
一种连续退火炉辐射管加热控制方法.pdf

书生****35


1/7

2/7

3/7

4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种连续退火炉辐射管加热控制方法.pdf
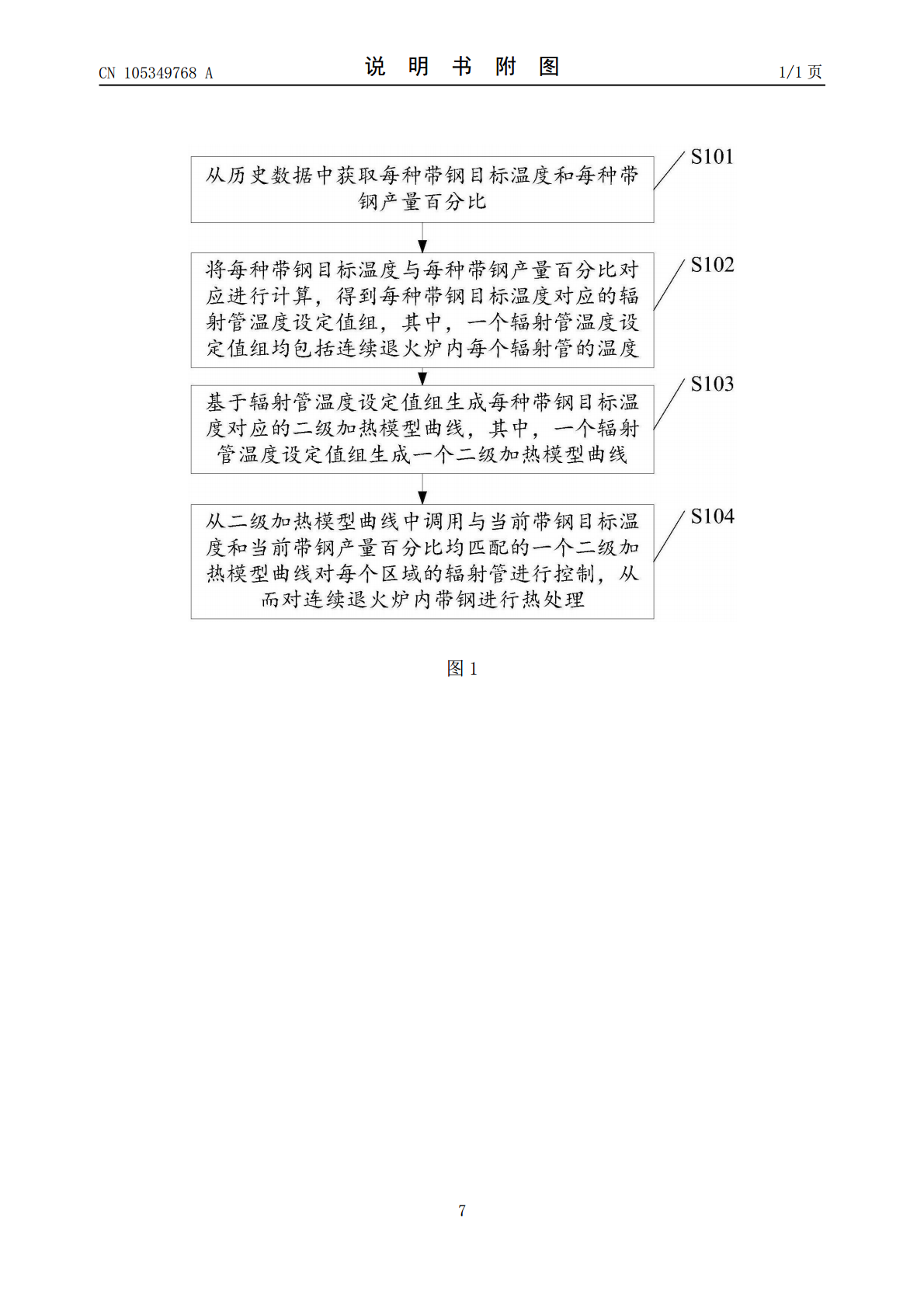
本发明公开了一种连续退火炉辐射管加热控制方法:从历史数据中获取每种带钢目标温度和每种带钢产量百分比;将每种带钢目标温度与每种带钢产量百分比对应进行计算,得到每种带钢目标温度对应的辐射管温度设定值组;基于辐射管温度设定值组生成每种带钢目标温度对应的二级加热模型曲线,一个辐射管温度设定值组生成一个二级加热模型曲线;从二级加热模型曲线中调用与当前带钢目标温度和当前带钢产量百分比均匹配的一个二级加热模型曲线,对每个区域的辐射管进行控制,从而对连续退火炉内带钢进行热处理。采用本方法,可以有效避免现有技术中曲线之间无

一种排查连续退火炉辐射管泄漏的方法.pdf
本发明公开了一种排查连续退火炉辐射管泄漏的方法,包括以下步骤:步骤一,前期准备;步骤二,切断燃气;步骤三,布置仪器;步骤四,切断空气;步骤五,批量检测;其中在上述步骤一中,保持退火炉处于正常工作状态,并确保退火炉的炉内保护气氛氢含量和炉内压力处于指定范围;其中在上述步骤二中,关闭待排查辐射管的主烧嘴的燃气电磁阀,并手动关闭待排查辐射管的主烧嘴的燃气手动球阀,切断燃气;该发明采用炉外作业方式,无需人工利用吊框用天车吊入炉内排查,工作强度低,安全系数高、隐患少,无需停机,生产效率高,另外在线批量检测泄漏问题,
一种退火炉加热段辐射管温度设定方法.pdf
本发明公开了一种退火炉加热段辐射管温度设定方法,该方法包含如下步骤:S1:建立不同钢种极限下加热段辐射管温度的设定规则;S2:周期采集实际带钢的钢种厚度,宽度和速度组,从数据库中选取对应钢种的参考数组;S3:选取参考数组中的带钢在厚度极值时对应的各列辐射管温度,通过差值计算出宽度、速度极值数组;S4:选取该带钢宽度、速度极值数组中的宽度极值,通过差值计算出速度极值数组;S5:选取该带钢速度极值数组中的速度极值,计算出对应速度的数组,并将该数组作为辐射管的温度初始值;S6:将初始值下达给一级作为设定值,对加
冷轧连续退火炉辐射管破损快速检测方法.pdf
本发明公开了一种冷轧连续退火炉辐射管破损快速检测方法,是在停机状态下,通过固定保护气体注入量,达到稳定炉内压力的目的,再通过增加助燃风机送风量,监测炉内压力的变化,进而快速判断辐射管是否破损,并准确定位破损辐射管。本发明利用辐射管破损引起炉压变化原理,采用分区‑分层‑逐根判定的方法,从大到小,分级控制,半小时即可确定破损的辐射管,快速高效,大幅缩短了查漏的时间,显著提高了辐射管检漏的工作效率,降低了检漏工作的劳动强度;不需要专业或额外的检测设备及装置,利用现有控制系统即可实施辐射管破损检测,操作简单,测试
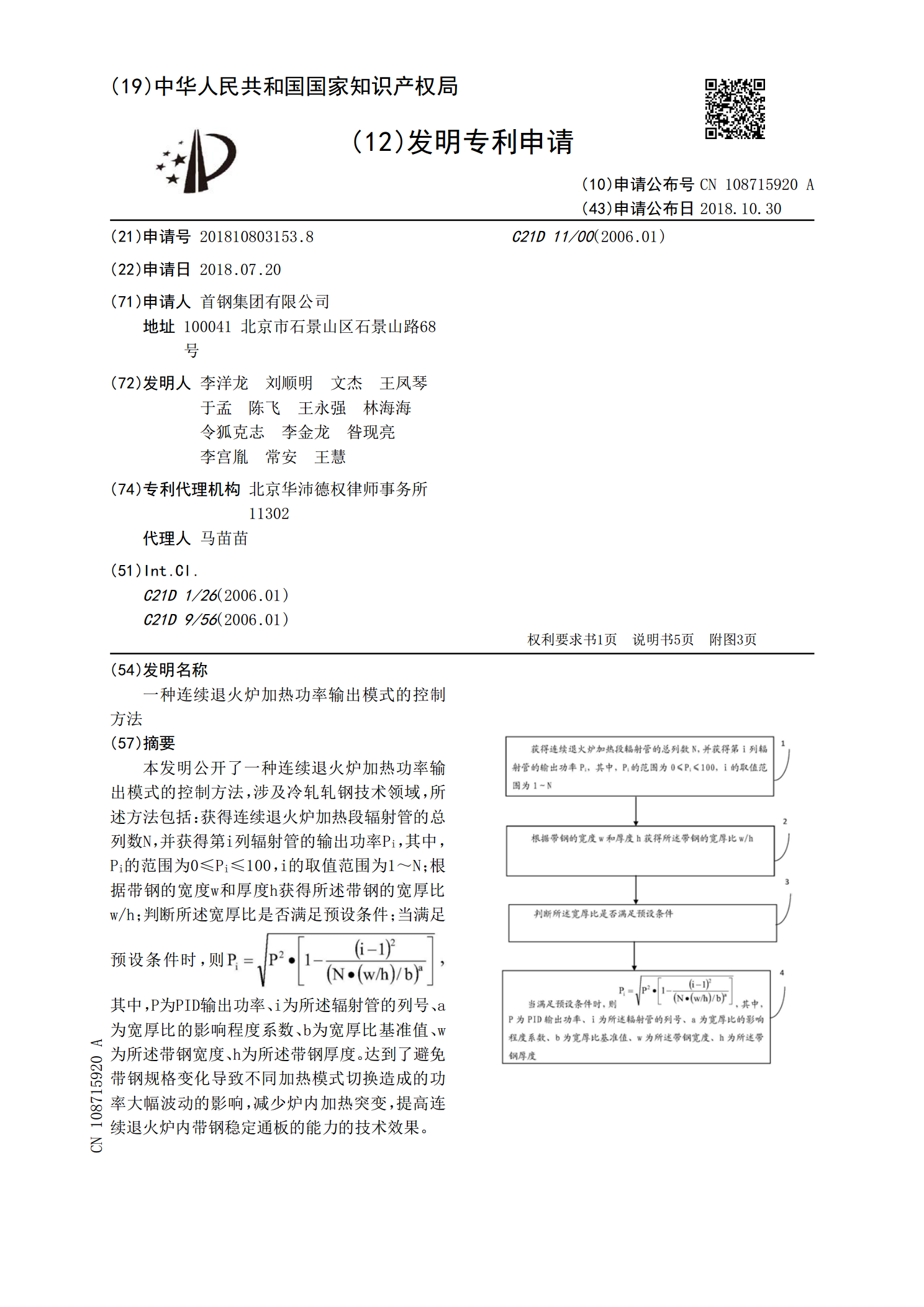
一种连续退火炉加热功率输出模式的控制方法.pdf
本发明公开了一种连续退火炉加热功率输出模式的控制方法,涉及冷轧轧钢技术领域,所述方法包括:获得连续退火炉加热段辐射管的总列数N,并获得第i列辐射管的输出功率P