
高炉风口小套修复方法.pdf

努力****凌芹

1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
高炉风口小套修复方法.pdf
本发明公开了一种高炉风口小套修复方法,包括以下步骤:步骤a、前期检测:对需修复的风口小套进行水压处理,找出破损的位置;步骤b、物料准备:制造新的风口小套的前帽以及座帽,备用;步骤c、更换处理:根据检测来确定更换前帽或者座帽,然后装配、焊接;步骤d、表面处理:将装配好的风口小套的表面进行多元金属共渗处理,以增加风口表面硬度,提高其耐磨性;步骤e、后续处理:对共渗处理完毕的风口小套根据要求进行机加工、水压等后续处理。对比现有技术,此高炉风口小套修复方法具有工序简单、操作方便、延长了风口小套的使用寿命、降低了高
高炉风口套修复工艺.pdf
一种高炉风口套修复工艺,涉及高炉风口套的使用和维护技术领域。包括检验方法和修复方法,所述的检验方法和修复方法为:1、检验方法;2、修复方法。本发明具有通过修复损坏的高炉风口套,循环使用来减少浪费,降低生产成本的积极效果。
高炉风口小套破损监测方法及系统.pdf
本发明公开了一种高炉风口小套破损监测方法,包括如下步骤:获取风口小套冷却水进水流量以及出水流量;计算所述进水流量和所述出水流量的差值,以获取流量差;判断所述流量差是否位于预定范围内,若否,则判断所述风口小套异常。在该高炉风口小套破损监测方法中,采用流量监测方法,即通过进出口的流量是否出现异常,进而判断风口小套是否破损,通过流量监测更为直观,且更为准确,能够更好的反应风口小套破损情况。综上所述,该高炉风口小套破损监测方法能够有效地解决风口小套使用监测效果不好的问题。本发明还公开了一种高炉风口小套破损监测系统
用于高炉风口小套的浇注料及其和风口小套的制备方法.pdf
本发明公开了一种用于高炉风口小套的浇注料及其和风口小套的制备方法,所述浇注料包含有如下重量百分比的原料组分:粒度分布为3mm~5mm的六铝酸钙10%~20%、粒度≤3mm的六铝酸钙20%~40%、粒度≤3mm的高纯镁砂5%~10%、粒度分布为1mm~3mm的板状刚玉10%~20%、180目~200目的电熔莫来石10%~20%、粒度<0.088mm的纯铝酸钙水泥2%~7%、粒度<1.0μm的α-Al
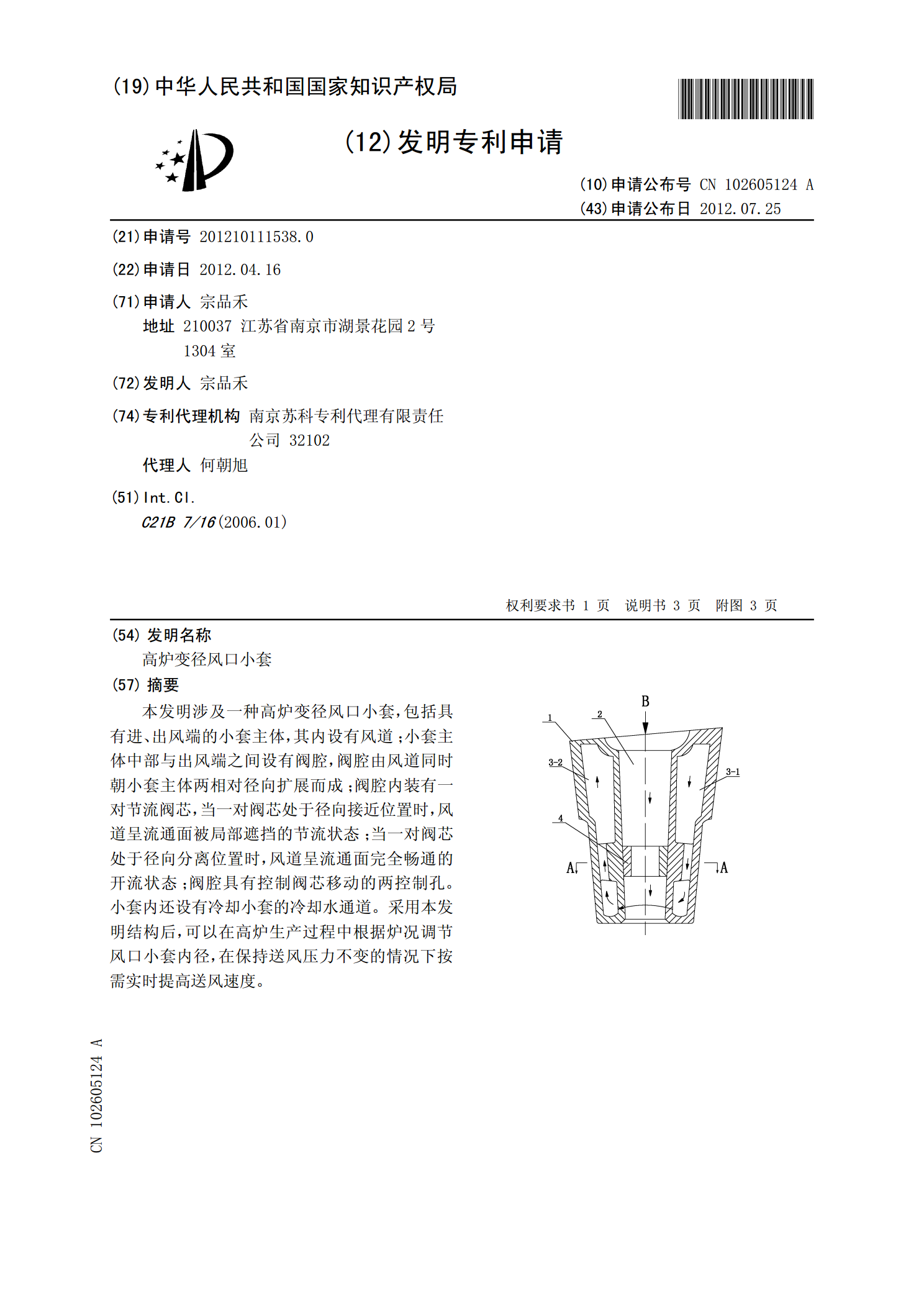
高炉变径风口小套.pdf
本发明涉及一种高炉变径风口小套,包括具有进、出风端的小套主体,其内设有风道;小套主体中部与出风端之间设有阀腔,阀腔由风道同时朝小套主体两相对径向扩展而成;阀腔内装有一对节流阀芯,当一对阀芯处于径向接近位置时,风道呈流通面被局部遮挡的节流状态;当一对阀芯处于径向分离位置时,风道呈流通面完全畅通的开流状态;阀腔具有控制阀芯移动的两控制孔。小套内还设有冷却小套的冷却水通道。采用本发明结构后,可以在高炉生产过程中根据炉况调节风口小套内径,在保持送风压力不变的情况下按需实时提高送风速度。