
高炉风口组合砖修补方法.pdf

猫巷****忠娟

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
高炉风口组合砖修补方法.pdf
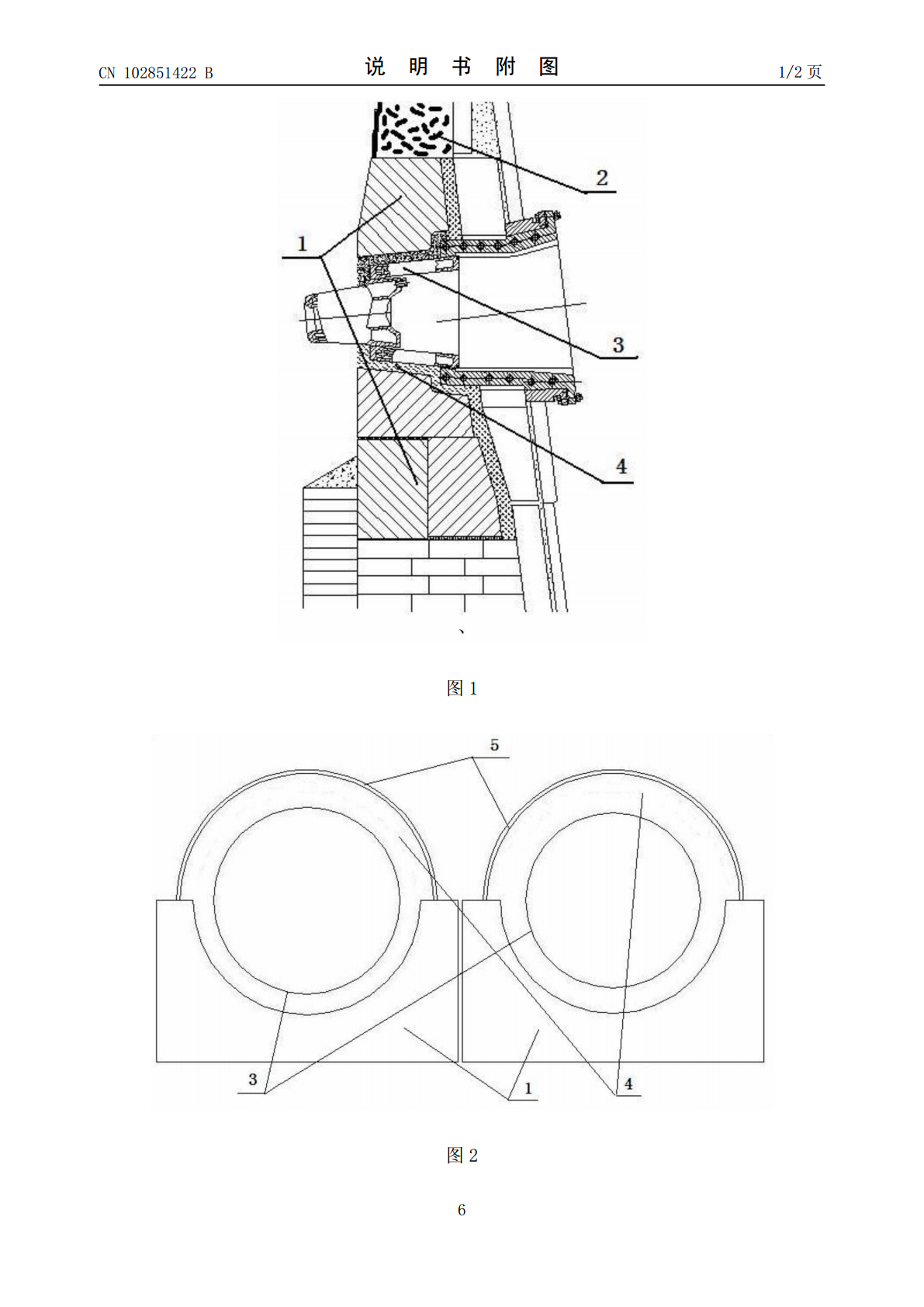
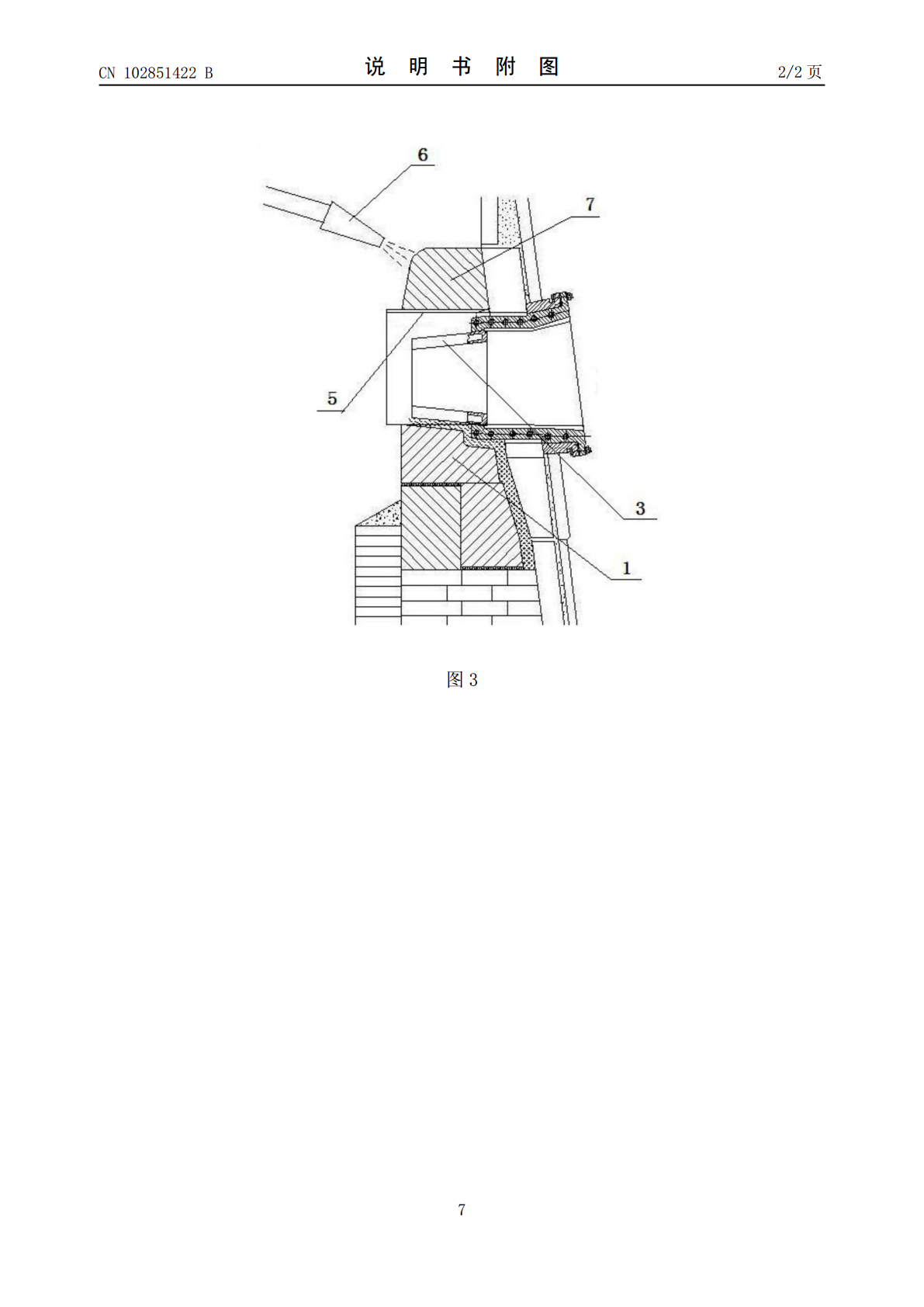
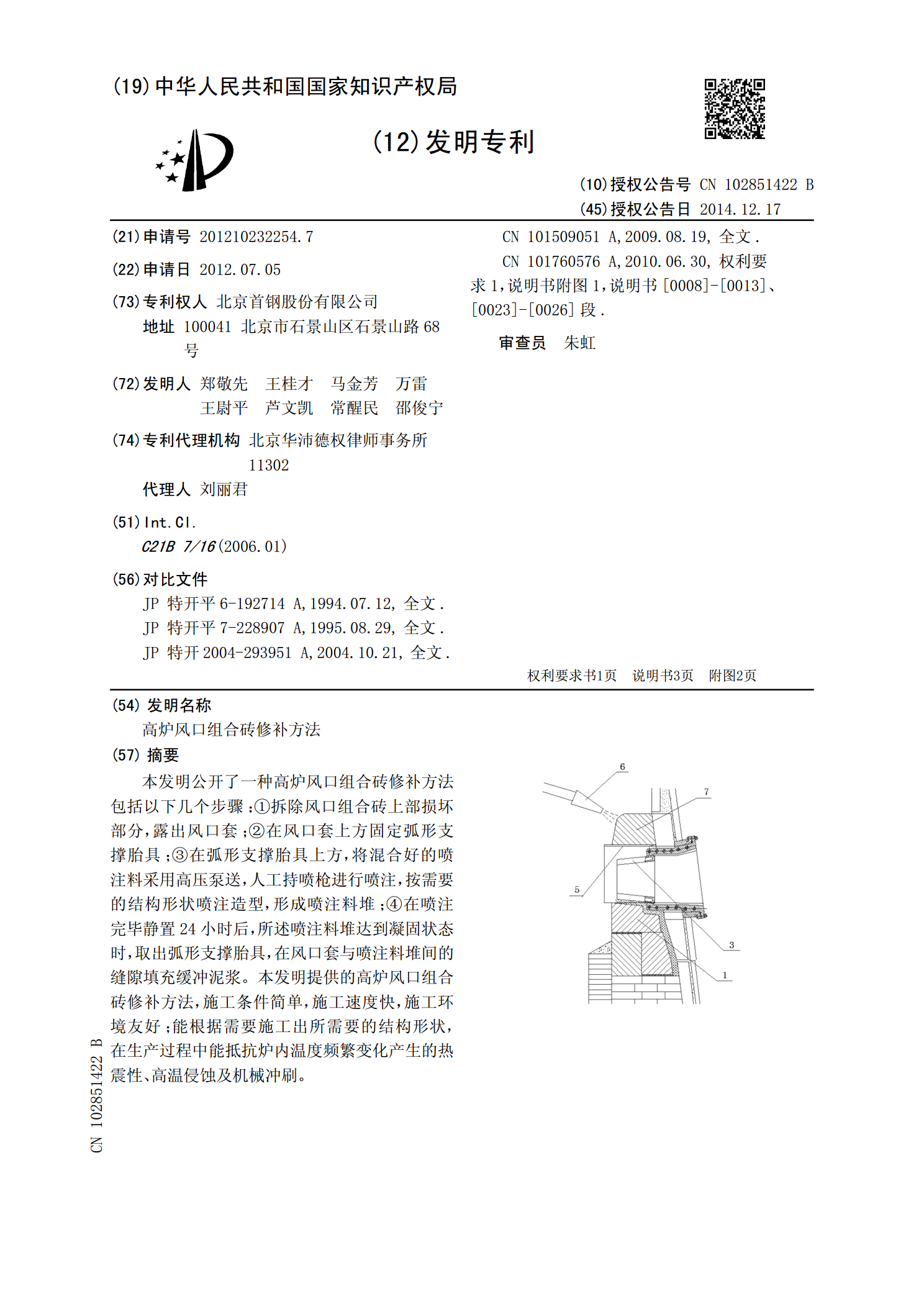
本发明公开了一种高炉风口组合砖修补方法包括以下几个步骤:①拆除风口组合砖上部损坏部分,露出风口套;②在风口套上方固定弧形支撑胎具;③在弧形支撑胎具上方,将混合好的喷注料采用高压泵送,人工持喷枪进行喷注,按需要的结构形状喷注造型,形成喷注料堆;④在喷注完毕静置24小时后,所述喷注料堆达到凝固状态时,取出弧形支撑胎具,在风口套与喷注料堆间的缝隙填充缓冲泥浆。本发明提供的高炉风口组合砖修补方法,施工条件简单,施工速度快,施工环境友好;能根据需要施工出所需要的结构形状,在生产过程中能抵抗炉内温度频繁变化产生的热震
一种高炉风口大套在线修补方法.pdf
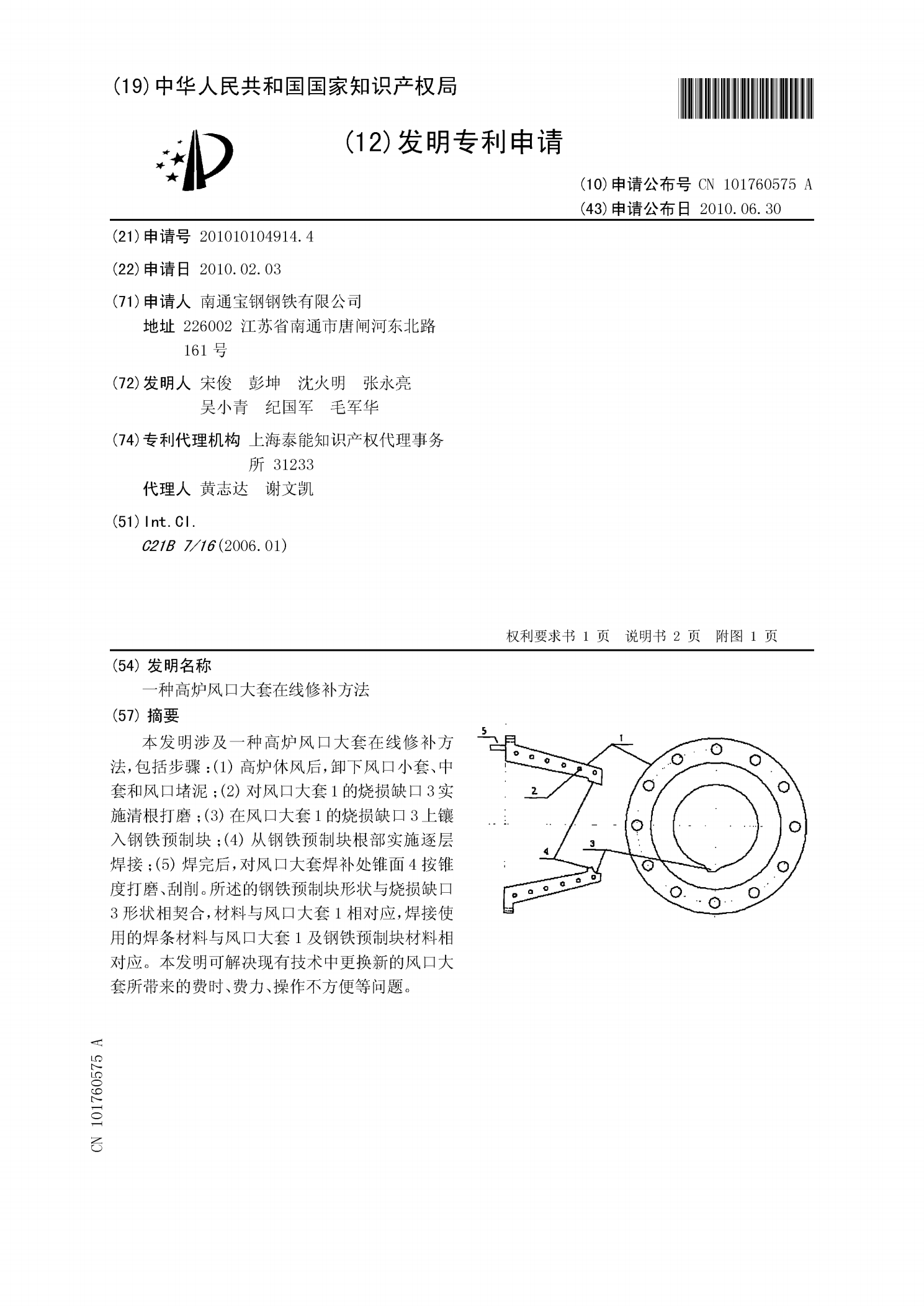
本发明涉及一种高炉风口大套在线修补方法,包括步骤:(1)高炉休风后,卸下风口小套、中套和风口堵泥;(2)对风口大套1的烧损缺口3实施清根打磨;(3)在风口大套1的烧损缺口3上镶入钢铁预制块;(4)从钢铁预制块根部实施逐层焊接;(5)焊完后,对风口大套焊补处锥面4按锥度打磨、刮削。所述的钢铁预制块形状与烧损缺口3形状相契合,材料与风口大套1相对应,焊接使用的焊条材料与风口大套1及钢铁预制块材料相对应。本发明可解决现有技术中更换新的风口大套所带来的费时、费力、操作不方便等问题。
一种高炉风口带整体修补浇筑方法.pdf
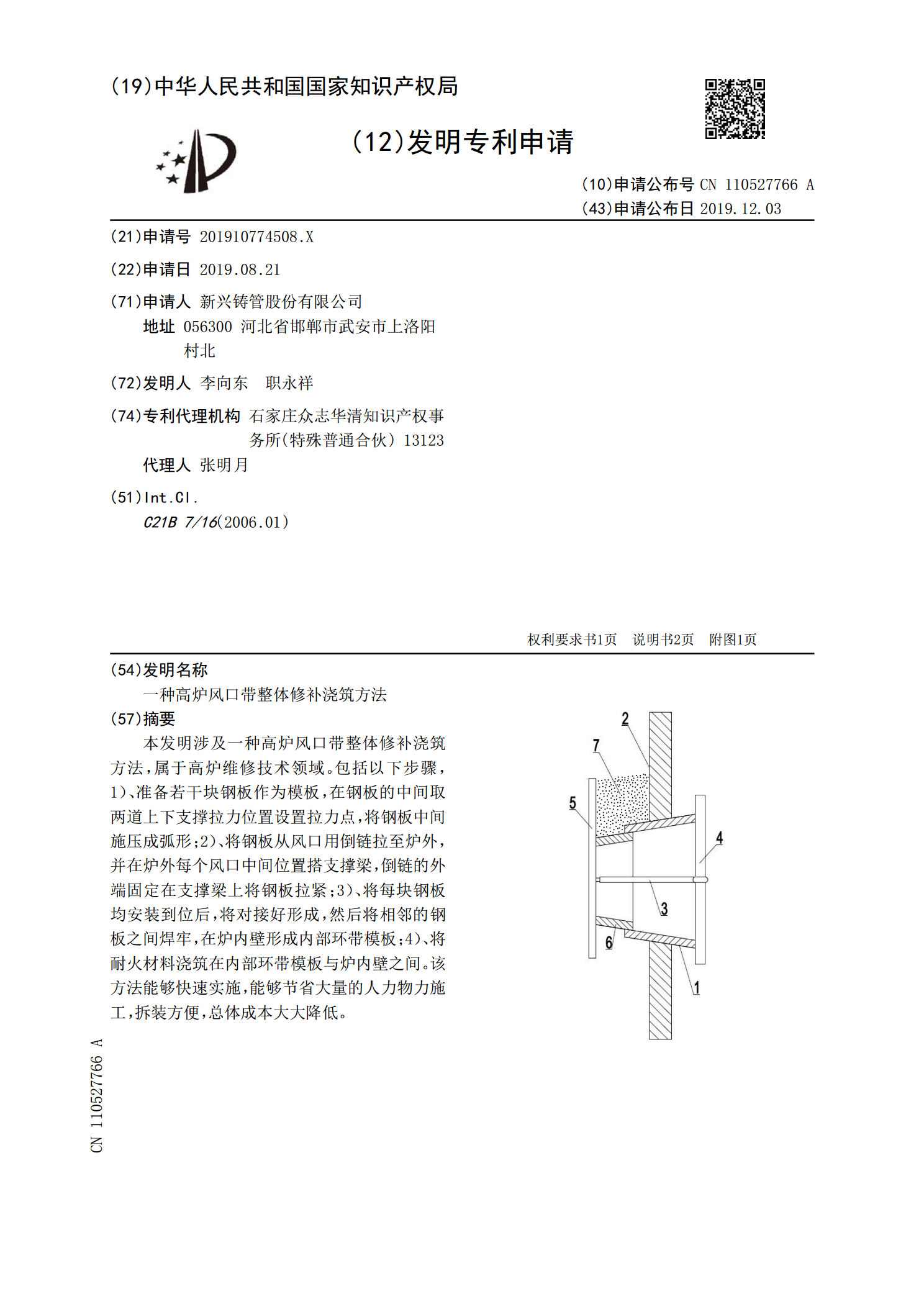
本发明涉及一种高炉风口带整体修补浇筑方法,属于高炉维修技术领域。包括以下步骤,1)、准备若干块钢板作为模板,在钢板的中间取两道上下支撑拉力位置设置拉力点,将钢板中间施压成弧形;2)、将钢板从风口用倒链拉至炉外,并在炉外每个风口中间位置搭支撑梁,倒链的外端固定在支撑梁上将钢板拉紧;3)、将每块钢板均安装到位后,将对接好形成,然后将相邻的钢板之间焊牢,在炉内壁形成内部环带模板;4)、将耐火材料浇筑在内部环带模板与炉内壁之间。该方法能够快速实施,能够节省大量的人力物力施工,拆装方便,总体成本大大降低。
高炉铁口组合砖.pdf
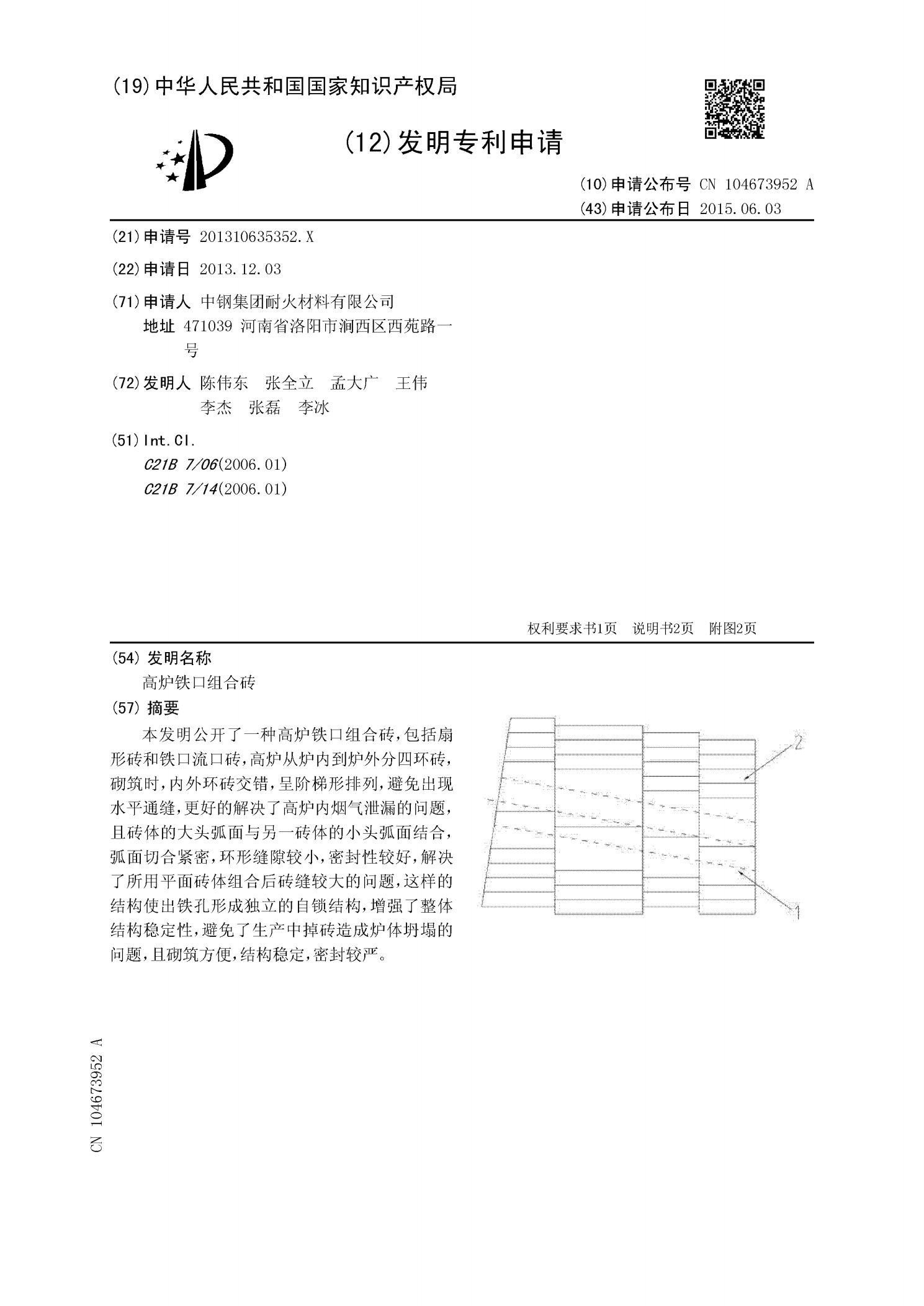
本发明公开了一种高炉铁口组合砖,包括扇形砖和铁口流口砖,高炉从炉内到炉外分四环砖,砌筑时,内外环砖交错,呈阶梯形排列,避免出现水平通缝,更好的解决了高炉内烟气泄漏的问题,且砖体的大头弧面与另一砖体的小头弧面结合,弧面切合紧密,环形缝隙较小,密封性较好,解决了所用平面砖体组合后砖缝较大的问题,这样的结构使出铁孔形成独立的自锁结构,增强了整体结构稳定性,避免了生产中掉砖造成炉体坍塌的问题,且砌筑方便,结构稳定,密封较严。
用于耐材质高炉风口小套的修补料及其制备方法.pdf
本发明公开了一种用于耐材质高炉风口小套的修补料及其制备方法,所述修补料包含有如下重量百分比的原料组分:粒度为3~5mm的六铝酸钙20~35%、粒度为1~3mm的镁钙砂7~15%、粒度为1~3mm的棕刚玉8~20%、粒度为0~1mm的镁铝尖晶石10~20%、粒度<0.088mm的叶腊石9~17%、粒度为180~200目的电熔莫来石10~20%、粒度<0.088mm的SiC微粉1~8%和减水剂1~4%。该修补料具有成本低、耐高温、抗侵蚀能力强、制作方法简单、易施工、与小套结合牢固等优点,可对用后受损的高炉风口