
一种含钛奥氏体不锈钢长连铸控制方法.pdf

邻家****ng


1/6
2/6

3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种含钛奥氏体不锈钢长连铸控制方法.pdf
本发明涉及一种含钛奥氏体不锈钢长连铸控制方法,属于不锈钢冶炼技术领域;其控制方法步骤为:(1)电弧炉的钢水冶炼好后加入AOD精炼炉中全程吹氩气冶炼;(2)还原期硅铁、萤石投入结束再加入Al进行深脱氧,搅拌结束还原,保证出钢温度;(3)AOD精炼后的钢水进入LF后,温度为1580~1590℃时开始加入Ti线,加入量是使钢液保证满足Ti≥6C,并进行微搅拌;(4)钢水出钢成分符合标准要求时出钢,保证Ti*N和Ca/Al。本发明通过从AOD到LF对钢液中O、N的控制,从源头遏制水口结瘤物的产生,极大的提升连铸炉
无缝钢管用含钛奥氏体不锈钢圆管坯连铸生产方法.pdf
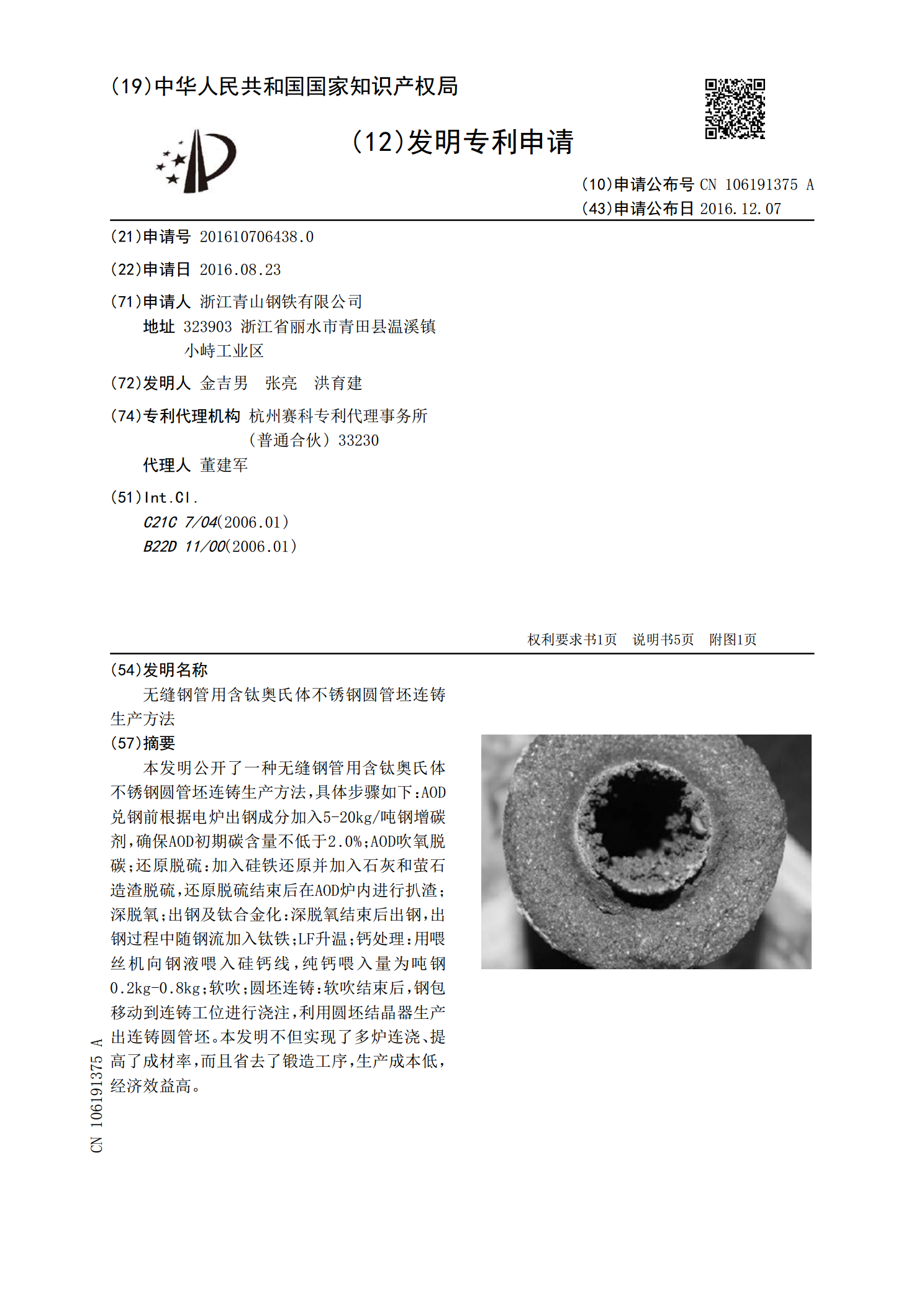
本发明公开了一种无缝钢管用含钛奥氏体不锈钢圆管坯连铸生产方法,具体步骤如下:AOD兑钢前根据电炉出钢成分加入5‑20kg/吨钢增碳剂,确保AOD初期碳含量不低于2.0%;AOD吹氧脱碳;还原脱硫:加入硅铁还原并加入石灰和萤石造渣脱硫,还原脱硫结束后在AOD炉内进行扒渣;深脱氧;出钢及钛合金化:深脱氧结束后出钢,出钢过程中随钢流加入钛铁;LF升温;钙处理:用喂丝机向钢液喂入硅钙线,纯钙喂入量为吨钢0.2kg‑0.8kg;软吹;圆坯连铸:软吹结束后,钢包移动到连铸工位进行浇注,利用圆坯结晶器生产出连铸圆管坯。
一种控制含钛IF钢连铸水口结瘤的方法.pdf
本发明公开了一种控制含钛IF钢连铸水口结瘤的方法。工艺流程包括:铁水预处理脱硫→转炉顶底复合吹炼→RH真空处理→连铸。转炉顶底复合吹炼中,转炉吹炼终点钢液的碳质量分数在0.03%‑0.04%,温度≥1680℃。RH到站时,钢液的碳质量分数为0.025%‑0.035%,自由氧质量分数为0.045%‑0.085%,钢液温度为1620‑1640℃。RH脱碳后,钢液中自由氧质量分数在0.02%‑0.04%。脱碳结束先加入Al粒和金属锰,钢液在真空室内循环4‑7次,钢液中自由氧质量分数≤0.0003%后,再加入Fe
一种含钛奥氏体不锈钢的LF精炼方法.pdf
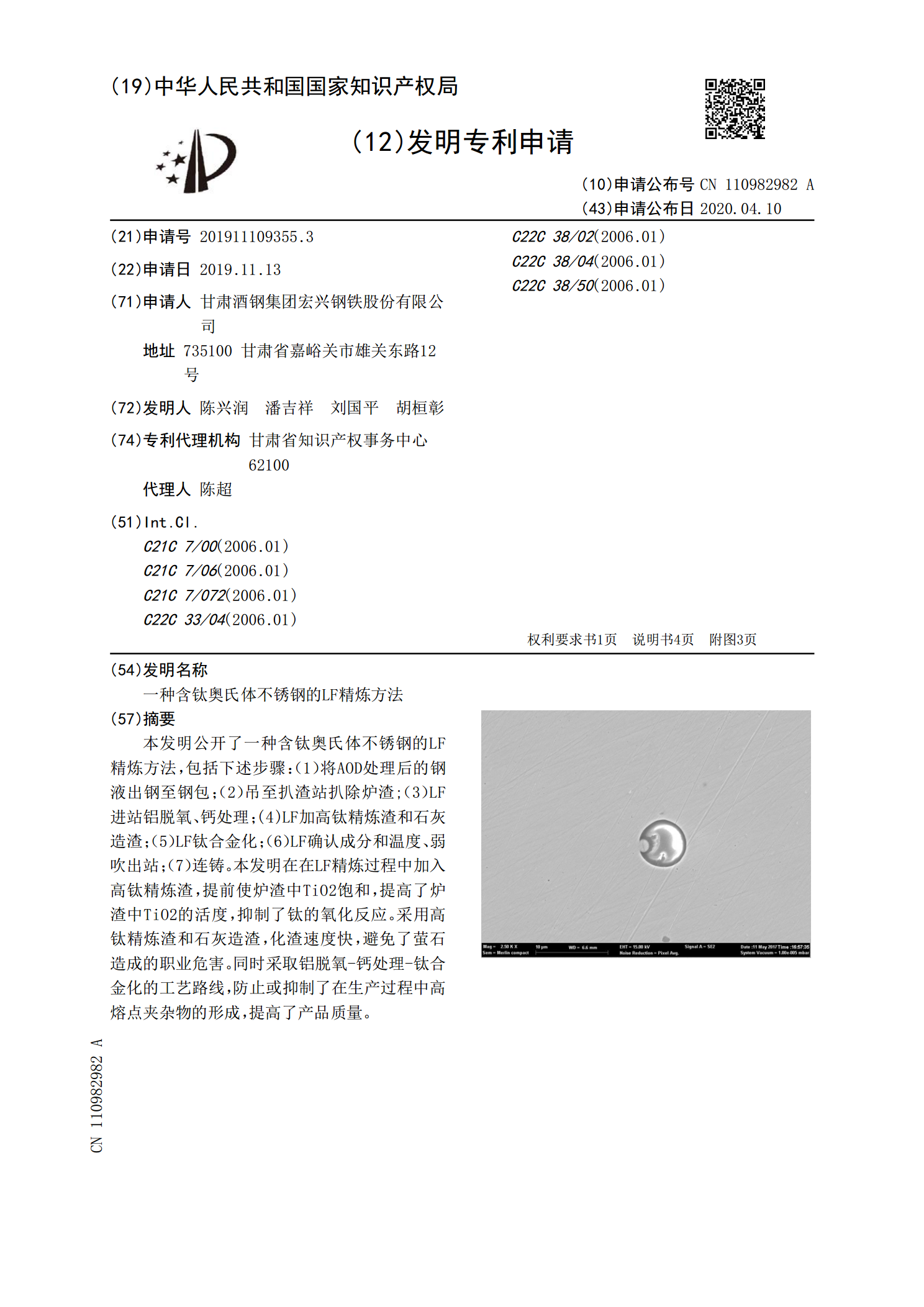
本发明公开了一种含钛奥氏体不锈钢的LF精炼方法,包括下述步骤:(1)将AOD处理后的钢液出钢至钢包;(2)吊至扒渣站扒除炉渣;(3)LF进站铝脱氧、钙处理;(4)LF加高钛精炼渣和石灰造渣;(5)LF钛合金化;(6)LF确认成分和温度、弱吹出站;(7)连铸。本发明在在LF精炼过程中加入高钛精炼渣,提前使炉渣中TiO2饱和,提高了炉渣中TiO2的活度,抑制了钛的氧化反应。采用高钛精炼渣和石灰造渣,化渣速度快,避免了萤石造成的职业危害。同时采取铝脱氧‑钙处理‑钛合金化的工艺路线,防止或抑制了在生产过程中高熔点
一种奥氏体不锈钢§150小规格连铸圆管坯制造方法.pdf
本发明公开了一种奥氏体不锈钢§150小规格连铸圆管坯制造方法,涉及不锈钢生产工艺领域,其具体的制备流程为:电弧炉→AOD→LF→连铸→精整→出厂,本方法中一方面进行冶炼工艺优化,确保奥氏体不锈钢水能够达到高洁净度的冶金质量,降低钢中氧含量和夹杂物含量的同时,减少高熔点氧化铝在连铸中间包水口聚集对连铸浇注产生影响。另一方面确定合理的连铸工艺参数,制定合理的一冷水和二冷配水参数,结晶器振动参数,保护渣型号,浇注温度,拉坯速度,拉矫机压力,电磁搅拌参数等。在浇注过程中减少二次氧化,防止钢液污染;使用该方法生产出