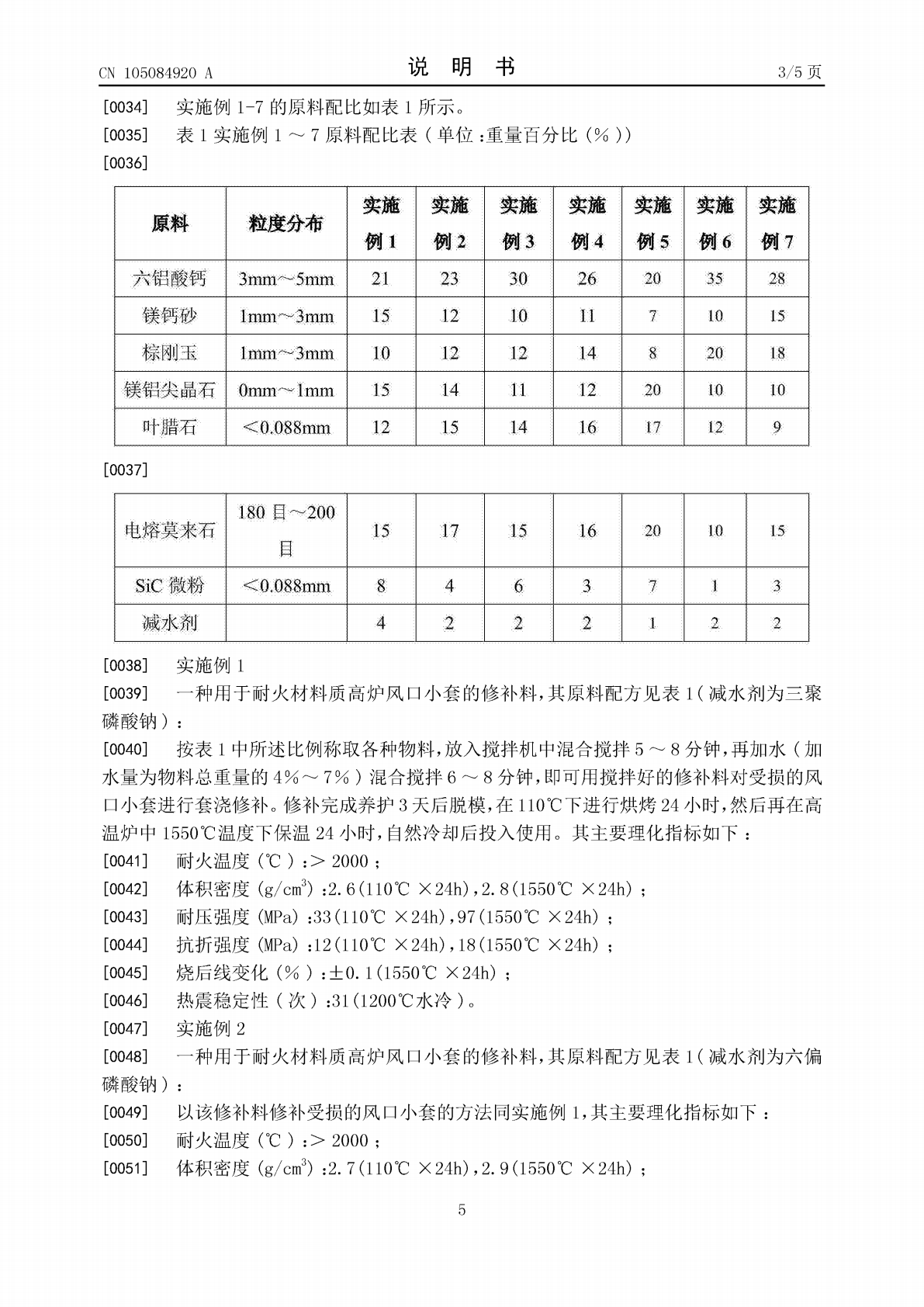
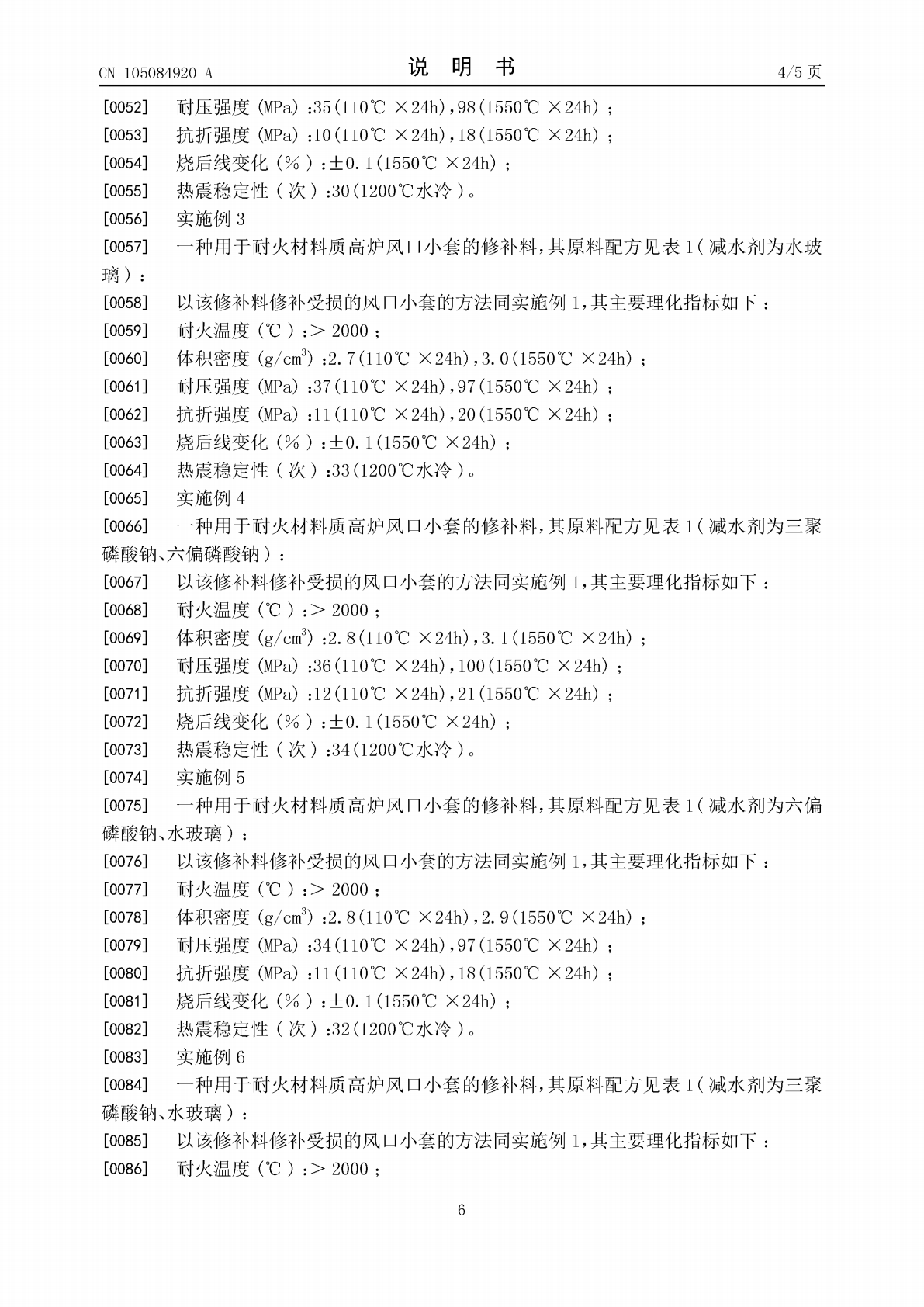
本发明公开了一种用于耐材质高炉风口小套的修补料及其制备方法,所述修补料包含有如下重量百分比的原料组分:粒度为3~5mm的六铝酸钙20~35%、粒度为1~3mm的镁钙砂7~15%、粒度为1~3mm的棕刚玉8~20%、粒度为0~1mm的镁铝尖晶石10~20%、粒度<0.088mm的叶腊石9~17%、粒度为180~200目的电熔莫来石10~20%、粒度<0.088mm的SiC微粉1~8%和减水剂1~4%。该修补料具有成本低、耐高温、抗侵蚀能力强、制作方法简单、易施工、与小套结合牢固等优点,可对用后受损的高炉风口
用于高炉风口小套的浇注料及其和风口小套的制备方法.pdf
本发明公开了一种用于高炉风口小套的浇注料及其和风口小套的制备方法,所述浇注料包含有如下重量百分比的原料组分:粒度分布为3mm~5mm的六铝酸钙10%~20%、粒度≤3mm的六铝酸钙20%~40%、粒度≤3mm的高纯镁砂5%~10%、粒度分布为1mm~3mm的板状刚玉10%~20%、180目~200目的电熔莫来石10%~20%、粒度<0.088mm的纯铝酸钙水泥2%~7%、粒度<1.0μm的α-Al
高炉风口组合砖修补方法.pdf
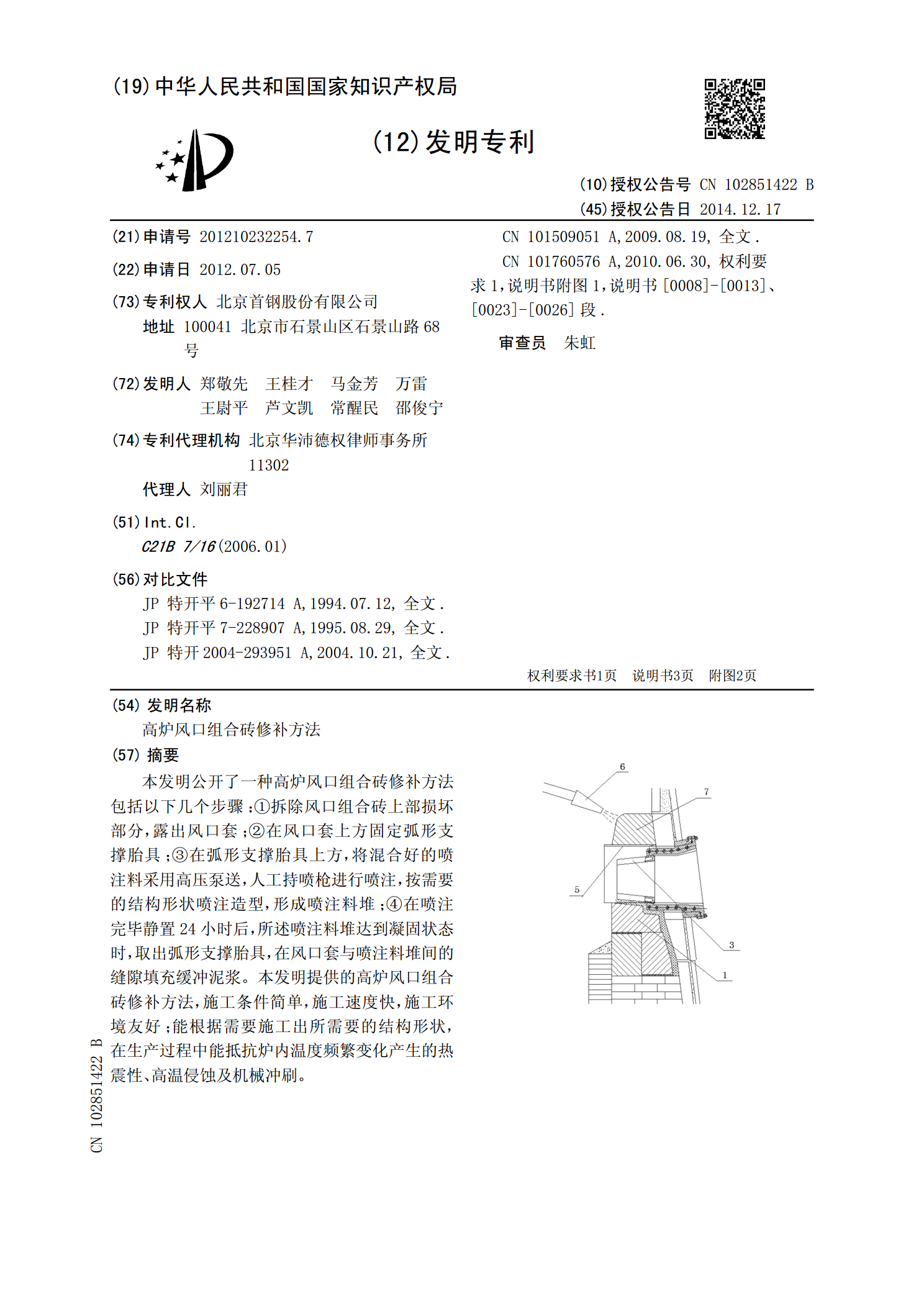
本发明公开了一种高炉风口组合砖修补方法包括以下几个步骤:①拆除风口组合砖上部损坏部分,露出风口套;②在风口套上方固定弧形支撑胎具;③在弧形支撑胎具上方,将混合好的喷注料采用高压泵送,人工持喷枪进行喷注,按需要的结构形状喷注造型,形成喷注料堆;④在喷注完毕静置24小时后,所述喷注料堆达到凝固状态时,取出弧形支撑胎具,在风口套与喷注料堆间的缝隙填充缓冲泥浆。本发明提供的高炉风口组合砖修补方法,施工条件简单,施工速度快,施工环境友好;能根据需要施工出所需要的结构形状,在生产过程中能抵抗炉内温度频繁变化产生的热震
高炉风口小套修复方法.pdf
本发明公开了一种高炉风口小套修复方法,包括以下步骤:步骤a、前期检测:对需修复的风口小套进行水压处理,找出破损的位置;步骤b、物料准备:制造新的风口小套的前帽以及座帽,备用;步骤c、更换处理:根据检测来确定更换前帽或者座帽,然后装配、焊接;步骤d、表面处理:将装配好的风口小套的表面进行多元金属共渗处理,以增加风口表面硬度,提高其耐磨性;步骤e、后续处理:对共渗处理完毕的风口小套根据要求进行机加工、水压等后续处理。对比现有技术,此高炉风口小套修复方法具有工序简单、操作方便、延长了风口小套的使用寿命、降低了高
一种高炉风口小套及其制作方法.pdf
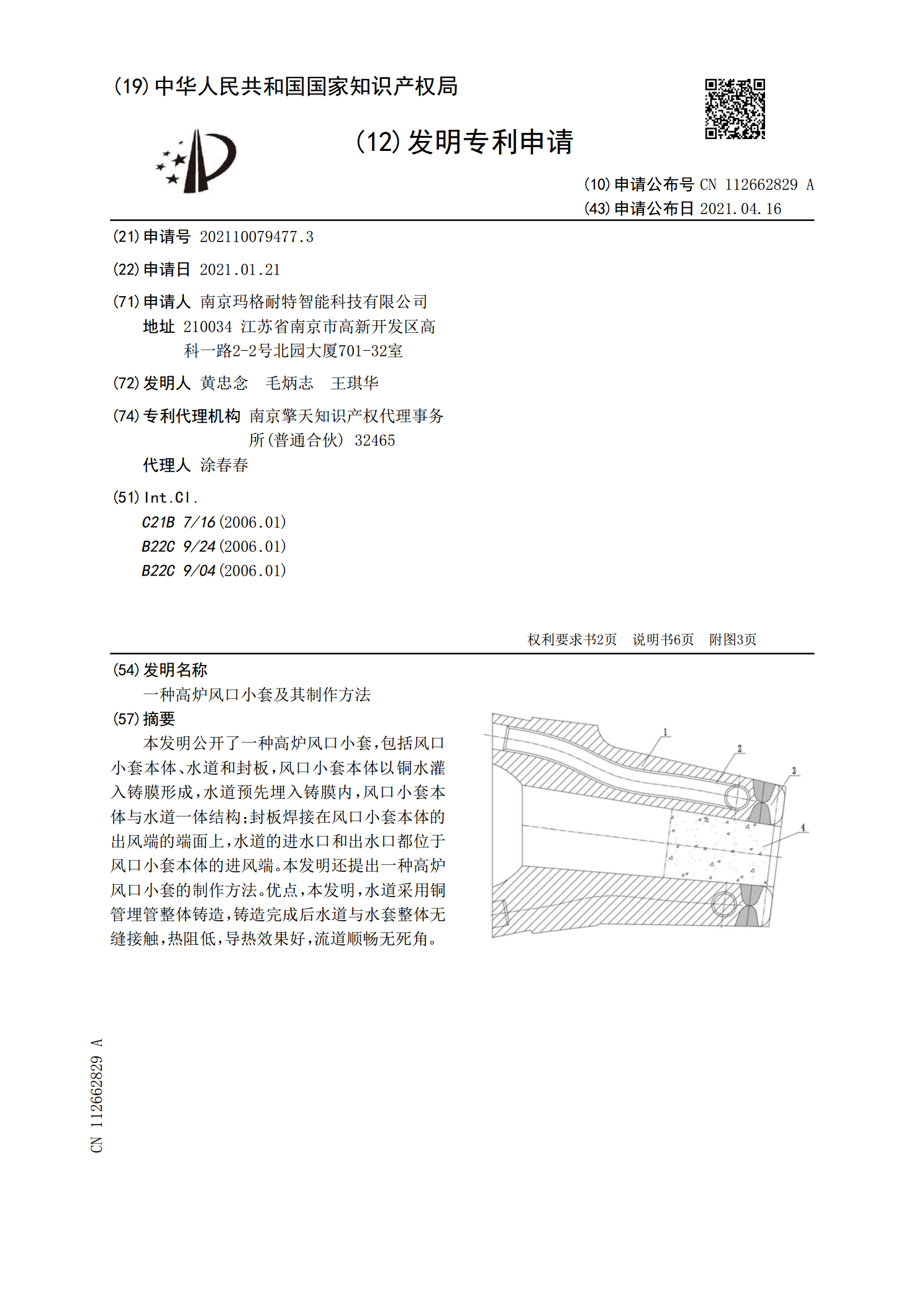
本发明公开了一种高炉风口小套,包括风口小套本体、水道和封板,风口小套本体以铜水灌入铸膜形成,水道预先埋入铸膜内,风口小套本体与水道一体结构;封板焊接在风口小套本体的出风端的端面上,水道的进水口和出水口都位于风口小套本体的进风端。本发明还提出一种高炉风口小套的制作方法。优点,本发明,水道采用铜管埋管整体铸造,铸造完成后水道与水套整体无缝接触,热阻低,导热效果好,流道顺畅无死角。