
一种异形沟道钟形壳的锻造工艺.pdf

夏萍****文章

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共23页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种异形沟道钟形壳的锻造工艺.pdf
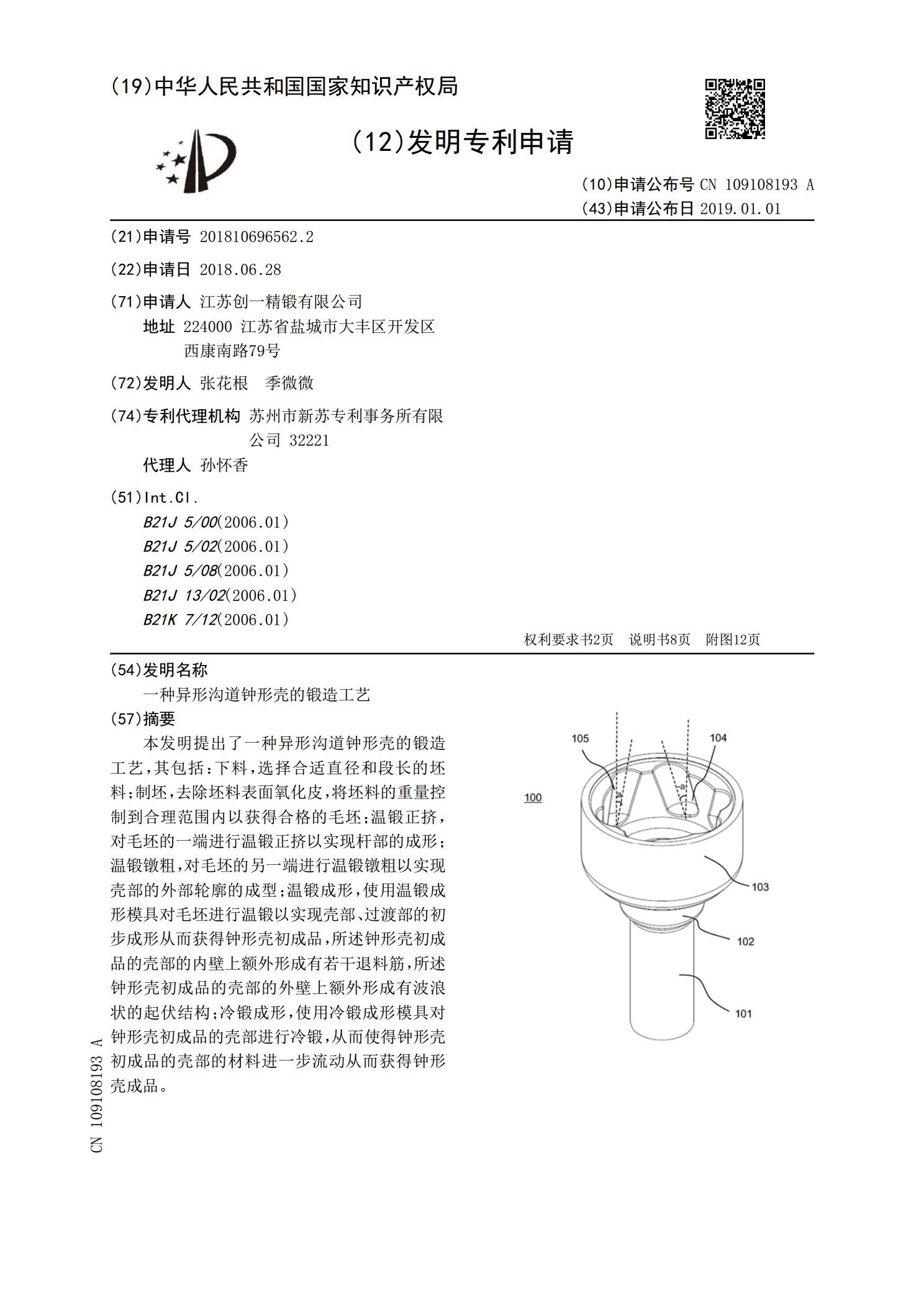
本发明提出了一种异形沟道钟形壳的锻造工艺,其包括:下料,选择合适直径和段长的坯料;制坯,去除坯料表面氧化皮,将坯料的重量控制到合理范围内以获得合格的毛坯;温锻正挤,对毛坯的一端进行温锻正挤以实现杆部的成形;温锻镦粗,对毛坯的另一端进行温锻镦粗以实现壳部的外部轮廓的成型;温锻成形,使用温锻成形模具对毛坯进行温锻以实现壳部、过渡部的初步成形从而获得钟形壳初成品,所述钟形壳初成品的壳部的内壁上额外形成有若干退料筋,所述钟形壳初成品的壳部的外壁上额外形成有波浪状的起伏结构;冷锻成形,使用冷锻成形模具对钟形壳初成品
钟形壳的锻造工艺.pdf
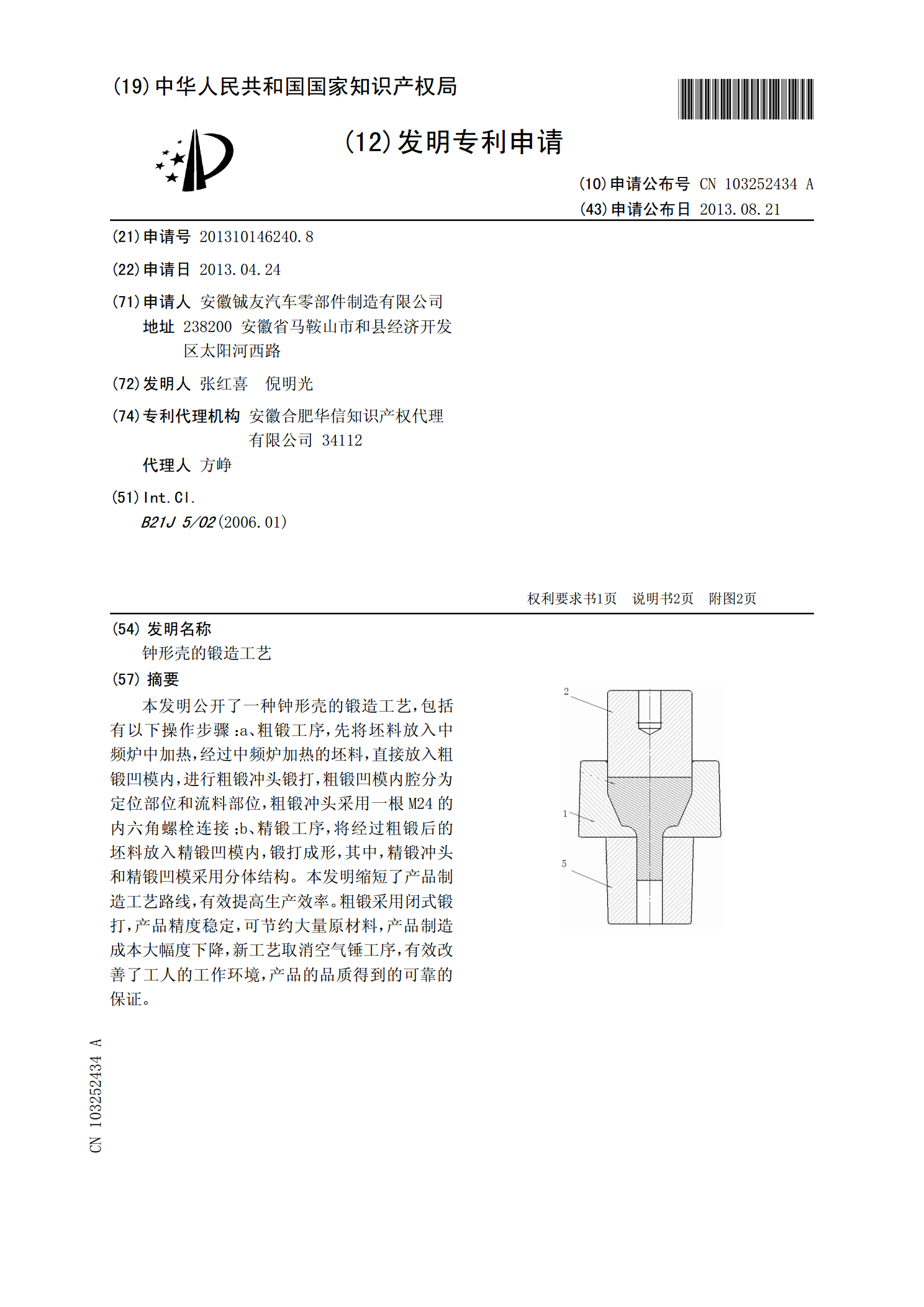
本发明公开了一种钟形壳的锻造工艺,包括有以下操作步骤:a、粗锻工序,先将坯料放入中频炉中加热,经过中频炉加热的坯料,直接放入粗锻凹模内,进行粗锻冲头锻打,粗锻凹模内腔分为定位部位和流料部位,粗锻冲头采用一根M24的内六角螺栓连接;b、精锻工序,将经过粗锻后的坯料放入精锻凹模内,锻打成形,其中,精锻冲头和精锻凹模采用分体结构。本发明缩短了产品制造工艺路线,有效提高生产效率。粗锻采用闭式锻打,产品精度稳定,可节约大量原材料,产品制造成本大幅度下降,新工艺取消空气锤工序,有效改善了工人的工作环境,产品的品质得到
一种锁壳锻造工艺.pdf
本发明公开一种锁壳锻造工艺,包括下料加热:将坯料装入中频炉中加热,加热温度为1240℃-1290℃;制坯:通过模锻、压扁等手段将加热后的坯料制成与预锻型腔基本相似的形状;预锻:将制坯完成的坯料装入预锻模具中进行预锻;终锻:将预锻完成的坯料装入终锻模具中进行终锻;切边:设计一个切边模具,对锁壳锻件进行切边处理,去除毛刺;热处理:对锁壳锻件表面进行抛丸,然后进行调质处理。其有益效果在于不仅工艺步骤简单、生产成本低、生产效率高,而且锁壳锻件的质量稳定,成品率高。
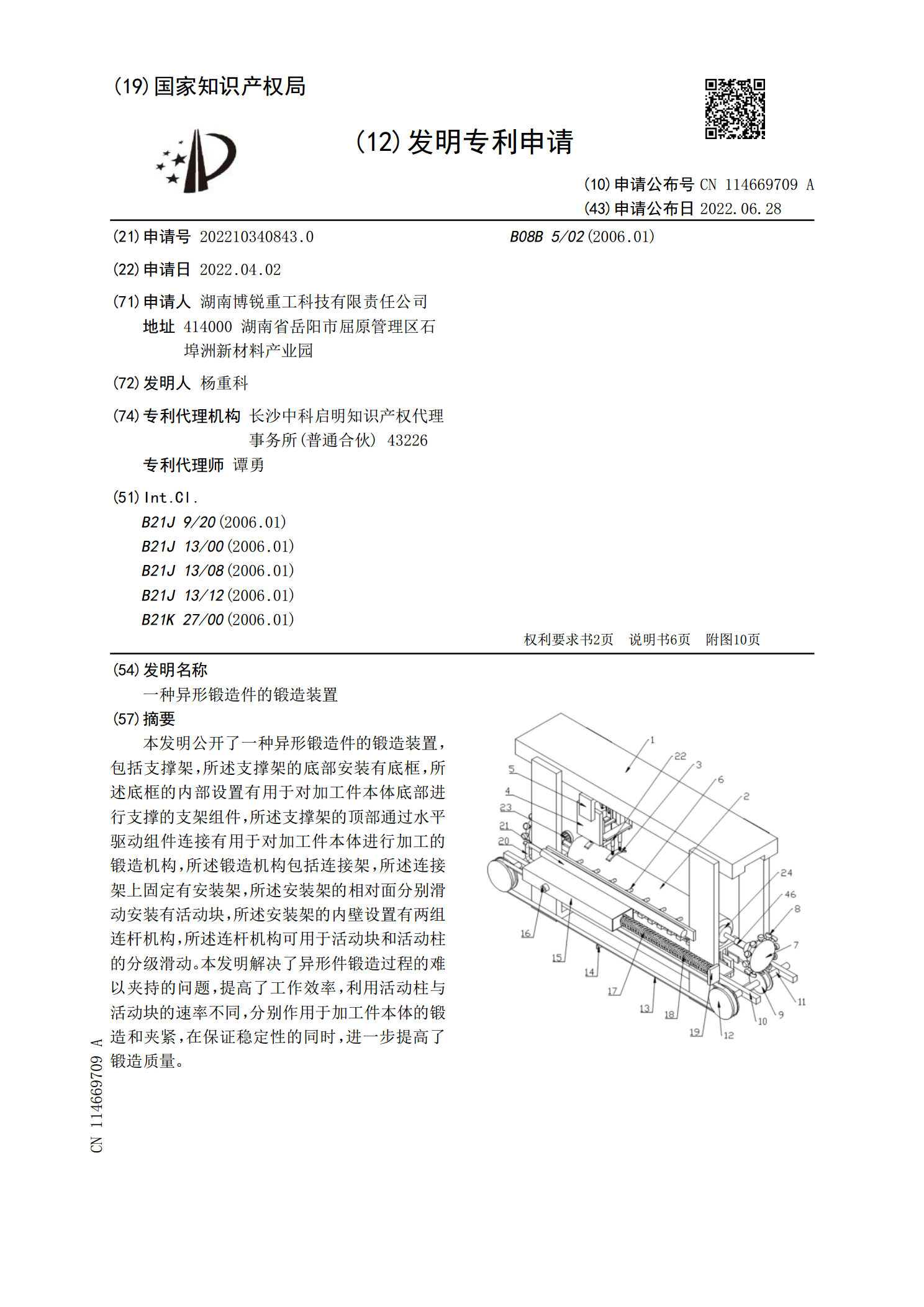
一种异形锻造件的锻造装置.pdf
本发明公开了一种异形锻造件的锻造装置,包括支撑架,所述支撑架的底部安装有底框,所述底框的内部设置有用于对加工件本体底部进行支撑的支架组件,所述支撑架的顶部通过水平驱动组件连接有用于对加工件本体进行加工的锻造机构,所述锻造机构包括连接架,所述连接架上固定有安装架,所述安装架的相对面分别滑动安装有活动块,所述安装架的内壁设置有两组连杆机构,所述连杆机构可用于活动块和活动柱的分级滑动。本发明解决了异形件锻造过程的难以夹持的问题,提高了工作效率,利用活动柱与活动块的速率不同,分别作用于加工件本体的锻造和夹紧,在保
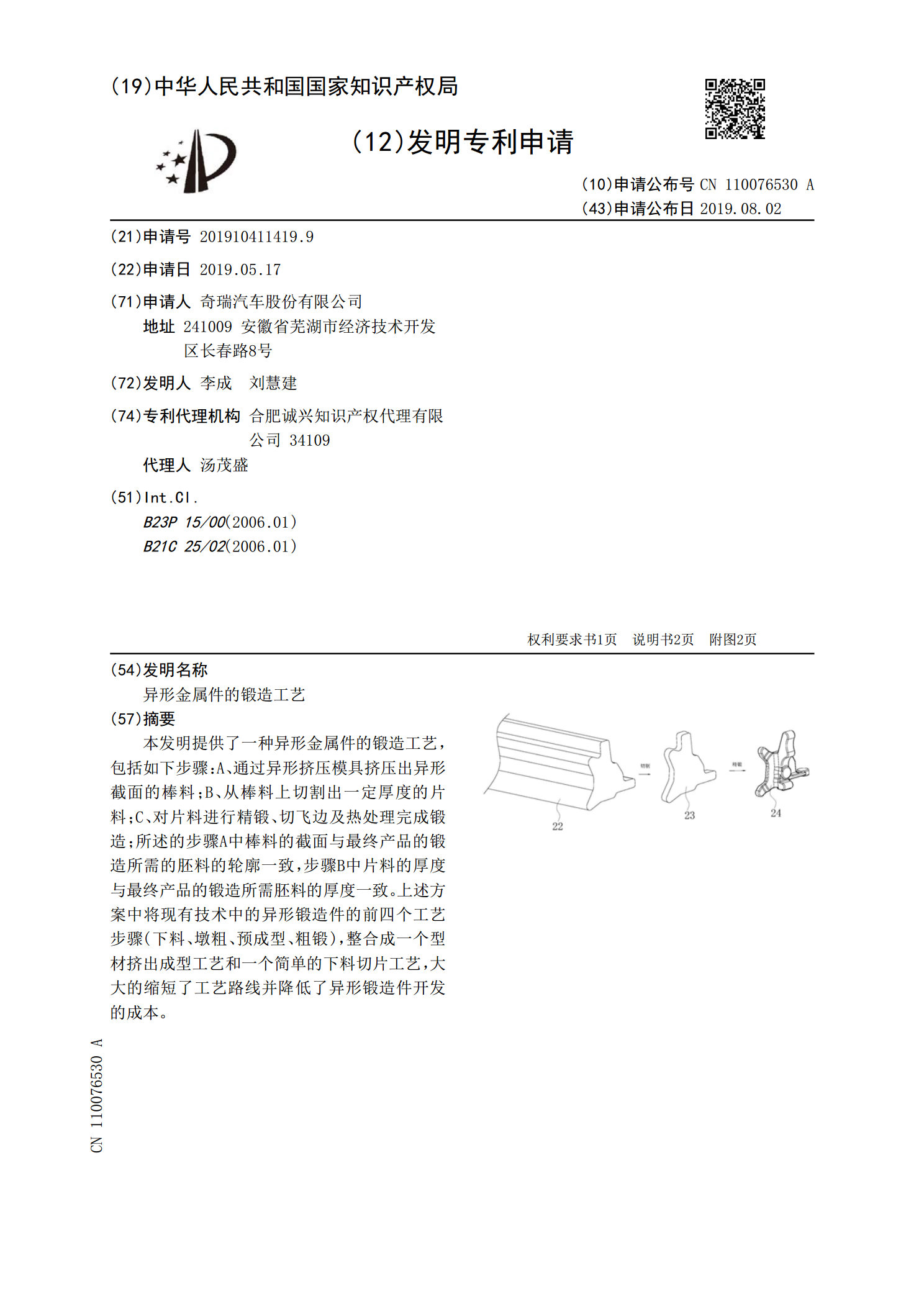
异形金属件的锻造工艺.pdf
本发明提供了一种异形金属件的锻造工艺,包括如下步骤:A、通过异形挤压模具挤压出异形截面的棒料;B、从棒料上切割出一定厚度的片料;C、对片料进行精锻、切飞边及热处理完成锻造;所述的步骤A中棒料的截面与最终产品的锻造所需的胚料的轮廓一致,步骤B中片料的厚度与最终产品的锻造所需胚料的厚度一致。上述方案中将现有技术中的异形锻造件的前四个工艺步骤(下料、墩粗、预成型、粗锻),整合成一个型材挤出成型工艺和一个简单的下料切片工艺,大大的缩短了工艺路线并降低了异形锻造件开发的成本。