
一种用于提高冷轧辊淬硬层深度的感应淬火预热方法.pdf

光誉****君哥

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种用于提高冷轧辊淬硬层深度的感应淬火预热方法.pdf
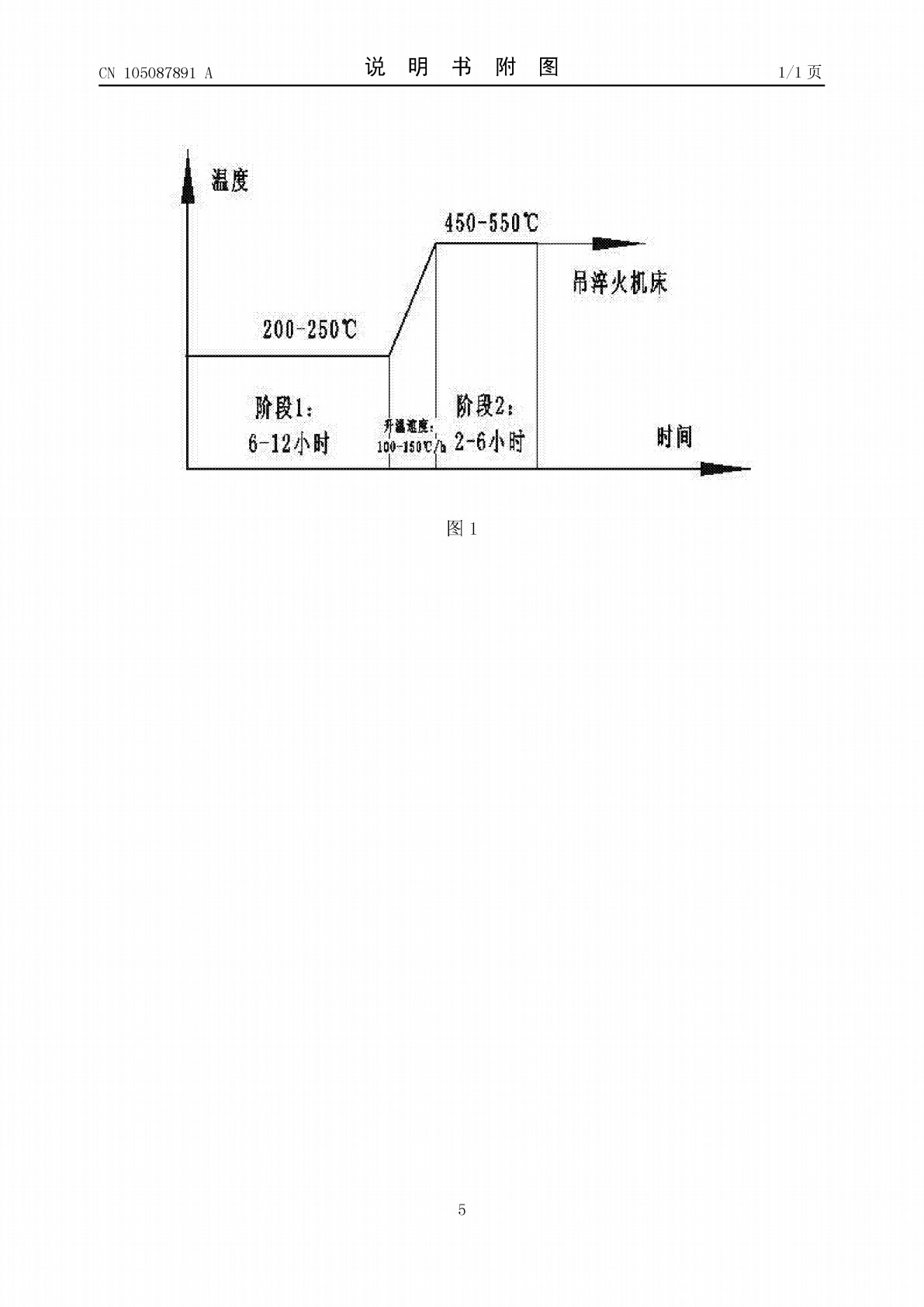
本发明公开了一种用于提高冷轧辊淬硬层深度的感应淬火预热方法,其特征在于:所述预热方法的步骤如下:阶段一:采用200-250℃整体预热,保温时间为6-12小时;阶段二:阶段一工艺执行结束后,将炉温以100-150℃/h的升温速度快速升温至450-550℃后保温,保温时间为2-6小时。本发明通过分阶段预热且两阶段之间快速升温的方式,既能够有效提高电磁透热深度、又可以防止因心部温度高而影响淬火效果,最终有效提高冷轧辊的淬硬层深度。
锻钢冷轧辊感应淬火前的预热方法.pdf
本发明公开了一种锻钢冷轧辊感应淬火前的预热方法,其采用淬火机床感应预热,预热温度至AC1以下合适温度,冷轧辊移动过程中预热部分不水冷,通过加热温度与冷轧辊的移动速度的匹配,使轧辊在移动过程中表层热量向内传导,使内外层均温,预热结束冷轧辊移动回到起始位置时,控制其表面温度为200℃~400℃,达到整体预热的效果。本发明采用感应预热,由于感应预热加热速度快,整个预热过程约40分钟,加工效率较高;感应加热依靠电磁感应,能源利用率一般在90%以上,能耗远远低于电阻炉预热;同时由于轧辊初始温度较低,操作者吊装操作过
一种提高40Cr大滚轮内孔表面淬硬层深度的方法.pdf
本发明公开了一种提高40Cr大滚轮内孔表面淬硬层深度的方法,该方法包括以下步骤:S1:将多个滚轮放入600℃的加热炉中,升温至800~850℃,恒温加热40~60min后取出;S2:将滚轮放入一定浓度的富顿水溶液介质中进行冷却;S3:将滚轮在S2所述的介质中来回摆动至少15s,静置2~5min后取出;S4:对S3取出滚轮表面进行观察,并对取出后的滚轮表面硬度进行检测,本发明提高了滚轮内、外圆的表面硬度,由原来的HRC40以下,提高至HRC50以上;平均内孔淬硬层深度达到3mm以上,大大改善了滚轮的耐磨性,

一种可淬硬合金铸铁凸轮轴的感应淬火工艺.pdf
本发明提供了一种可淬硬合金铸铁凸轮轴的感应淬火工艺,首先对凸轮轴进行预热,将其感应加热至810~850℃,加热速率为60~70℃/秒;然后将预热后的凸轮轴感应加热至900~940℃,加热速率为60~70℃/秒;采用压缩气体对凸轮轴进行淬火,淬火时间为35~50秒,将凸轮轴冷却至240~310℃,压缩气体的压力为0.38~0.52MPa;最后将淬火后的凸轮轴在室温中静置50~60分钟,利用其淬火后的余温完成回火。该感应淬火工艺解决了现有技术中的不足,能够在满足淬火技术要求的前提下极大的降低工件淬火后的开裂率
一种冷硬铸铁轧辊.pdf
本发明涉及冷硬铸铁轧辊领域,具体的说是一种冷硬铸铁轧辊,包括固定板、冷却结构、传动结构、定位结构和轧辊本体;轧辊本体的内部设有传动结构,传动结构与轧辊结构之间卡合,进而便于在两个轧辊结构与电加热圈之间的挤压力过大时,传动结构与轧辊结构之间转动,进而避免了轧辊结构继续转动损坏电加热圈,当相邻的两个所述轧辊本体之间的摩擦力和挤压力过大时,所述轧辊本体与所述限位块之间的限位力小于所述轧辊本体与电加热圈之间的摩擦力时,所述轧辊本体与所述限位块之间滑动连接,所述限位块抵触所述复位弹簧收缩,同时所述传动轴与所述轧辊本