
一种激光选区熔化成形的方法及产品.pdf

努力****采萍


1/10

2/10

3/10
4/10

5/10

6/10

7/10

8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种激光选区熔化成形的方法及产品.pdf
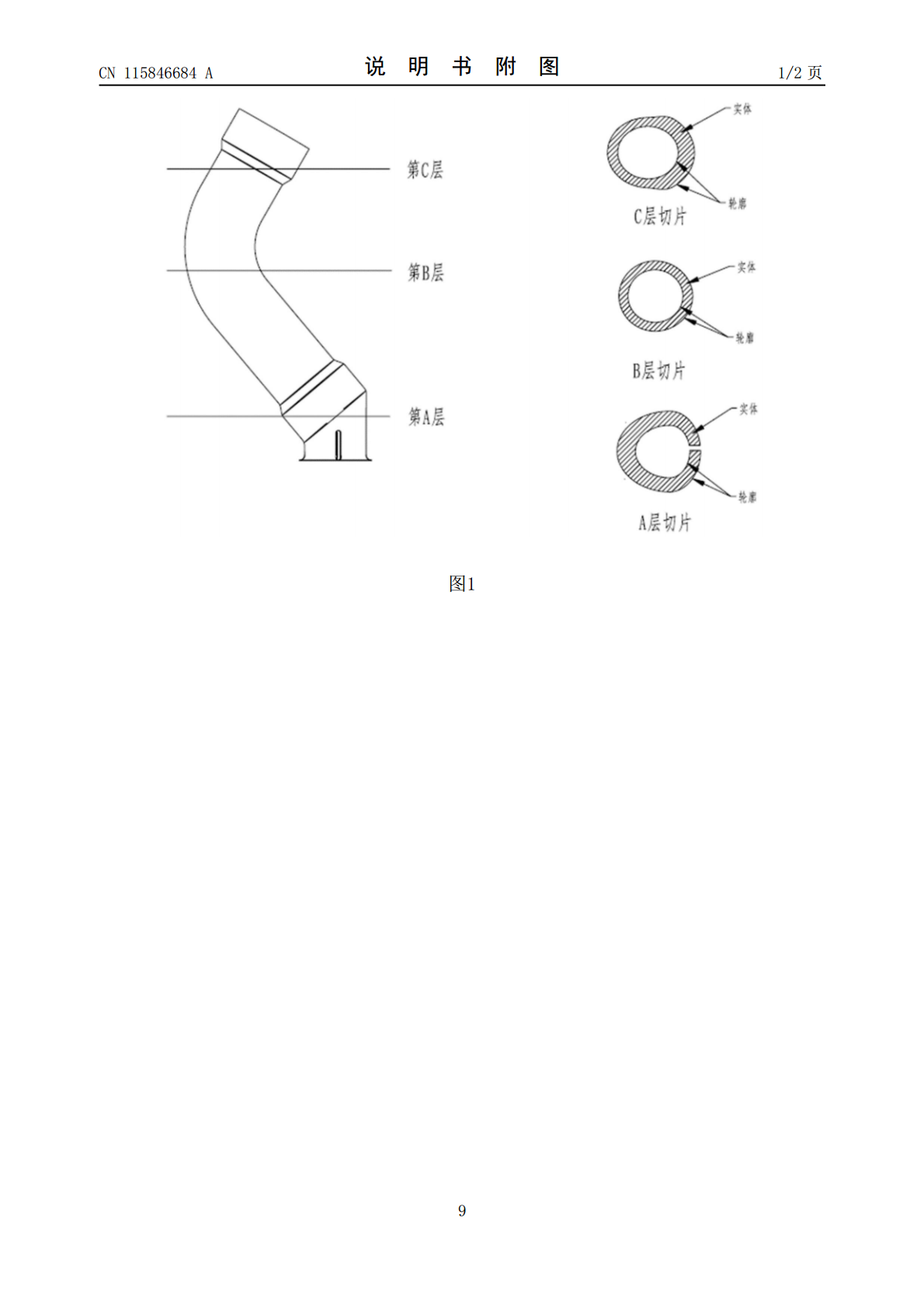
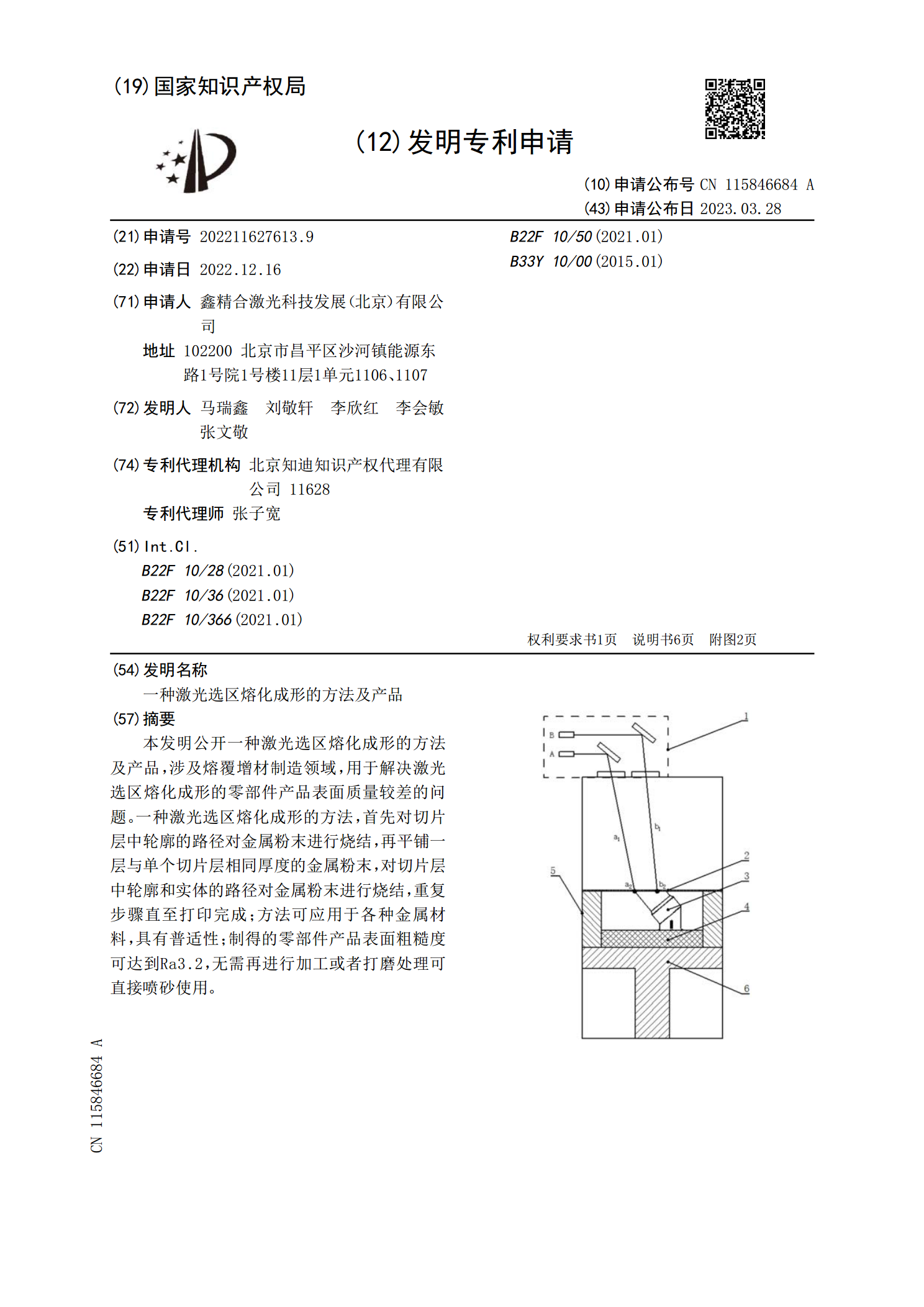
本发明公开一种激光选区熔化成形的方法及产品,涉及熔覆增材制造领域,用于解决激光选区熔化成形的零部件产品表面质量较差的问题。一种激光选区熔化成形的方法,首先对切片层中轮廓的路径对金属粉末进行烧结,再平铺一层与单个切片层相同厚度的金属粉末,对切片层中轮廓和实体的路径对金属粉末进行烧结,重复步骤直至打印完成;方法可应用于各种金属材料,具有普适性;制得的零部件产品表面粗糙度可达到Ra3.2,无需再进行加工或者打磨处理可直接喷砂使用。
一种无支撑成形材料的激光选区熔化设备与成形方法.pdf
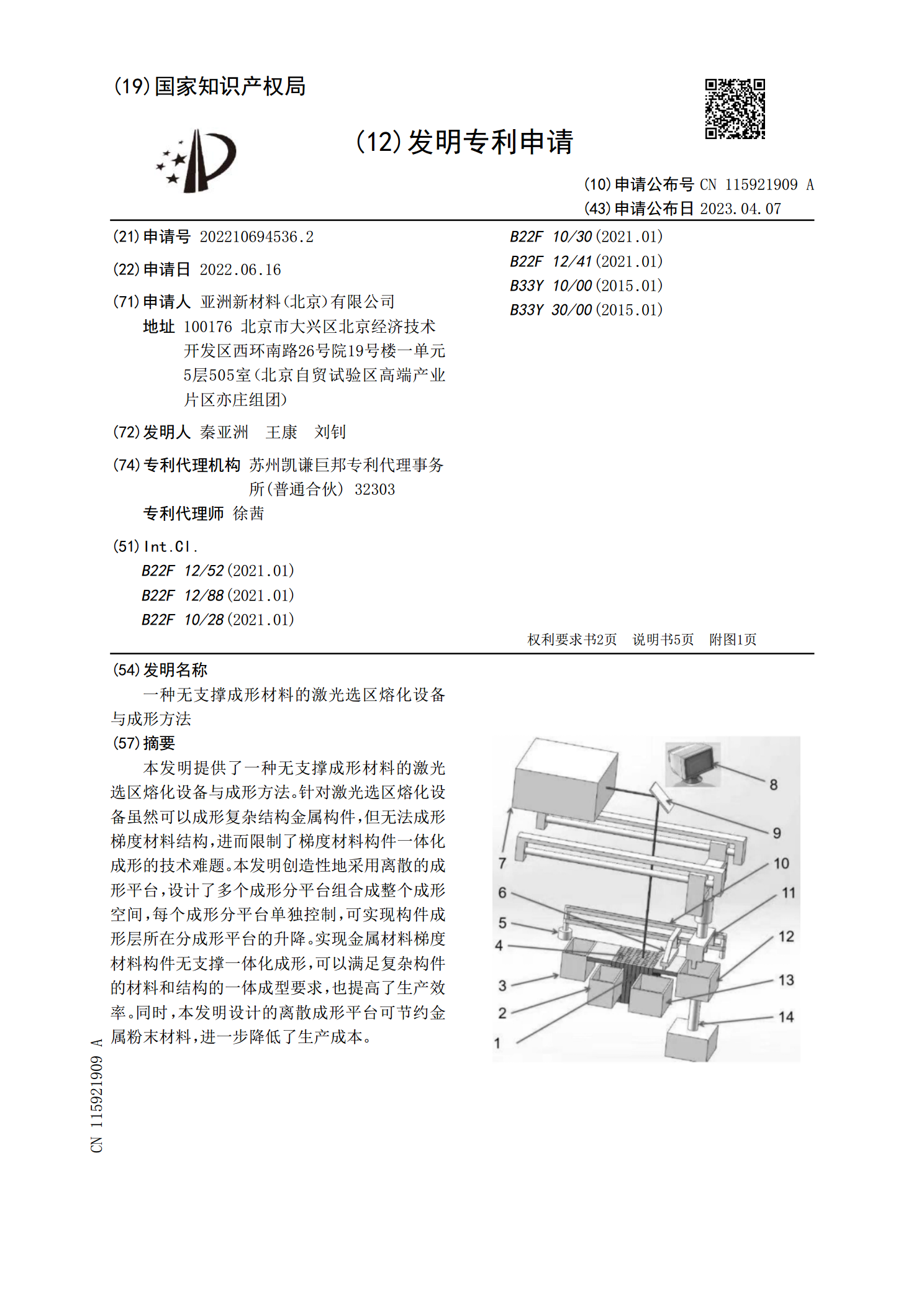
本发明提供了一种无支撑成形材料的激光选区熔化设备与成形方法。针对激光选区熔化设备虽然可以成形复杂结构金属构件,但无法成形梯度材料结构,进而限制了梯度材料构件一体化成形的技术难题。本发明创造性地采用离散的成形平台,设计了多个成形分平台组合成整个成形空间,每个成形分平台单独控制,可实现构件成形层所在分成形平台的升降。实现金属材料梯度材料构件无支撑一体化成形,可以满足复杂构件的材料和结构的一体成型要求,也提高了生产效率。同时,本发明设计的离散成形平台可节约金属粉末材料,进一步降低了生产成本。
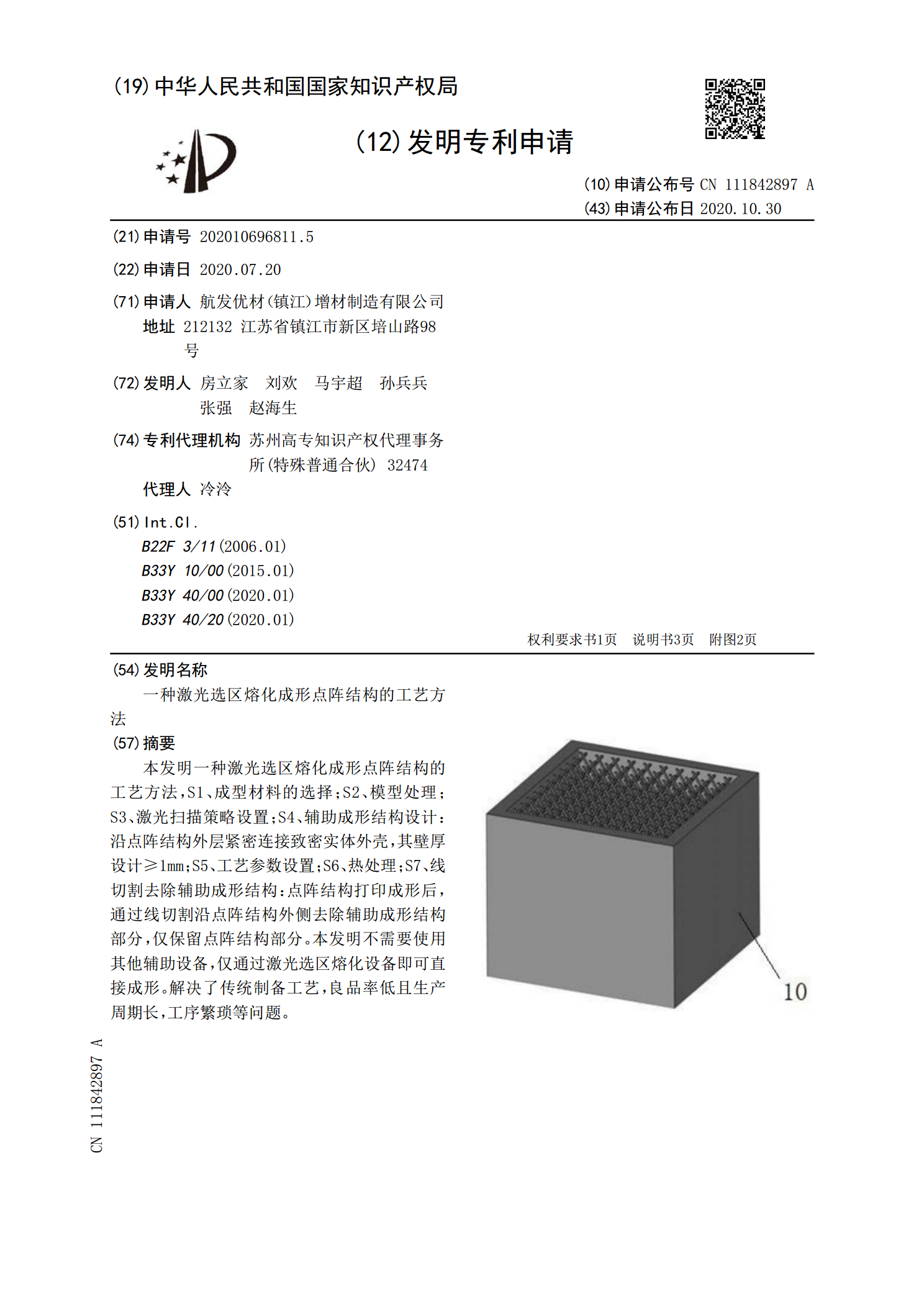
一种激光选区熔化成形点阵结构的工艺方法.pdf
本发明一种激光选区熔化成形点阵结构的工艺方法,S1、成型材料的选择;S2、模型处理;S3、激光扫描策略设置;S4、辅助成形结构设计:沿点阵结构外层紧密连接致密实体外壳,其壁厚设计≥1mm;S5、工艺参数设置;S6、热处理;S7、线切割去除辅助成形结构:点阵结构打印成形后,通过线切割沿点阵结构外侧去除辅助成形结构部分,仅保留点阵结构部分。本发明不需要使用其他辅助设备,仅通过激光选区熔化设备即可直接成形。解决了传统制备工艺,良品率低且生产周期长,工序繁琐等问题。
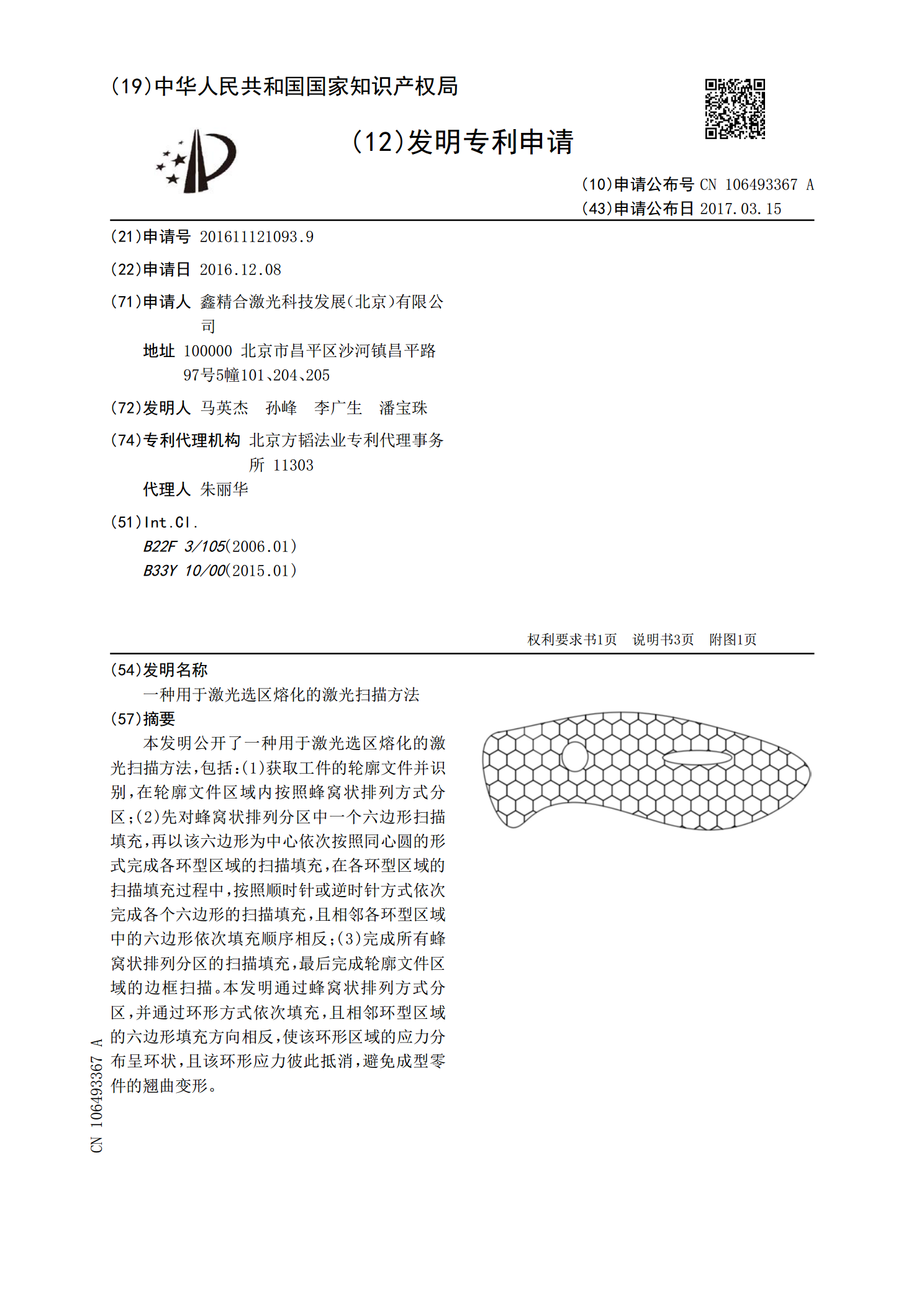
一种用于激光选区熔化的激光扫描方法.pdf
本发明公开了一种用于激光选区熔化的激光扫描方法,包括:(1)获取工件的轮廓文件并识别,在轮廓文件区域内按照蜂窝状排列方式分区;(2)先对蜂窝状排列分区中一个六边形扫描填充,再以该六边形为中心依次按照同心圆的形式完成各环型区域的扫描填充,在各环型区域的扫描填充过程中,按照顺时针或逆时针方式依次完成各个六边形的扫描填充,且相邻各环型区域中的六边形依次填充顺序相反;(3)完成所有蜂窝状排列分区的扫描填充,最后完成轮廓文件区域的边框扫描。本发明通过蜂窝状排列方式分区,并通过环形方式依次填充,且相邻环型区域的六边形
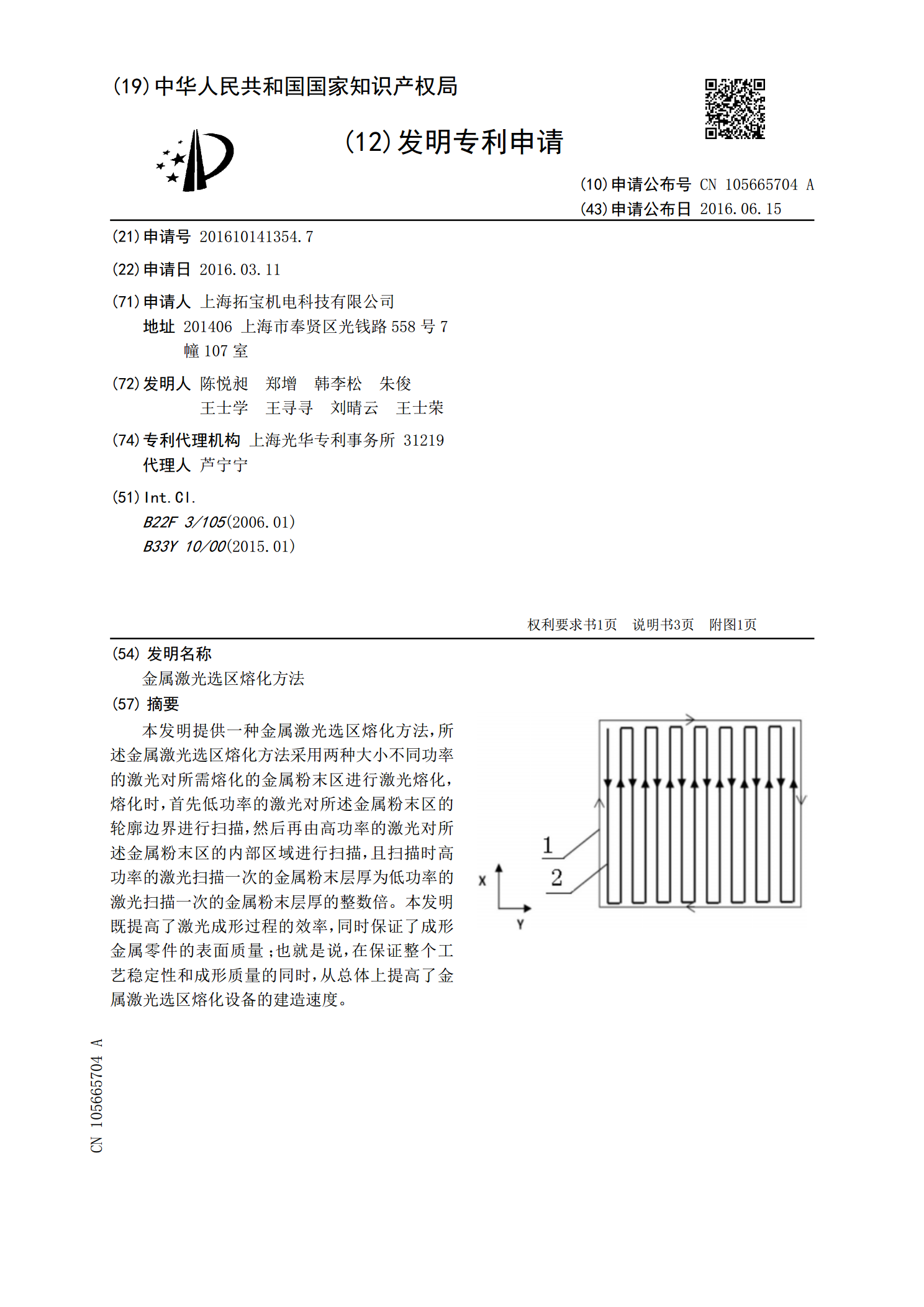
金属激光选区熔化方法.pdf
本发明提供一种金属激光选区熔化方法,所述金属激光选区熔化方法采用两种大小不同功率的激光对所需熔化的金属粉末区进行激光熔化,熔化时,首先低功率的激光对所述金属粉末区的轮廓边界进行扫描,然后再由高功率的激光对所述金属粉末区的内部区域进行扫描,且扫描时高功率的激光扫描一次的金属粉末层厚为低功率的激光扫描一次的金属粉末层厚的整数倍。本发明既提高了激光成形过程的效率,同时保证了成形金属零件的表面质量;也就是说,在保证整个工艺稳定性和成形质量的同时,从总体上提高了金属激光选区熔化设备的建造速度。