
一种采用选区激光熔化成形技术成形功能梯度零件的方法.pdf

元容****少女


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种采用选区激光熔化成形技术成形功能梯度零件的方法.pdf
本发明公开了一种采用选区激光熔化成形技术成形功能梯度零件的方法,包括以下步骤:(1)将零件三维模型导入到选区激光熔化成形设备中;(2)将粉末A放置于送粉床里,将粉末B放置于送粉斗中;(3)先成形粉末A,再成形粉末B;(4)采用线切割工艺将功能梯度零件从基板上分离,在马弗炉中进行退火处理,则得到成品。本发明利用粉床增材制造中的粉床铺粉结合送粉斗下落粉技术,可以一次性成形出功能梯度材料,节约总成形时间,减少抽真空和充入氩气的次数,提高生产效率。
一种零件成形方法、终端设备及激光选区熔化成形系统.pdf
本发明公开一种零件成形方法、终端设备及激光选区熔化成形系统,涉及激光选区熔化成形技术领域,用于简化零件的成形工序,缩短零件的成形周期。零件成形方法包括获取零件的初始结构信息;根据初始结构信息确定零件的成形方向;结合成形方向及初始结构信息确定零件的具有空腔的倾斜结构,倾斜结构与成形方向之间具有夹角α,45°<α<90°;在初始结构信息中构建用于支撑倾斜结构的支撑结构,获得零件的加工结构信息;支撑结构包括多个与成形方向平行的支撑板;根据加工结构信息,控制成形设备进行零件的加工成形;后续处理,获得零件。终端设备
一种无支撑成形材料的激光选区熔化设备与成形方法.pdf
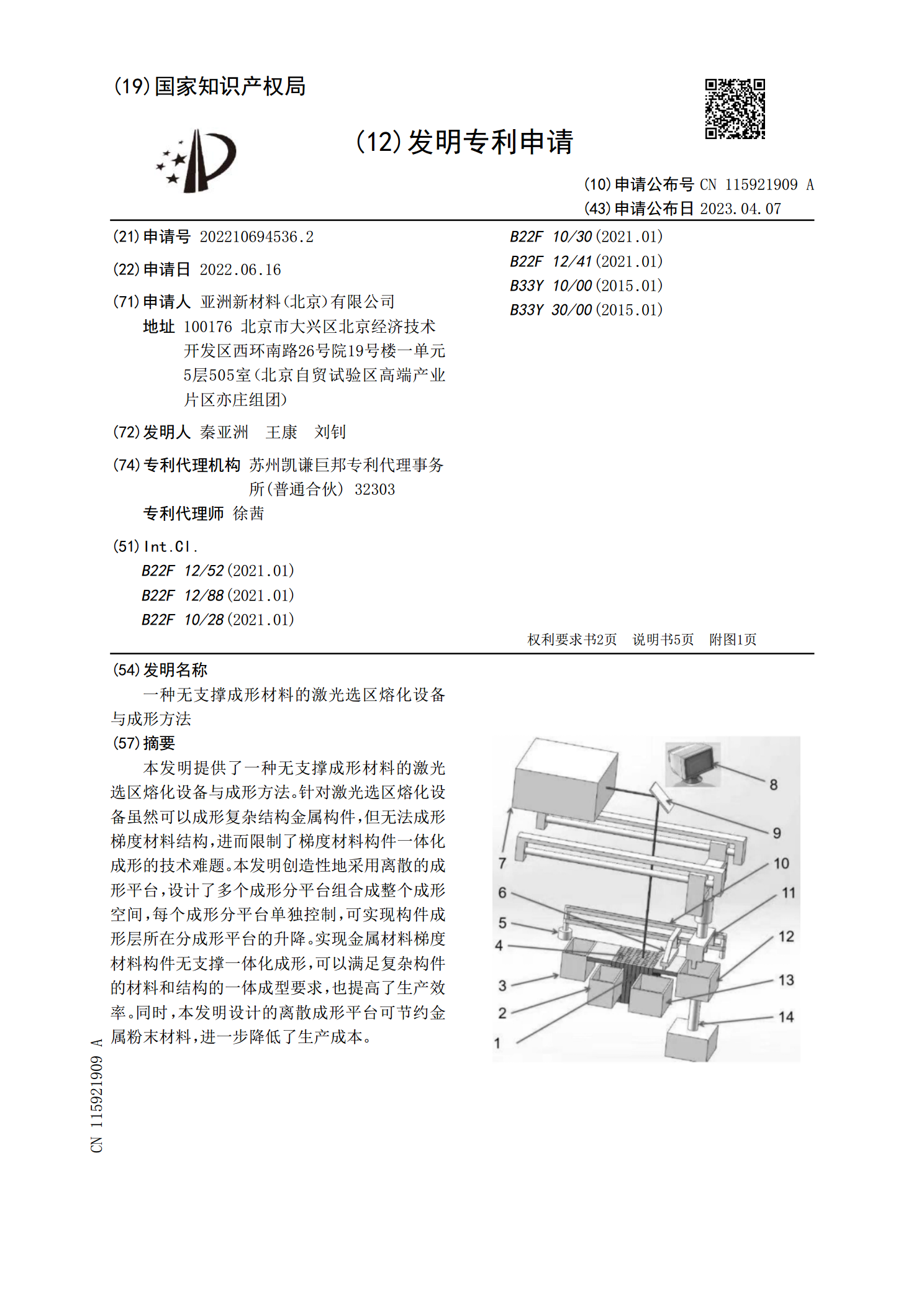
本发明提供了一种无支撑成形材料的激光选区熔化设备与成形方法。针对激光选区熔化设备虽然可以成形复杂结构金属构件,但无法成形梯度材料结构,进而限制了梯度材料构件一体化成形的技术难题。本发明创造性地采用离散的成形平台,设计了多个成形分平台组合成整个成形空间,每个成形分平台单独控制,可实现构件成形层所在分成形平台的升降。实现金属材料梯度材料构件无支撑一体化成形,可以满足复杂构件的材料和结构的一体成型要求,也提高了生产效率。同时,本发明设计的离散成形平台可节约金属粉末材料,进一步降低了生产成本。
一种激光选区熔化成形的方法及产品.pdf
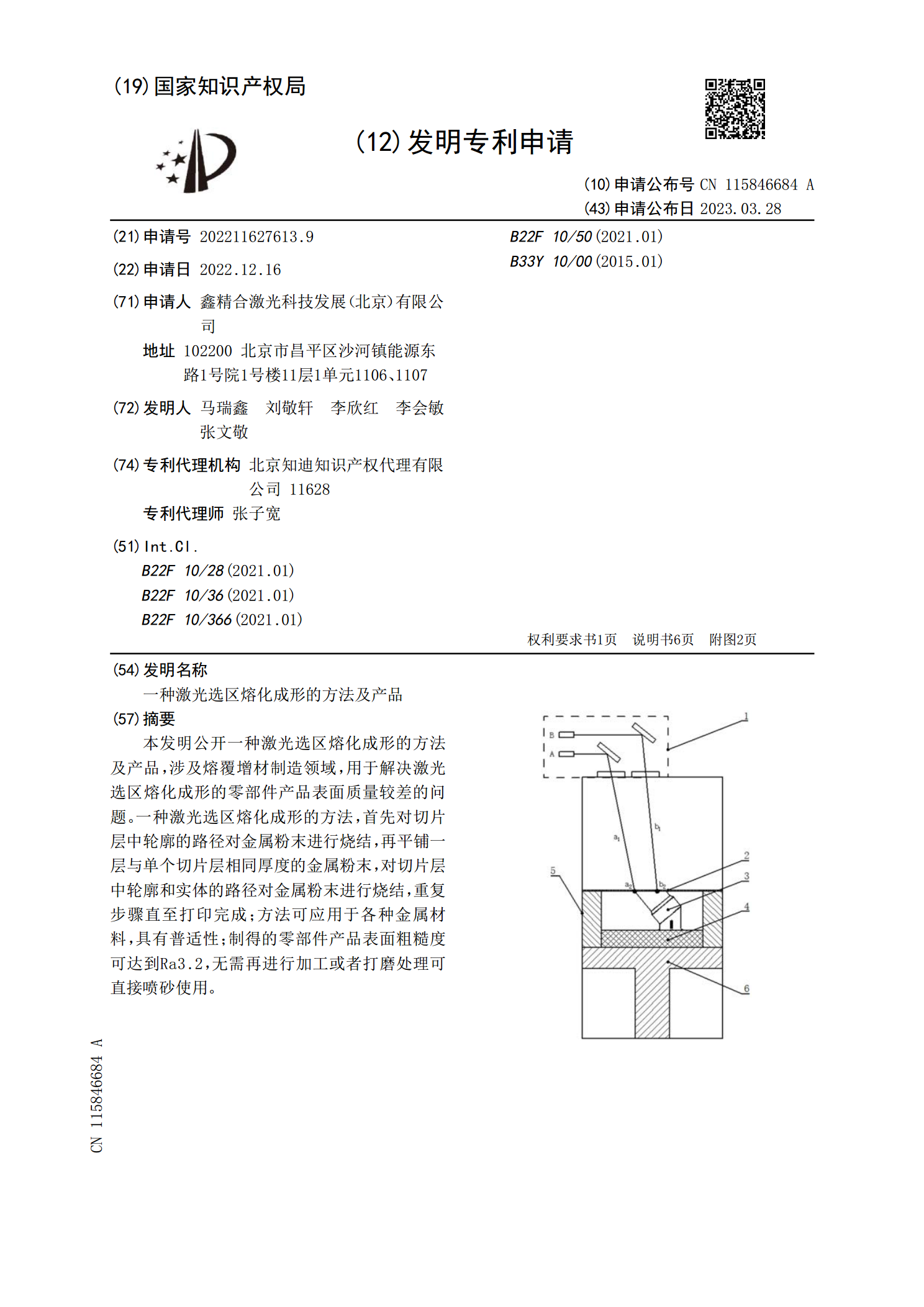
本发明公开一种激光选区熔化成形的方法及产品,涉及熔覆增材制造领域,用于解决激光选区熔化成形的零部件产品表面质量较差的问题。一种激光选区熔化成形的方法,首先对切片层中轮廓的路径对金属粉末进行烧结,再平铺一层与单个切片层相同厚度的金属粉末,对切片层中轮廓和实体的路径对金属粉末进行烧结,重复步骤直至打印完成;方法可应用于各种金属材料,具有普适性;制得的零部件产品表面粗糙度可达到Ra3.2,无需再进行加工或者打磨处理可直接喷砂使用。
空间曲面薄壁零件的激光选区熔化成形方法.pdf
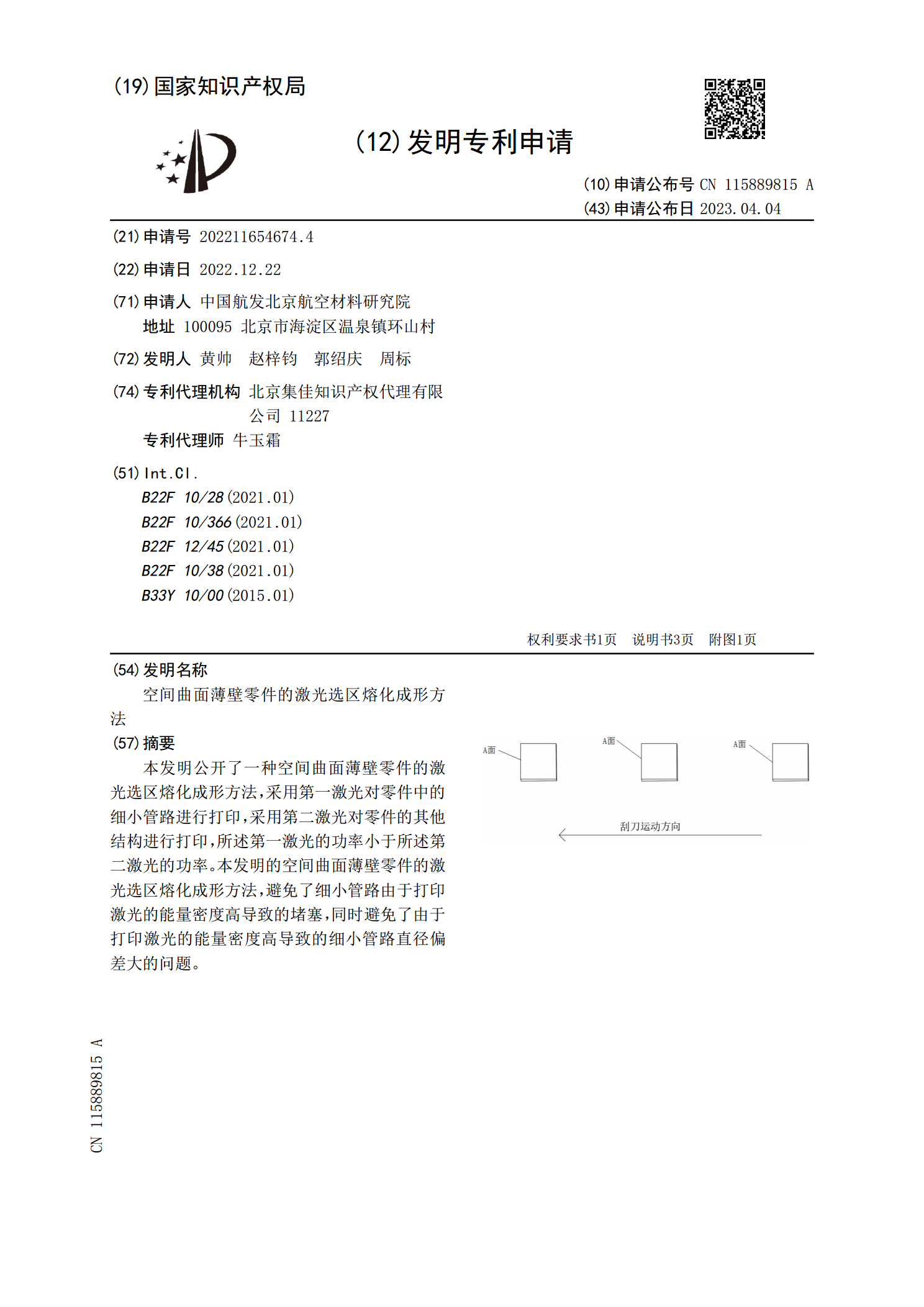
本发明公开了一种空间曲面薄壁零件的激光选区熔化成形方法,采用第一激光对零件中的细小管路进行打印,采用第二激光对零件的其他结构进行打印,所述第一激光的功率小于所述第二激光的功率。本发明的空间曲面薄壁零件的激光选区熔化成形方法,避免了细小管路由于打印激光的能量密度高导致的堵塞,同时避免了由于打印激光的能量密度高导致的细小管路直径偏差大的问题。