
提高切削性能的万向节球壳正火工艺.pdf

Ja****20

1/5
2/5

3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

提高切削性能的万向节球壳正火工艺.pdf
本发明公开了一种提高切削性能的万向节球壳正火工艺,包括以下步骤:步骤一、选用含有特定元素组成比的渗碳钢材料锻造万向节球壳毛坯:碳约0.20%,硅约0.27%,锰约0.95%,铬约1.15%,钛约0.07%,硫、磷≤0.035%,镍、铜≤0.030%,余量铁;步骤二、将步骤一获得的工件装炉匀速升温至940℃~960℃,保温时间为2.8小时~3.4小时;步骤三、将步骤二获得的工件进行风冷,在6分钟~8分钟内冷却至100℃以下。本发明所述的提高切削性能的万向节球壳正火工艺,正火后的万向节球壳工件硬度可以达到18

提高表面硬度的万向节球壳渗碳工艺.pdf
本发明公开了一种提高表面硬度的万向节球壳渗碳工艺,包括以下步骤:步骤一、选用特定质量百分比组分的渗碳钢材料锻造万向节球壳毛坯;经过正火处理后,进行车、铣加工;步骤二、加热至925℃进行升温排气,升温排气的时间为2.5小时,渗剂的滴加速度为每分钟100滴;步骤三、装炉保持925℃进行保温渗碳,保温渗碳的时间为4小时,渗剂的滴加速度为每分钟210滴;步骤四、保持925℃进行保温扩散,保温扩散的时间为3小时,渗剂的滴加速度为每分钟155滴;步骤五、工件随炉温一同下降至850℃,然后取出万向节球壳工件置于空气中进
一种万向节球壳车铣加工工艺.pdf
本发明公开了一种万向节球壳车铣加工工艺,包括以下步骤:步骤一、选用特定组分的渗碳钢材料锻造万向节球壳毛坯;步骤二、将步骤一获得的工件装炉匀速升温至950℃,保温时间为3.2小时;步骤三、将步骤二获得的工件进行冷却至100℃以内;步骤四、将步骤三获得的工件进行连接轴部自由端端面车、铣加工,使连接轴部的自由端端面平整且具有工艺定位盲孔,所述工艺定位盲孔与连接轴部同轴;步骤五、将步骤四获得的工件进行万向节球壳外形的车、铣加工;步骤六、将步骤五获得的工件进行万向节球壳内腔的车、铣加工。本发明所述的一种万向节球壳车
一种万向节球壳热处理工艺.pdf
本发明公开了一种万向节球壳热处理工艺,包括以下步骤:选用特定质量百分比组分的渗碳钢材料锻造万向节球壳毛坯;装炉匀速升温至950℃,升温时间为4小时,保温时间为3.2小时;冷却至100℃以内;加热至925℃进行升温排气,升温排气的时间为2.5小时,渗剂的滴加速度为每分钟100滴;保持925℃进行保温渗碳,保温渗碳的时间为4小时,渗剂每分钟210滴;炉温继续保持925℃,进行保温扩散,保温扩散的时间为3小时,渗剂每分钟155滴;冷却至100℃以内;快速加热至840℃,保温0.8小时,然后通过快速淬火油冷却至1
球阀的球壳制作工艺.pdf
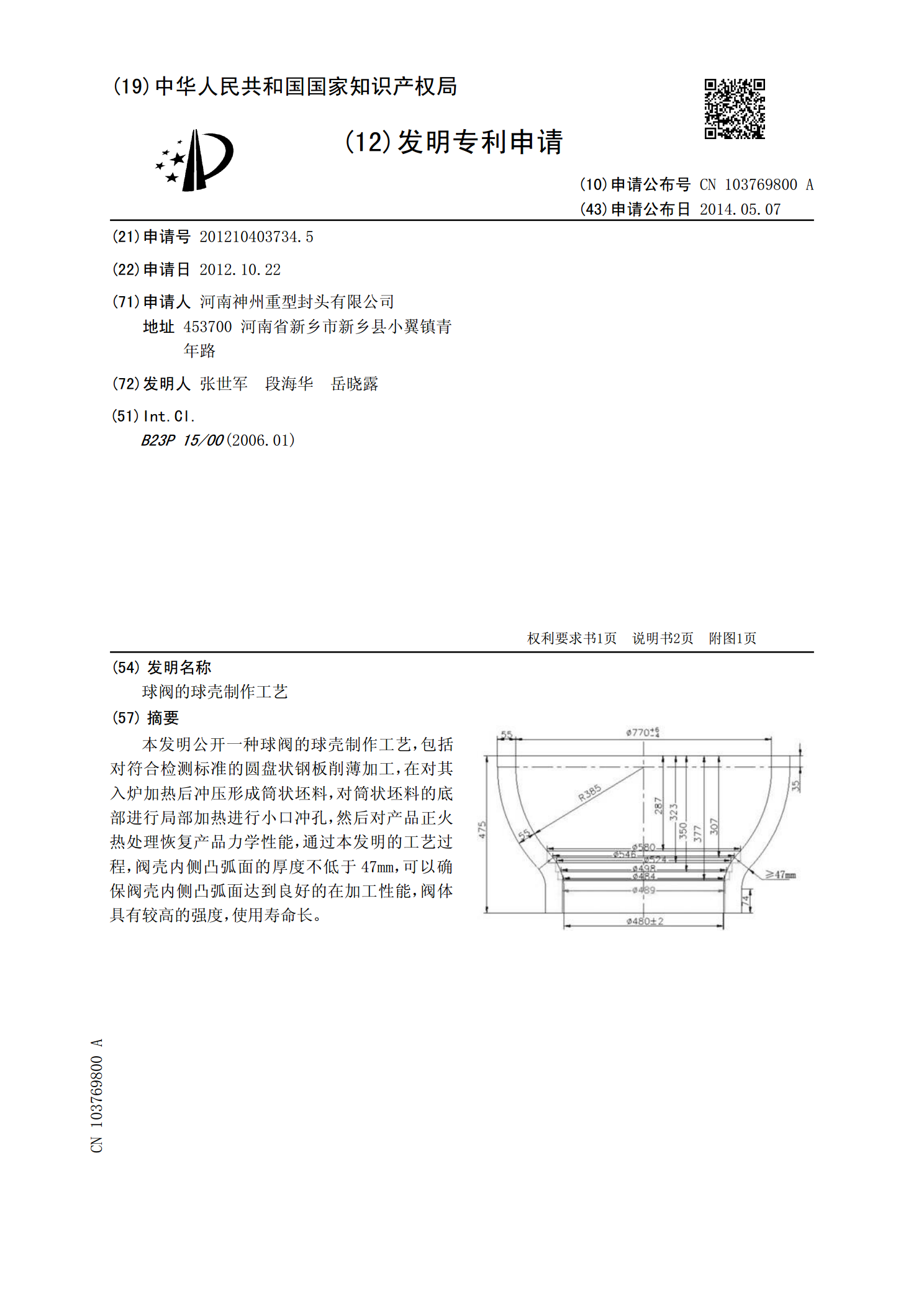
本发明公开一种球阀的球壳制作工艺,包括对符合检测标准的圆盘状钢板削薄加工,在对其入炉加热后冲压形成筒状坯料,对筒状坯料的底部进行局部加热进行小口冲孔,然后对产品正火热处理恢复产品力学性能,通过本发明的工艺过程,阀壳内侧凸弧面的厚度不低于47mm,可以确保阀壳内侧凸弧面达到良好的在加工性能,阀体具有较高的强度,使用寿命长。